Сварка инвертором тонкого металла. Пошаговое руководство по свариванию инвертором тонкого металла
- Сварка инвертором тонкого металла. Пошаговое руководство по свариванию инвертором тонкого металла
- Сварка тонкого металла графитовым электродом. Применение стержней и особенности работы с ними
- Какими электродами варить тонкий металл. Электроды для сварки тонкого металла инвертором
- Какой полярностью варить тонкий металл. Варю тонкий металл только на обратной полярности
- Как варить тонкий металл, чтобы его не повело. Варим тонкий металл так чтобы не прожечь
- Мини сварка для тонкого металла. Мини сварочная система – общие сведения
- Как варить тонкий металл с толстым. Сварка тонкого и толстого металла
- Как варить жестянку электродом. Техники и методы сварки тонких листов металлов
- Сварка тонкого профиля электродом. Электроды для сварки тонкого металла
Сварка инвертором тонкого металла. Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.

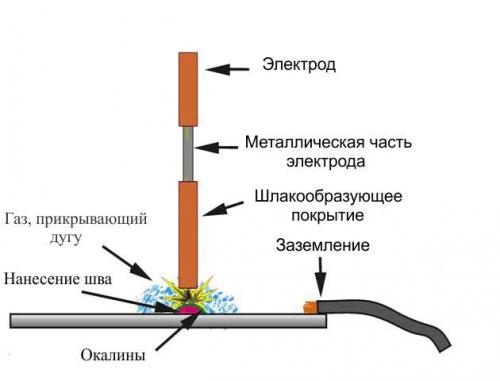
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Сварка тонкого металла графитовым электродом. Применение стержней и особенности работы с ними
Графитовый электрод нашел применение не только для выполнения сварных соединений проводов: его используют в гораздо более большом перечне операций.
Графитовые сварные стержни необходимы для предварительного обрабатывания металлических поверхностей перед сварочными работами, а также иными видами обработки, резки заготовок из металла, зачистки кромок металла и т.п. Не только металлургия активно использует электроды данного типа, но и судопроизводство.
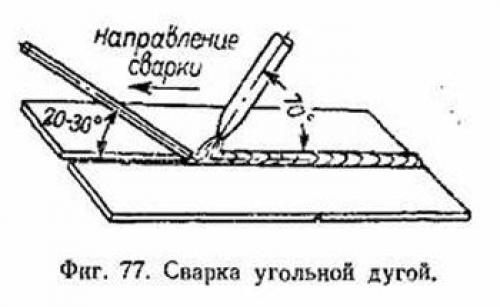
Сварка угольной дуги.
Электроды для сварки из графита позволяют оперативно и с высокой долей эффективности срезать заклепки, прошивать элементы из легированной, углеродистой стали.
Они также актуальны при плавлении стали и чугуна , а также некоторых сплавов в электротермических печах. А благодаря наличию ниппелей, такие стержни можно соединять между собой, что позволяет наладить непрерывную подачу расходного материала для сварки в печи.
На заметку! Практика показывает, что применение графитовых стержней для сварки медных проводов и для дуговой резки металла позволяет снизить количество брака и дефектов сварных швов. Главное, при работе графитом сварщику важно соблюдать технологию и придерживаться правил безопасности.
Графитовые стержни также актуальны для выполнения иных операций:
- сварные операции с изделиями из цветных металлов, элементов из тонкого металла;
- заварка дефектов, которые появились при нарушении технологии литья;
- наплавка твердосплавных деталей к металлической основе.
Часто графитовые электроды используются для сварки вместе с присадкой, подающейся в процессе выполнения операции или укладывающегося заранее в место расположения шва.
Стоит напомнить, что работа с графитом и сварочным аппаратом имеет свои особенности, которые непременно стоит учитывать для получения долговечных, максимально прочных и надежных сварных соединений:
- Для экономии расхода сварного стержня и поддержания дуги на стабильном уровне при длительной сварке следует использовать прямую полярность.
То есть, подавать минус нужно именно на электрод. - Сварные процессы важно осуществлять с учетом воздействия внешних факторов на стабильность дуги, это позволит добиться лучшего результата.
- При работе с графитовыми электродами значение КПД ниже, чем при работе с плавящимися электродами.
- Сварные соединения при сварке графитом характеризуются средними показателями пластичности.
Также швы могут иметь пустоты, что влияет на их долговечность.
По этим причинам сварку графитом должен выполнять квалифицированный мастер, а новичкам в данных вопросах стоит предварительно хорошенько потренироваться.
Чертеж сварочных работ с применением угольного электрода.
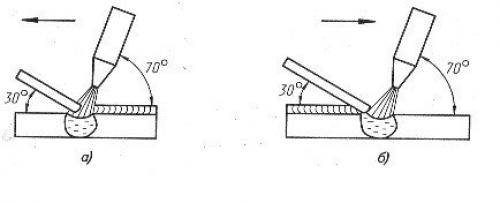
Существует два технологических приема, актуальных для работы с графитовыми стержнями:
- Материал подают прямо в пламя дуги.
При этом сварную проволоку размещают между элементом из металла и электродом под углом 30 градусов и подают несколько раньше, нежели сам электрод. Угол подачи стержня ‒ 70 градусов, что позволяет значительно ускорить процесс выполнения работы. - Мастер наплавляет валик основного металла с применением электрода, после чего в него подается присадка.
Основное отличие данной технологии заключается в том, что первым подается стержень и только после этого проволока.
Опасность применения данного технологического приема для неопытного сварщика состоит в большой вероятности прожога металла, хотя скорость работы при этом очень повышается. По этой причине он больше подходит для операций с металлическими деталями, имеющими толстые стеночки.
На заметку! Электролиз с использованием графита осуществляется исключительно при стабильном токе с прямым подключением.
При работе с электродами из графита важно помнить следующее: определяющий параметр при их использовании – плотность используемого тока. Если максимальное значение данного параметра превышается по каким-либо причинам, графит может испортиться.
Чтобы продлить эксплуатационный срок изделий, с обеих сторон можно вкрутить специальные ниппели для удлинения электрода. Такое решение позволит повысить надежность графитовых электродов и сэкономит денежные средства на приобретение новых стержней.
Регулирование силы тока
Регулировку тока для сварки проводов осуществляют в приделах 30-120 ампер, именно такой диапазон характерен для большинства инверторных сварочных агрегатов.
Какими электродами варить тонкий металл. Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Какой полярностью варить тонкий металл. Варю тонкий металл только на обратной полярности
Варю тонкий металл только на обратной полярности
Полярность сварочного тока — один из наиболее важных параметров, от которого напрямую зависит качество сварочного шва. Именно полярность влияет на движение тока, то есть, направление электронов. Данный процесс оказывает влияние на формирование сварочной ванны, горение дуги, а также качество соединения в целом.
Что важно знать при этом сварщику. Чтобы запомнить, на какой полярности варить тонкий металл, на обратной или прямой, достаточно запомнить, что там, где плюс, нагревание металла происходит больше. Если плюс идёт на электрод, то нагревается больше он, если на металл, то происходит больший прогрев металла.
Как полярность помогает при сварке тонкого металла
Меняя движение электронов можно менять характер сварки. Это даёт прекрасные возможности не прожигать тонкий металл, или наоборот, хорошо проплавить его при достаточно большой толщине.

Раньше после покупки своего первого инвертора я не уделял должного внимания данной особенности. В основном варил по умолчанию, то есть, на прямой полярности. При этом заметил одну особенность, что металл сильно нагревался, его всегда деформировало в процессе сварки.
Если кто не знает, то по умолчанию, держатель электрода подсоединяется к плюсовой клемме инвертора, а держатель массы, к минусовой. Так вот, достаточно было поменять положение подключения держателей, как процесс сварки тонкого металла заметно улучшался.
Уже не было того сильного разбрызгивания, металл не так нагревался, поскольку клемма массы практически не прилипала к нему. Таким образом, я научился варить на обратной полярности, и делюсь своим опытом с вами, мои дорогие читатели.
Полярность сварочного тока и электроды
Еще один важный момент, о котором нужно знать, связан с тем, что абсолютно не любые электроды дают возможность использовать разную полярность сварочного тока. Большинство электродов с основным покрытием предназначены для сварки только на прямой полярности, то есть, когда минусовая клемма подводится к свариваемой заготовке.

К электродам с основным покрытием относится такая популярная марка, как УОНИ-13/55. Так вот, это маркой электродов не получится. В любом случае, прежде чем переключать полярность, обязательно убедитесь в том, что электроды предназначены для этого.
Итак, что нужно понимать. Для того чтобы сварочный шов получился качественным, нужно брать во внимание толщину свариваемого металла, пространственное положение шва и марку электродов. Только после этого можно определиться с выбором полярности, чтобы сварочный шов получился максимально качественным и эстетичным.

В любом случае не бойтесь экспериментировать! Иногда только путём экспериментов, возможно, добиться правды. Подписывайтесь на мой канал, и вас ждём много увлекательной информации касающейся сварки и пайки металлов!
Как варить тонкий металл, чтобы его не повело. Варим тонкий металл так чтобы не прожечь
Варим тонкий металл так, чтобы не прожечь и не деформировать
Счастливые обладатели сварочных аппаратов часто сталкиваются с такой проблемой, как прожоги тонкого металла. Чаще всего при выполнении работ по дому приходится сваривать профильную трубу или тонкие листы стали, например для того, чтобы сделать мангал.
Как раз вот тут и возникают различные проблемы, но чаще всего это дыры в металле из-за неправильно подобранного сварочного тока и других ошибок. Также нередко металл деформирует, и выровнять его потом попросту невозможно.
Как варить тонкий металл, чтобы не повело? Что нужно понимать и какие ошибки чаще всего допускаются начинающими сварщиками? Читайте в данной статье.
Ошибки, которые допускаются при сварке тонких металлов
В первую очередь следует рассмотреть ряд грубых ошибок, которые допускаются теми, кто купил сварочный аппарат, так сказать «для себя» и не является сварщиком. Чаще всего прожоги допускаются из-за этих, самых распространённых ошибок.

Ошибки при сварке:
- Выбираются электроды больших диаметров. Это первая ошибка, из-за которой никак не получается заварить тонкую жестянку;
- Ошибки при подборе сварочного тока, тока больше чем нужно;
- Слишком медленное перемещение электрода при сваривании тонких металлов;
- Сварка на прямой полярности. Следует знать, что тонкий металл варят на обратной полярности. Температура нагревания металла, таким образом, существенно меньше, чем на прямой полярности;
- Подобраны «плохие» электроды.

Как видно, существует достаточно много ошибок, которые допускаются при сварке тонких металлов.
Какими электродами варить тонкий металл
Для сварки тонких металлов, профильной трубы и т. д., лучше всего использовать только подходящие по диаметру электроды. Многие допускают одну критическую ошибку и варят любой металл электродами 3 мм. Однако зачем создавать себе проблемы, когда в продаже существуют электроды и 2 мм, и даже меньше по диаметру.

Таким образом, для металла толщиной до 3 мм, целесообразно использовать электроды 1,6-2 мм диметром. Всё что больше можно варить электродами 3-4 мм. Кроме того, для сварки тонкого металла лучше всего воспользоваться электродами MP-3С, которые допускается использовать как с переменным, так и с постоянным током.
Подбираем правильно сварочный ток
В подборе сварочного тока и настройке аппарата для сварки нет ничего сложного. Определившись с нужным диаметром электродов, можно определить, какой правильный ток сварки нужен в том или ином случае.
Для сварки электродами 1,6-2 мм, нужен сварочный ток от 30 до 80 Ампер. Чтобы варить электродами 3-4 мм по диаметру, необходим сварочный ток от 80 до 150 Ампер.

При этом чтобы не прожигался металл, следует, как было сказано в начале статьи, варить на обратной полярности. Для этого к электроду подводится плюс, а к свариваемому металлу минус.
Ну а теперь что касается деформации металла. Чтобы этого не произошло, сначала целесообразно приваривать металлы точечно, заодно выставляя и фиксируя заготовки тем самым. Недопустимо варить сразу сплошным швом, так как тонкий металл тут же ведёт и деформирует от большой температуры.
Мини сварка для тонкого металла. Мини сварочная система – общие сведения
Вообще-то, в профессиональной терминологии, как такового, понятия приставки «мини» не существует – это простое проявление «народной» любви к рассматриваемому инструментарию. Правильно «мини сварочные аппараты» нужно именовать «компактными инверторами». Однако, данный класс оборудования завоевал достаточную популярность в последнее время благодаря тенденции к уменьшению габаритов любого строительно-монтажного оборудования, в угоду повышения его мобильности. Все же, даже маленькие приборы по своему функционалу могут подразделяться на:
- Бытовые;
- Профессиональные;
- Промышленные.
Приставку «мини» возможно применить к любому сварочному аппарату, у которого большинство деталей, так сказать, «упакованы» прямо в основной корпус и который имеет достаточно скромные функциональные характеристики.
ВАЖНО! Не обязательно мини-аппарат всегда маломощен – он может иметь неплохую мощность, но быть способен выполнять очень узкий круг операций.
Как правило, маленьким агрегатом для производства сварочных работ называют аппарат дуговой сварки с весом в 2 килограмма и мощностью в 150 ампер.
Преимущества мини-моделей
Маленький сварочник имеет множество преимуществ. Основные – это его размеры и масса. При данных уменьшенных показателях попросту не возникает проблем с транспортировкой и хранением. Если мастеру-любителю часто приходиться использовать его в летний сезон на дачном участке, то отвезти/привезти установку не составит никакого труда, а хранение в зимней период можно осуществлять в квартире/гараже. Тем более, что агрегат и при хранении и при перевозке не будет занимать много пространства.
Кроме того, миниатюрное сварочное оборудование не испытывает проблем с подключением. Для работы вполне возможно использовать стандартную розетку на 220 В (даже в электрогенераторе) и производить сварку. Работа возможна и при перепадах напряжения, ибо оборудование не нуждается в мощном питании, т.к. потребляет мало электричества.
Невзирая на компактные размеры, аппарат будет вполне функционален и будет способен плавно регулировать силу тока, и поддерживать стабильность при горении дуги. Стоит отметить, что в отличие от громоздких строительных моделей, миниатюрные варианты не потребуют особых навыков обращения и работы.
Недостатки мини-моделей
Основным недостатком мини сварочных аппаратов возможно назвать отсутствие у них возможности работать с электродами, диаметр коих превышает 3 миллиметра. Тем более, что большинство стандартных мини-моделей с трудом смогут поддержать дугу и на 3-миллиметровом электроде. Отсюда ясно, что некоторый спектр работ, для которых нужны только толстые электроды, для маленьких аппаратов попросту неподвластен.
Следующим недостатком возможно обозначить скромные технические параметры. Даже если на корпусе имеется надпись «220 Ампер», мини-инвертор редко когда поддержит больше 150 Ампер. Отдельно необходимо упомянуть, что если подача электричества будет нестабильной, то данный параметр будет и еще ниже.
Ввиду того, что рассматриваемое оборудование имеет компактный корпус, то на полновесную систему охлаждения в аппарате рассчитывать не приходиться. Отсюда вывод – интенсивная работа на протяжении долгого времени невозможна в силу рисков перегреть агрегат и получить его поломку. Однако, эту трудность можно решить, делая частые перерывы в рабочем процессе.
Кроме того, из-за компактных размеров, на мини-агрегаты не устанавливают системы антизалипания или форсажа, что будет создавать дополнительные неудобства в процессе сварки.
Как варить тонкий металл с толстым. Сварка тонкого и толстого металла
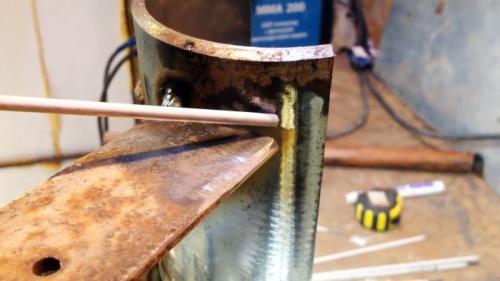
В качестве объекта выберем фрагмент толстостенной (более 5 мм) круглой и профильной трубы с толщиной стенок в 1,5 мм. В жизни это может быть опора ограждения и приваренный встык поперечный профиль.Чтобы наш эксперимент приблизить к реальности, сварку будем вести между заготовками с зазором. На практике это может быть следствием неточности разметки, при котором поперечный элемент оказывается на несколько миллиметров короче, чем нужно.Зачищаем поверхность толстостенной трубы до блестящего металла и прихватываем прямоугольный профиль к трубе. Варить лучше электродами АК-53-70 или АК-46 с основным или рутиловым покрытием.








Как варить жестянку электродом. Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла ? Вещь нужная и для освоения сварки подходящая.
Сварка тонкого профиля электродом. Электроды для сварки тонкого металла
Мы разобрались, какая сварка лучше для тонкого металла. Теперь рассмотрим, какое сечение должно быть у электрода для наилучшего результата выполненной работы. Если диаметр стержня будет 4-5 мм, создается повышенное сопротивление, в результате дуга не сможет нормально гореть на малом токе.

Сваривать тонкие металлические заготовки нужно с помощью электродов толщиной 1,6-3 мм. Запомните, что диаметр стержня должен быть тем меньше, чем тоньше металл.
Не забывайте про важные параметры стержней. Рассмотрим электроды «Барсвелд ОЗС-12» ? 2,0 мм (Premium). Они покрыты рутилом, поэтому:
- обеспечивается легкий первичный и повторный поджиг;
- нет диэлектрического кончика на конце при затухании (а это значит, что вам будет комфортно работать при повторном использовании электрода через некоторое время);
- получается эстетичный шов;
- имеется возможность сварить заготовку со ржавчиной или по нанесенному слою грунтовки;
- присадочный металл практически не разбрызгивается;
- обеспечивается мягкое горение дуги.
Когда со дня производства стержней прошло больше четырех месяцев, их придется прокалить. Дома вы сможете выполнить эту манипуляцию в духовом шкафу, температура должна быть 170-200 ?С.
Данная процедура позволит удалить влагу из обмазки, поэтому во время проведения сварочных работ дуга не будет трещать и разбрызгивать металл, а значит, шов получится идеально ровным и красивым.