Как сделать лекало для сварки трубы. Лекало для сварки труб
Как сделать лекало для сварки трубы. Лекало для сварки труб
Для ремонта трубопроводов часто необходима замена отвода. Для его изготовления в условиях мастерской необходимо знать его характеристики:
- D — диаметр отвода (равен наружному диаметру соединяемых труб).
- R — радиус отвода (определяется специалистом-проектантом, исходя из местных условий).
- Y — угол отвода (определяется специалистом-проектантом, исходя из местных условий).
- N — количество элементов отвода (крайние включительно). Определяет плавность изменения направления.
Если эти данные Вам предоставят, делаем отвод по чертежам. Если каких-либо данных нет — делаем копию отвода.
Как сделать сварной отвод по чертежам?
Cварные отводы , состоящие из звеньев и стаканов изготавливаются из труб или из листового материала, которые предварительно размечаются, с тем чтобы определить линии сопряжений, по которым элементы обрезаются, затем стыкуются и свариваются.
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Предлагаемая нами таблица Excel позволяет получить размеры для построения шаблона (развёртки) для изготовления элементов отвода с любыми . характеристиками.
Введите в жёлтые ячейки таблицы характеристики отвода, количество точек построения (от 10 до 40 шт.) и вы мгновенно получите ординаты и абсциссы точек построения.
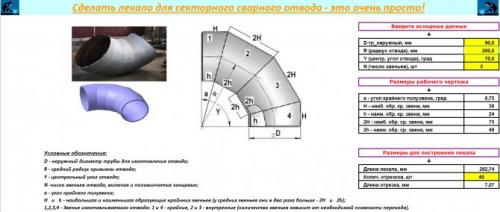
Перенесите эти точки на паронит или картон и плавно соедините их между собой. Вы получили лекало для разметки крайнего полузвена отвода.
Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.
Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:
1. Число звеньев n , ширина шейки b , радиус отвода R должны соответствовать техническим условиям и месту, куда устанавливается фасонная часть. Так, например, «Технические условия на производство и приемку работ по устройству газовых сетей городов, населенных пунктов и промышленных предприятий» СН 117-60, пункт 159, предусматривают, что радиусы сварных отводов должны быть не менее одного диаметра. В «Технических условиях на производство и приемку работ по устройству тепловых сетей» СН 108-60, пункт 125в, указывается, что радиусы сварных отводов должны быть не менее 1,5 диаметров. Теми же ТУ СН 108-60, пункт 126, предусмотрено, что ширина шейки b должна быть не менее 50 мм.
2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
Совет 1
. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
Как сделать шаблон для врезки трубы в трубу под прямым углом
Врезка штуцера в трубу. Изготовление шаблонов (рыбок).
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Лекало для резки трубы под 45 градусов. Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.

Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор — при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.
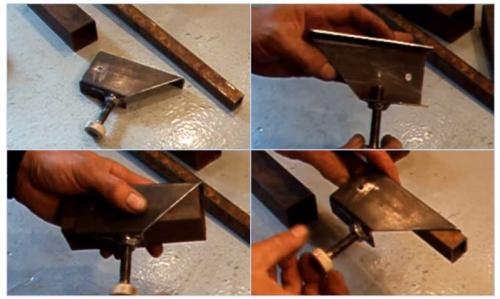
Рис. 3 Отрезание металлопрофиля с помощью стусла
Стусло для резки труб своими руками
Использование шаблона не слишком удобно — приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям. При наличии сварочного аппарата можно сделать простое стусло — направляющие для диска болгарки, не дающие ему уходить в сторону.
Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности. Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.