Расчёт и построение штуцера врезки. Зачем нужен «ШТУЦЕР»?
Расчёт и построение штуцера врезки. Зачем нужен «ШТУЦЕР»?
Всем проектировщикам, занимающимся расчетом трубопроводных систем на прочность, знакомо понятие «мертвая опора». В данном случае под «мертвой опорой» понимается опора, накладывающая ограничения на все степени свободы. Как правило, такой опорой заменяется место соединения трубопровода и сосуда (аппарата): это существенно упрощает расчет, но зачастую приводит к получению чрезмерно завышенных усилий и нагружений как в самом трубопроводе, так и в узле соединения.
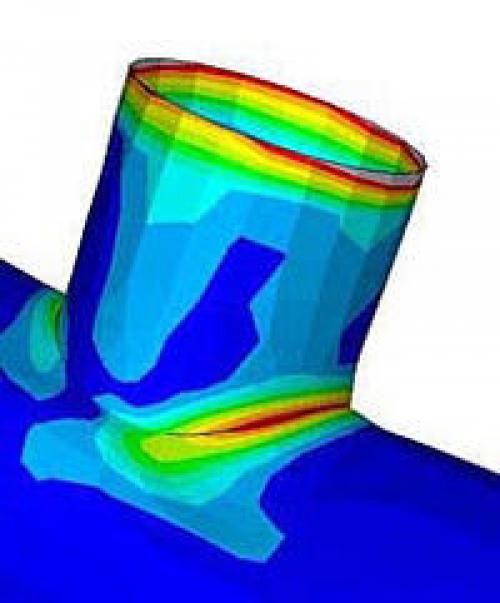
Учет жесткости места соединения трубопровода и аппарата при определении сил и моментов от внешних усилий и внутренних нагружений во многом определяет точность результатов расчета на прочность как трубопровода, так и самих сосудов (аппаратов) в месте врезки. Появляется возможность обоснованно назначать действующие на штуцер допускаемые нагрузки и не использовать «условные» мертвые опоры. Точность вычислений значительно повышается, проектировщик может выбрать более надежные и экономичные конструкции трубопровода и его опор, а также места соединения с аппаратом.
«ШТУЦЕР» стал логическим продолжением ранее выпущенного модуля «СТАРТ-ШТУЦЕР"и первой специализированной отечественной программойдля расчета усилий, напряжений и жесткости в узле соединения штуцера с сосудом (аппаратом). «СТАРТ-ШТУЦЕР» считает только жесткостные характеристики узла врезки, чем обусловлено его применение в расчетах трубопроводных систем, а с появлением программы «ШТУЦЕР» стало возможным определять как жесткость, так и прочность элементов узла соединения штуцера с сосудом или аппаратом.
К сожалению, методике и способу получения значений жесткости, а также расчету прочности узлов врезки до последнего времени не уделялось должного внимания: в России пока нет нормативных документов, регламентирующих определение допускаемых внешних нагрузок на штуцеры при одновременном воздействии внутреннего давления. Программа написана на базе методики комплексного расчета жесткости и напряженного состояния узлов врезки штуцеров с учетом предельно допустимого уровня напряжений. Для определения прочности и жесткости места соединения используются зависимости безразмерных относительных параметров перемещений и напряжений от геометрических характеристик элементов врезки — в соответствии с методиками, изложенными в WRC107−79, WRC297−874, BS5500−76. Дополнительно дана оценка прочности укрепления отверстия под действием внутреннего давления по
Изготовление шаблонов для врезки трубопроводов. . Изготовление шаблонов труб. Макетирование труб
Шаблонами называются выгнутые из мягкой стальной проволоки диаметром 6—10 мм изделия, представляющие собой как бы ось будущей трубы. Шаблоны предназначаются для гибки и контроля согнутых по ним труб. В настоящее время шаблоны изготовляют следующими способами: по месту, по плазовой разметке, по эталонным трубам, по технологическим эскизам и по альбомам шаблонов. Кроме мягких проволочных, в отдельных случаях применяют жесткие шаблоны из тонких труб и углового железа. Такие шаблоны можно использовать для всей серии строящихся судов.
Изготовление проволочных шаблонов по месту заключается в том, что рабочий изгибает проволоку на судне в месте расположения этих труб, учитывая размещение оборудования, арматуры и набора корпуса судна, а также ориентируясь на чертеж трассы будущего трубопровода. При этом необходимо выполнять все технические требования, которые будут предъявлены к готовому трубопроводу. Это создает некоторые трудности, поэтому изготовление шаблонов по месту применяется только на головном судне и поручается высококвалифицированным рабочим.
Изготовление шаблонов по плазовой разметке применяется иногда для труб диаметром более 76 мм, на которые выпускаются рабочие чертежи. По этим чертежам на плазовом щите вычерчивают конфигурацию оси трубы в натуральную величину и по ней изгибают проволочный шаблон. Однако этот способ не нашел широкого распространения в судостроении ввиду частого несоответствия согнутых труб их истинному расположению на строящемся судне.
Когда строится серия судов, выполняют два комплекта труб на головное судно, используя второй комплект как эталон для изготовления шаблонов и гибки труб для серийных судов. Этот способ по эталонным трубам обычно применяется при серийной постройке легких судов, имеющих небольшое количество труб.
Наиболее широко распространен способ изготовления труб по технологическим эскизам. Эскизы труб в разных плоскостях погибов, снятые с головного судна, используют для станочного изготовления труб на серийные суда. В данном случае трубомедницкий цех может изготовлять трубы не только на судно, но и в задел.
При тщательно отработанной технологии изготовления шаблонов и гибки по ним труб составляют альбомы шаблонов, т. е. чертежи, собранные в комплекты, со всеми размерами и радиусами погибов в разных плоскостях. В этом случае трубы изготовляют на серийные суда путем плазовой разметки шаблонов или непосредственной гибки на специальных станках.
Несмотря на ряд недостатков, жесткие постоянные шаблоны изготовляют при гибке труб для судов, строящихся серией (два-три судна в год), и для труб с погибами, расположенными в двух и более плоскостях.
Согнутые по шаблонам и обрезанные на требуемую длину трубы проходят операцию сборки (оснащение труб фланцами, отростками и бобышками). Для осуществления этой операции применяют различные способы фиксации взаимного расположения названных деталей на трубах.
Макетирование труб может быть осуществлено:
—по монтажным схемам с последующей пригонкой по месту — фланцы и отростки подгоняют и прихватывают к трубе на судне, а затем окончательно приваривают их и обрабатывают в цехе;
— по эталонным трубам — второй комплект труб головного судна используют как эталон при сборке труб, предназначенных для серийных судов, применяя для этого специальные приспособления, называемые позиционерами;
— по шаблонам-макетам (упрощенным эталонным трубам) — вместо эталонных труб в позиционерах закрепляют их макеты, выполненные из проволоки диаметром 15—20 мм и имеющие приваренные фальшфланцы, отростки и диски, диаметр которых равен наружному диаметру трубы;
— на макетировочном станке по координатным журнальным записям и по установочным чертежам труб: окончательно изготовленную для головного судна трубу перед установкой на место фиксируют в позиционерах макетировочного станка и ее установочные координаты записывают в специальный журнал или делают чертеж установки; трубы на серийные суда проверяют на станке в соответствии с этими записями и чертежами.