Способы и методы сварки профильной трубы. Способы и методы сварки
- Способы и методы сварки профильной трубы. Способы и методы сварки
- Сварка профильной трубы полярность. Сварка труб электродуговой сваркой
- Как варить профильную трубу, чтобы не повело. Повело при сварке —, что делать
- Сварка профильной трубы 20х20. Способы и методы сварки профильной трубы
- Виды сварных соединений профильных труб. Сварка профильной трубы – видео уроки
- Ведёт профильную трубу при сварке. Деформации при сварке
- Как сварить профильную трубу под 45 градусов. 13 способов, как согнуть профильную трубу
- Как сварить профильную трубу под 90 градусов. Процесс сварки скругленного угла
Способы и методы сварки профильной трубы. Способы и методы сварки
Все известные способы и приспособления для сварки профиля на сегодняшний день. Перечислим по популярности.
Электродуговая
Это самый удобный и востребованный способ, выполняется за счет давления электродов. Особенность в том, что электродуговой сваркой можно достать до самых труднодоступных мест.
К сведению! Именно этот метод позволяет работать с любой стенкой профиля. Хотя самые тонкие виды труб требуют предварительной настройки аппарата.
Соединяя профильную трубу, необходимо обзавестись сварочным аппаратом и электродами. Хотя взять на время у соседа выгоднее. Также любой частный сварщик обязательно должен иметь защитный костюм и специальные фиксаторы для профиля.
Инвертором
Улучшенный вид электродуговой сварки. Такой же надежный, простой и самостоятельный для частного строительства. Инверторный аппарат удобен в быту и на производстве. Выгода очевидна: компактный, небольшой массы, доступная цена.

Важно понимать, что для начинающих это самый правильный способ. Потому что есть импульсный режим.
Инверторным аппаратом можно варить профиль любой толщины. Сварка тонкостенных профильных инвертором осуществляется при 50 А. Увеличив напряжение, можно работать с классической толщиной.
Сварка осуществляется за счет возбуждения электрической дуги, контакта с электродом заготовки. Расходник (электрод) приступает к горению, покрывает зачищенную основу. Что интересно в электроде есть состав, который при нагреве препятствует контакту атмосферного воздуха и рабочей поверхности.
Видимые преимущества инвертора:
- Нет залипаний электрода.
- Постоянный ток аппарата поддерживает стабильность в работе дуги, отсюда и качественный шов. Изделие выглядит качественно без дополнительной обработки.
- Контактная сварка обеспечивает надежное соединение, устойчивое к нагрузке.
Газовая
Не самый распространенный способ. И дело не за оборудованием, а за качеством шва. Его механические свойства оставляют желать лучшего. Почему так?
Технически создается высокая температура за счет газокислородного пламени. И заполняются зазоры между деталями. Важно понимать, что грязная, не зачищенная труба шов не образует.
Газовую сварку выполняют кислородом или ацетиленом. Для подачи используется горелка.
Именно газом проще всего сваривать тонкие детали профильных труб.
Но для любого ее диаметра необходимо:
- Обзавестись проволокой, одинаковой по составу с материалом.
- Флюс. Необходим для меньшего окисления стали.
Швы для газовой сварки двух типов:
- Справа налево. Для тонкостенного профиля.
- Слева направо. Оптимален для стенок трубы толще 5 мм.
Контактная
Оптимальный вариант для плохих погодных условий за счет стабильного и качественного шва. Выполняется строго специалистами.

Сварка профильной трубы полярность. Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.

Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.

На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Как варить профильную трубу, чтобы не повело. Повело при сварке —, что делать
Ведёт профильную трубу при сварке — что делать?
Профильная труба является одним из самых популярных видов металлопроката на сегодняшний день. Используя профильную трубу и сварку можно собрать множество полезных и легких конструкций из металла.
Единственная проблема, с которой приходится сталкиваться сварщикам в процессе работы, это температурные деформации при сварке. Толщина стен профильной трубы незначительная, что становится причиной возникновения деформаций и прожогов.
Нередко конструкцию из профильной трубы ведёт, а в самом металле образуются прожоги. Чтобы этого не случилось нужно понимать, как варить тонкие профильные трубы, толщина стен которых не более 2 мм. Какие правила существуют и как не допустить температурной деформации.
Что делать, если при сварке ведёт профильную трубу
Конструкции из профильной трубы чаще всего ведёт по швам, они уходят внутрь вследствие деформаций. Происходит это по причине неправильной технологии сваривания, либо из-за спешки и ошибок. Поэтому главное правило при сварке профильных труб — абсолютно никакой спешки.

Нагреваясь, металл ведёт в сторону, но если не спешить и давать время на остывание, как правило, он возвращается назад. Также при сварке тонкостенных профильных труб рекомендуется придерживаться следующего:
- Осуществлять сварку на малых токах (10-60 А);
- Не использовать толстые электроды. Максимальный диаметр электрода в данном случае должен быть не более 2 мм;
- Точечно прихватывать конструкцию и лишь затем, осуществлять сварку в один проход.

При сварке профильной трубы следует выдерживать короткую дугу. Сильный разрыв и удлинение сварочной дуги, непременно приведёт к образованию прожога. Также, нельзя сильно перегревать металл, нужно давать время на то, чтобы он остыл.
Какие электроды для сварки профильной трубы использовать
Варить профильную трубу рекомендуется электродами, которые предназначены для сварки низкоуглеродистых и углеродистых сталей. Самыми распространёнными марками электродных стержней являются УОНИ, МР-3, ОЗС и другие.

Перед свариванием металлоконструкций рекомендуется прокалить электроды в печи. Это позволит улучшить качество сварного соединения, а также облегчит работу сварщика по разжиганию электродных стержней и получению стабильной дуги.
Как бороться с температурной деформацией при сварке
Чтобы профильную трубу не вело при сварке, нужно заранее предугадать все нюансы:
- Сварные швы накладывать, таким образом, чтобы они компенсировали возникающее напряжение;
- Предварительно осуществлять изгиб конструкций в противоположную сторону от возникающих деформаций. Температурная усадка позволит выгнуть металл в обратную сторону;
- Охлаждать конструкцию естественным путем;
- Выбрать правильный режим сварки;
- Осуществлять тепловую правку после сваривания заготовок.

В общем, при сварке профильной трубы не нужно спешить. Сначала следует собрать всю конструкцию на прихватках, затем вывести геометрию, и лишь после этогом можно будет всё обварить по углам.
Сварка профильной трубы 20х20. Способы и методы сварки профильной трубы
Существует несколько способов, применяемых для работы с данной разновидностью металлопроката. Поговорим о том, как сварить профильную трубу, в зависимости от используемого метода сваривания.
Ручная дуговая сварка является одним из самых распространенных способов. Популярность обусловлена следующими причинами: простота, качественный шов, возможность проводить работы в труднодоступных местах, доступность оборудования и материалов.Исполнителю понадобится:
- сварочный аппарат (трансформатор или инвертор);
- электроды;
- средства индивидуальной защиты: маска и перчатки;
- приспособления для сварки профильных труб:
- Центратор — устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.
- Магнитные угольники предназначены для соединения труб под нужным углом.
- щетка с металлическими ворсинками или наждачная бумага для зачистки изделий.
Данный метод подойдет для сварки труб различной толщиной и сечением. Исключением является изделия с толщиной стенок свыше 4 мм. Такие детали требуют предварительной подготовки.
Торцы труб пред свариванием следует зачистить и обезжирить.
Также перед работами необходимо правильно выбрать электрод. Трубы с толщиной стенок менее 4 мм. следует варить стержнями с диаметром 2-3 мм. Сила тока — 50-60 А.
О том, какие электроды для сварки профильной трубы следует использовать, мы расскажем далее.
Тонкостенные детали свариваются без формирования кромок и с минимальным зазором.
Сварка может выполняться в нижнем, горизонтальном или вертикальном положениях.
Исполнитель должен учесть все нюансы и применить качественное оснащение и материалы. Тогда можно легко справиться и правильно варить профильные трубы электросваркой.
Электродуговая сварка в среде защитного газа осуществляется неплавящимся электродом, используется довольно часто. Данная технология предназначена для соединения тонкостенных изделий. Предварительная подготовка деталей включает очистку и обезжиривание рабочей поверхности.
Затем нужно верно подобрать диаметр вольфрамового электрода. При толщине стенок трубы не более 2 мм. рекомендуется применять стержни диаметром 1 мм., для стенок толщиной более 2 мм. — 1,6 мм.
Диаметр сварочной проволоки также зависит от толщины основного изделия, соотношение следующее: толщина 1 мм. — диаметр 1,0-1,5 мм., толщина 2 мм. — диаметр 2,0-2,5 мм.
Кроме расходных материалов, исполнителю понадобится сварочное оборудование: источник питания (трансформатор/инвертор), блок питания, горелка и газовая аппаратура: баллон с газом, редуктор и шланги.
Электрод нужно держать близко к сварочной ванне. Чем короче дуга, тем лучше будет проваривание и качественнее соединение.
Передвижение проволоки и прутка должно выполняться исключительно вдоль шва, недопустимы поперечные движения.
Важный нюанс! Присадка подается плавно, резкая подача приводит к разбрызгиванию.
Расход газа не должен превышать 12 л/мин.
Сила тока варьируется в диапазоне от 50 до 120 А (в зависимости от толщины стенок свариваемых труб).
Окончание сварочного процесса проводится путем понижения силы напряжения. Подача газа прекращается через 10-15 секунд после отключения подачи электричества.
Газовая сварка профильного проката проводится с помощью следующего оборудования:
- баллоны с кислородом и ацетиленом;
- редуктор;
- горелка;
- присадочные прутки;
Суть процесса данного вида сварки заключается в нагреве рабочей зоны и подачи в нее присадочного материала, который расплавляется и заполняет зазор.
Если толщина стенок профильного проката не превышает 4 мм., то кромки можно не формировать.
Виды сварных соединений профильных труб. Сварка профильной трубы – видео уроки
Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.
Значительную часть подготовительного процесса занимает сборка конструкций и подготовка приспособлений, которые фиксируют заготовки в необходимом положении.
Как осуществляется сварка профильной трубы –
Есть много разных приспособлений, которые предназначаются для сварочных мероприятий . На промышленных предприятиях, где идет серийное и массовое изготовление, применяют специальное механическое и автоматическое оборудование.
Это транспортные устройства и механизмы для установки и кантовки. В домашнем быту применяют приспособления, сделанные своими руками. Как правило, это универсальные конструкции, которые можно быстро собрать, и надежно зафиксировать в них элементы.
Процесс сваривания профильной трубы своими руками является довольно сложным делом, на видео можно наглядно проследить все тонкости этого действия. С этой работой не просто справиться даже мастеру с большим опытом.
Получить прочное соединение, соответствующее нужным габаритам не просто. Для того чтобы получить качественный результат необходима длительная подготовка.
Особенности процесса
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Качественные результат во многом зависим от того, в какой степени выполнена подготовка. Этот этап включает в себя:
- Подбор деталей с нужным размером и сечением. Подрезание по параметрам выполняют пилой по металлу. После сварочного аппарата кромка не выходит ровной, и в итоге становится сложно работать.
- Далее все трубы необходимо выровнять. На искривленных участках их может «водить».
- Места соединений нужно почистить от ржавых образований. Их чистят до блеска, применяя щетки по металлу. Можно это сделать машинкой для шлифовки.
- Кромку нужно выравнивать так, чтобы при соединении не было больших зазоров. Если это сделать тщательно, то при сваривании не придется тратить много усилий.
- После этого, части нужно уложить в таком положении, в котором они будут располагаться в готовой конструкции. Для проведения сварочных мероприятий монтируемые запчасти желательно дополнительно закрепить в специальном приспособлении. А убирать крепеж можно после того, когда шов остыл.
Когда все детали подготовлены, можно приступать к делу. Здесь применяют два способа:
- Газовая сварка.
- Электрическая сварка.
Как выбрать электроды
Выбрать электроды для сварки профильной трубки поможет нижеприведенная таблица:
| Толщина стенки трубопрокатного изделия (мм) | Диаметры электродов (мм) | Выставляемый ток на аппарате (А) |
| 2 | 1,5 | до 50 |
| 2 или 3 | 2 | от 40 до 80 |
| 2 или 3 | 2,5 | от 60 до 100 |
| 3 или 4 | 3 | от 80 до 100 |
| От 4 до 6 | 4 | от 120 до 200 |
| От 6 до 8 | 5 | от 175 до 250 |
| От 10 до 24 | 5 или 6 | От220 до 300 |
| От 24 до 50 | 8 |
Обратите внимание, данные значения являются рекомендательными!
Перед началом работы стоит провести тестовое сваривание на отдельном участке трубы, чтобы проверить, насколько качественным получиться произведенный шов. И после этого вам будет ясно, какие электроды для сварки подходят.
Как выполняют соединения
- Деталь фиксируется своими руками на вспомогательном приспособлении.
- Вначале производиться точечное сваривание и трубы прихватываются друг к дружке. Как правило, достаточно это сделать максимум в четырех местах.
- После «прихватки» проверяется положение частей. Если нужно, то позиция меняется ударами молотка.
- После этого варятся стыки соединяемых изделий. При этом валик разогретого металла оформляют в виде шва для сварки.
- Дуга проводится таким путем, чтобы кромка успела расплавиться, а метал при этом, не должен просаживаться.
Инвертор
Сварка профильных трубопроводов инвертором признана самым надежным способом. Инверторы для сварки – это самый прогрессивный источник питания сварочной дуги.
Преимущества этих аппаратов состоят в их небольших габаритах и небольшой массе, это значительно меньше, чем у аппаратов, изготавливаемых ранее.
Ведёт профильную трубу при сварке. Деформации при сварке
Деформации при сварке и способы их избежать
Чтобы вы не варили, толстый уголок или тонкую профильную трубу, во время сварки на металл воздействуют большие температуры. Вследствие этого металл может повести, простыми словами деформировать.
Особенно деформации подвержены тонкостенные изделия из металла и некоторые виды сталей. Меры по предотвращению деформаций при сварке могут быть разными, как и их эффективность в целом.
Как избежать деформаций при сварке
Сварка — это всегда высокая температура, которая заставляет металл плавиться. Однако тепло, которое используется для расплавления сварочной ванны, уходит далеко за её пределы. И если металл тонкий или его надежно не закрепить, то возможно появление деформаций.

Одним из самых эффективных способов, который позволяет избежать деформации при сварке, это сварка в так называемых «кондукторах». Кондукторы для сварки, это специальные приспособления, которые дают возможность жестко зафиксировать свариваемое изделие.

При этом важно учитывать ожидаемую деформацию металла в зоне нагрева. Если металл повело в одну сторону, достаточно начать варить с другой, чтобы его выгнуло обратно. Такой способ подхода даёт возможность заранее предугадать появление деформации, и использовать метод предварительного (обратного) изгиба.
Как варить широкие листы металла, чтобы не повело
Наиболее предпочтительный способ, в данном случае, это предварительный изгиб листов металла, в противоположную сторону деформации. Точно таким же способом предотвращают деформации при сварке тавровых, а также двутавровых соединений.
Немного иным способом, является техника обратноступенчатой сварки. В данном случае сварное соединение осуществляется в два слоя, и каждый из них выполняется в разных направлениях. Например, первый шов накладывается слева направо, а второй сварочный шов, наоборот.

Простыми словами, каждый последующий слой наплавленного металла должен вызывать противоположное напряжение от предыдущего слоя. Кроме всего перечисленного, существуют и иные приемы отвести излишнее тепло из зоны сварки.
Например, отвод тепла струёй воды или при помощи медных подкладок. При этом важно понимать, что воду для охлаждения металла во время сварки можно использовать не во всех случаях. При сварке некоторых изделий, быстрое охлаждение металла может только усугубить положение, и привести к большим проблемам, чем деформация.
Самым распространенными являются холодные трещины, которые появляются из-за резкого охлаждения сварного шва. Поэтому к данной рекомендации нужно относиться осторожно.

Не менее действенным способом избежать деформаций, является предварительный прогрев заготовок перед сваркой. В таком случае получится избежать резкого перепада температур. В любом случае, следует знать, что если сварка ведётся при пониженной температуре, то прогрев металла перед свариванием является обязательной процедурой.
Ну а если деталь и повело, конечно же, не слишком толстую, до 3 мм толщиной, то ее выравнивание выполняют при помощи молотка. Что же касается изделий большей толщины, то их ровняют посредством гидравлического пресса.
Как сварить профильную трубу под 45 градусов. 13 способов, как согнуть профильную трубу
Чтобы согнуть профильную трубу под 90 градусов, можно использовать разные способы. В сегодняшней статье рассмотрим некоторые из них.
Простой способ как согнуть профтрубу 90 градусов
Рассмотрим один из способов сгибания квадратной профильной трубы под углом 90 градусов. Берите себе на заметку.
В качестве «подопытного» будем использовать отрезок профильной трубы размером 40х40 мм.
Своим опытом поделился с нами автор YouTube канала KH welding. Идея классная, поэтому однозначно заслуживает внимания.
Основные этапы работ
Первым делом отрезаем кусок профиля требуемого размера (в данном случае — 30 см). Размечаем заготовку и отмечаем центр.
Далее от центральной точки откладываем еще две точки — по 20 мм в обе стороны, и чертим прямые линии. От каждой линии откладываем ещё две точки на расстоянии 40 мм (размер профильной трубы) и тоже чертим линии.
В результате у нас должно получиться три квадрата размером 40х40 мм, как на фото ниже.
С помощью угольника переносим начерченные линии на остальные стороны профильной трубы.
На двух параллельных сторонах заготовки в крайних квадратах дополнительно чертим диагонали. Откладываем на них отрезки длиной по 40 мм и ставим точки.
Далее от каждой точки чертим две линии, направленные к краю профильной трубы (как на фото ниже).
На противоположной стороне заготовки делаем все зеркально. Потом соединяем точки на рёбрах профтрубы прямыми линиями.
На следующем этапе отмечаем места, которые нужно будет вырезать, и потом вырезаем с помощью болгарки.
Потом останется только согнуть заготовку и обварить получившиеся швы. Такое с оединение получилось не только надёжным, но и красивым. А как думаете вы?

Как согнуть профильную трубу под прямым углом
Своим личным опытом сгибания профтрубы поделился с нами автор YouTube канала Mr Technic. Советуем взять на заметку.
Из основных инструментов нам потребуются:
- угольник;
- маркер для разметки;
- линейка;
- болгарка;
- напильник по металлу;
- сварочный аппарат.
Обратите внимание: данный способ сгибания и сварки профильной трубы вы можете использовать при изготовлении различных декоративных металлоконструкций.
Основные этапы работ
Первым делом с помощью угольника и маркера размечаем заготовку из профтрубы под углом 45 град.
Используя металлическую линейку, измеряем длину начерченной линии. В данном случае — это 70 мм. Откладываем это расстояние вдоль профтрубы.
Как сварить профильную трубу под 90 градусов. Процесс сварки скругленного угла
Скругленный угол формируется особым изгибом одной трубы, а не сваркой двух как стандартный прямой. Для этого на ней необходимо начертить поперечную линию с помощью угольника.

Затем со стороны будущего внутреннего угла от этой линии отмечается точка на расстоянии ширины трубы. В данном случае это 5 см, так что и метка ставится с отступом 5 см. Теперь нужно развести циркуль на 5 см, и соединить точку и край линии, нарисовав четверть круга.
Далее необходимо отметить за этой точкой вторую, на отдалении от линии равным расстоянию нарисованной окружности. Можно просто взять диск от болгарки с таким же округлением, приложить его к нарисованной дуге, и поставить метки по ее краям. Затем он устанавливается одной точкой на начало линии, и прокатывается по трубе. В месте касания второй его точки ставится нужная нам метка.
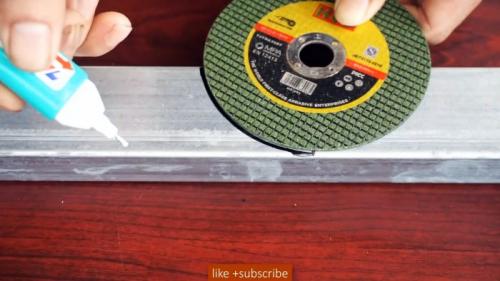
Высчитать это расстояние можно и математически, используя формулу длины окружности «P=2πr». Где r – это радиус круга, который в нашем случае всегда равен ширине трубы. Расстояние, которое нужно отступить от линии, будет равным четверти высчитанной по формуле окружности.

По последней метке на трубе рисуется еще одна поперечная линия под угольник. Теперь нужно заштриховать часть трубы, как на рисунке. Аналогично делаете с другой стороны трубы. Заштриховать нужно будет и короткий прямоугольник на боковой стенке.
Размеченная заштрихованная часть трубы отрезается.
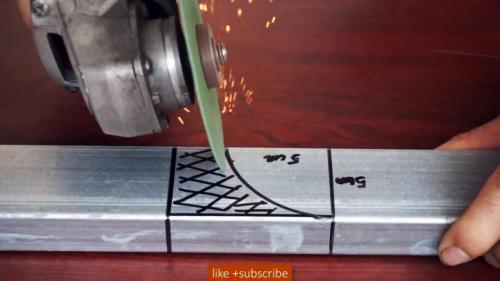

Края среза нужно зашлифовать.

После этого труба сгибается.

Она будет сопротивляться, так что ее можно подбить молотком и придержать для прихватки сваркой.

Далее стык заваривается сплошным швом.

