Как варить инвертором для начинающих сварщиков. Начинаем варить
- Как варить инвертором для начинающих сварщиков. Начинаем варить
- Сварка для чайников. Виды электросварки
- Как пользоваться сварочным аппаратом. Как правильно варить сваркой: азы, технология, выбор тока, техника ручной дуговой сварки
- Как варить металл в домашних условиях. Как правильно варить сваркой?
- Как варить инвертором тонкий металл. Особенности инверторной сварки тонкого металла электродом
- Сварка полуавтоматом. Принцип работы
- Как варить сваркой новичку. Основные правила
- Сварка инвертором полярность. Как влияет на сварку прямая и обратная полярность
Как варить инвертором для начинающих сварщиков. Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Все эти зависимости можно найти в исчерпывающих инструкциях к самому аппарату и во вкладышах в пачках с электродами. Теоретически ток сварки можно подобрать по диаметру стержня электрода: на каждый миллиметр диаметра должно приходиться около 30 А.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
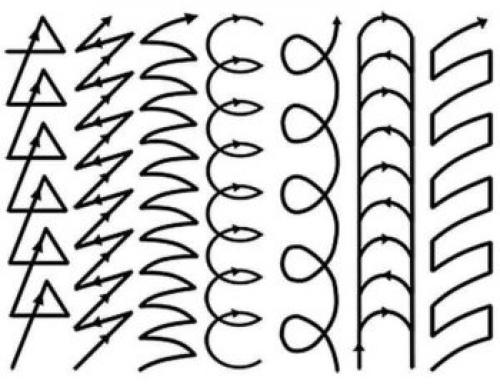
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Сварка для чайников. Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе - Аппараты ручной дуговой сварки (MMA) .
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Как пользоваться сварочным аппаратом. Как правильно варить сваркой: азы, технология, выбор тока, техника ручной дуговой сварки
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.

После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
1) Ручная дуговая сварка

Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде

Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом

Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки:
- Подача проволоки за счет специальных роликов.
- Посредством контакта скользящего типа производится подведение к проволоке электрического тока.
- Начинается движение электрода вдоль разметки для шва.
- Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды.
- Образование шва.
- Очистка от шлаковой корки.
- Сбор излишек флюса для повторного использования.
Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремиться вниз.
Обозначения типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это ростой вид сварки, используемый как в промышленности, так и в быту.
MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.
TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Как варить металл в домашних условиях. Как правильно варить сваркой?

Сварка металла может пригодиться при рутинных работах на даче, в гараже, при обустройстве дома. Возникает потребность не приглашать всякий раз специалиста, а научиться ей самому. Что-то подварить, отрезать, соединить – все это рядовые операции, которые действительно можно научиться выполнять самостоятельно. И, конечно, хотелось бы делать это правильно, безопасно и эстетично.


Особенности процесса
Сварка металлом – это наиболее прочное соединение материала: детали конструкции сплавляются в одно целое. Это случается за счет высокотермического действия. Большая часть современных устройств сварки для расплавления металла созданы на потенциале электрической дуги. Аппараты разогревают металл в области действия до термических показателей плавления, и это осуществляется на малой площади. Поскольку задействуется электродуга, такая сварка будет считаться электродуговой.
Электрическую дугу образовывает постоянный либо переменный ток. Переменный ток используется для деятельности сварочных трансформаторов, постоянный – для функционирования инверторов.


Работать с первым прибором труднее: из-за переменности тока электрическая дуга «скачет», да еще и конструкция довольно тяжела. Рабочий процесс сопровождается характерным шумом. А еще трансформатор немало «садит» сеть. Скачки напряжения в этом процессе тоже не редкость.
Инверторы же работают преимущественно от сети 220 В. И вес, и параметры у них более удобные, техника далеко не шумная, на напряжение такого влияния нет. Дугу вызывает постоянный ток, то есть она не «скачет», контроль над ней проще. Потому учиться самостоятельно варить сваркой специалисты советуют именно с инвертором. Это и более правильно с точки зрения техники безопасности.


Что необходимо?
Сварка в определенном смысле – процесс даже творческий. Требует внимательности, аккуратности, некоторого чутья. Но процедура эта грязная и в отношении безопасности рискованная. Можно получить ожоги, повредить глаза и легкие. Ведь в легких будет постепенно скапливаться опасный осадок.
Потому работа требует строгой защиты, неукоснительного выполнения техники безопасности.
Инструменты и средства защиты
Для защиты лица нужна маска с особым фильтром, которая не пропустит ультрафиолетовое излучение и защитит глаза. С той же целью используются щитки и экраны. Потребуется брезентовый костюм, включающий брюки и куртку, который оберегает от металлических брызг. Нужны и перчатки. Все это предохранит сварщика от попадания на тело и одежду расплавленного металла.
Из инструментов используются:
- прибор для сварки и электроды;
- молоток и щетка из металла (ими по окончании работы удаляют шлаки);
- элементы из металла, на которых начинающий сварщик будет тренироваться;
- ведро с водой – как помощь при возникновении экстремальной ситуации.
Потребуются и шаблоны, по которым можно будет проверять правильность шва. Диаметр электрода выбирается относительно толщины металлолиста.
Электроды
Электроды могут быть разных марок и разновидностей, их выбор зависит от металла приварок. На всех электродах имеется маркировка, она информативна для пользователя, и научиться читать эту маркировку не так трудно.
Сверху электроды стандартно покрывают обмазкой, что дает им качества, необходимые для соединения разных металлов. При дуговой сварке потребуются устройства, которые проводят ток по швам. Часто это проволока из специального порошка. Но если речь идет о новичках-сварщиках, то имеет смысл использовать электроды в виде твердой стержневой структуры, покрытой спецсоставом. Ровное соединение, таким образом, сможет оформить даже начинающий сварщик.
В основном используют стержни, диаметр которых составляет 0,3 см. Электроды меньшего диаметра применяются, если нужно соединить тонкие металлические листы. А для использования электродов крупных диаметров нужна и более мощная, адекватная им техника.


Как выполнять работы?
Процесс сварки – это технология, отличающаяся высокотемпературными условиями. Чтобы провести ее грамотно, нужно сформировать и удержать электродугу от электрода к той детали, которую надо приварить. Под воздействием дуги расплавится материал основания и металлический стержень. Сформируется так называемая сварочная ванна, где главный и электродный материал перемешаются. И значения этой ванны будут зависеть от режима сварочных работ, от места работы, от того, с какой скоростью перемещается дуга, от параметров кромки. Обычно ее ширина соответствует 1,5 см, глубина – 0,6 см, а длина – 3 см.
В процессе расплавления электродное покрытие сформирует газовую специальную зону в области самой дуги и поверх сварочной ванны. Эта спецзона вытеснит из рабочего участка воздух, что не даст произойти реакции расплава и воздуха. Там же присутствуют пары металлов. Поверх соединения образуется шлак, который также не даст реакцию расплава и кислорода. При поэтапном устранении электродуги сформируется соединение, объединяющее детали сварки. Сверху соединения будет защитная шлаковая прослойка, которая потом уберется.
Как варить инвертором тонкий металл. Особенности инверторной сварки тонкого металла электродом
Инверторная сварка – оптимальный выбор, если требуется выполнить сварку тонкого металла. Если технология работы не будет нарушена, шов получится высококачественным, полностью герметичным, сохранит свою прочность спустя много лет. А если потребуется, его можно спрятать под лакокрасочным покрытием или сделать последующую доработку.

Сварка тонкого металла инвертором для начинающих – непростая задача. Для качественного шва надо набить руку и познакомиться с особенностями технологии. Данный способ позволяет соединять всевозможные конструкции с тонкими стенками, например элементы кузова машины, автодетали, резервуары, трубы.
Однако у такого вида сварки есть один минус: полученный результат будет нестабильным, если температура окружающего пространства минусовая.
Инверторная сварка тонкого металла осуществляется по принципам, которые в корне отличаются от технологии сварки изделий с толстыми стенками.
Прежде всего необходимо брать в расчет следующую особенность: тонкий металл под воздействием электротехнических сил ведет себя специфическим образом. Далее подробно рассмотрим, какие преимущества и недостатки есть у инверторной сварки.
Если необходимо соединить инвертором заготовки из металла, стенки которых менее 0,2-0,3 см, могут возникнуть следующие сложности:
- Прогорание заготовки из тонкого металла в результате перегрева. Чтобы такого не произошло, следует максимально быстро выполнять соединение элементов, однако важно при этом сделать шов качественным. Когда обработка производится в течение длительного времени, даже если металл не прогорит, может случиться его искривление. Это значит, что электрод следует проводить только по направлению шва. Не должно быть каких-либо отклонений.
- Важно, чтобы значение силы тока было небольшим. Это приведет к тому, что дуга станет короче. Если дистанция увеличится, дуга погаснет. В ряде ситуаций происходит такое, что она не разжигается. В таком случае придется подобрать сварочник с характеристиками холодного напряжения до 70 вольт, а также с функцией постепенного изменения силы тока (с 10 ампер).
- Металл искривится, если он нагреется до высокой температуры. Поэтому нельзя допускать того, чтобы температура увеличивалась, в противном случае тонкий металлический лист изменит свою форму. Чтобы такого не произошло, нужно правильно подобрать характеристики сварки, а также следить за степенью накала. Также можно использовать термоотводящие материалы. Их осторожно подкладывают под шов.
- Образование непроваров на лицевой стороне, а с обратной – наплывов. Такая проблема зачастую возникает, если сварочный шов по данной технологии выполняет неопытный мастер. Все вышеуказанные недостатки получится устранить, если правильно подобрать характеристики сварки, изменив условия или использовав другой инструмент.
Сварка полуавтоматом. Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.

Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Как варить сваркой новичку. Основные правила
Лучший способ освоить сварку для начинающих – записаться на профессиональные курсы либо просто пойти в подмастерья: попросить мастера взять себя в помощники. Активное наблюдение за процессом с комментариями специалиста быстрее поможет научиться основам сварки. Но если обе вышеописанные возможности не являются доступными, есть другой вариант – даже теоретические азы полезны для новичков. Сначала теория, общее понимание процесса, а потом можно и практиковаться.


Электросварка – метод, при котором для нагрева и дальнейшего расплавления металлов применяют электродугу.
Термические показатели электродуги способны достичь 7000 градусов, что превысит температуру плавления большей части металлов. Процесс сварки происходит следующим образом:
- чтобы электродуга поддерживалась и работала, ток подают от агрегата к электроду;
- электродный стержень, касающийся основания варки, вызывает прохождение сварочного тока;
- под действием такого тока и формируемой дуги электрод и в дополнении к нему металлокромки элементов действия будут плавиться;
- из данного расплава выходит сварочная ванна, в ней расплавленный электрод смешивается с базовым металлом;
- на ванне появляется плавленый шлак, образующий пленку защиты;
- когда дуга отключается, металл постепенно остывает, так получается шов с окалиной, когда материал остынет полностью, окалину счищают.

Для этого процесса используют плавящиеся и неплавящиеся электроды. Если это плавящийся электрод, то сварочный шов образуется за счет введения в расплав присадочной проволоки. Если электрод неплавящийся, ничего такого не потребуется. Чтобы образовать и поддержать в рабочем состоянии электродугу, пользуются спецоборудованием. Это сварочный агрегат.


Сварка инвертором полярность. Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.

Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.