Выбор электродов для сварки профильной трубы. Обобщенно о сварке профильной трубы
- Выбор электродов для сварки профильной трубы. Обобщенно о сварке профильной трубы
- На какой полярности варить профильную трубу. Способы и методы сварки профильной трубы
- Как варить профильную трубу и не прожечь. Способы, которые позволяют не допустить прожоги при сварке профильной трубы
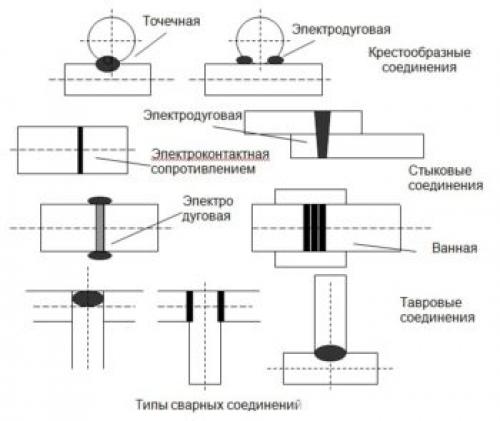
- Виды сварных соединений профильных труб. Способы и методы сварки
- Сварка профильной трубы 20х20. Сварка профильной трубы – видео уроки
- Каким электродом варить профильную трубу 1,5 мм. Электродуговой сварочный процесс в защитном газе
- Электроды для сварки тонкостенных труб. Какими электродами варить профильную трубу?
Выбор электродов для сварки профильной трубы. Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
На какой полярности варить профильную трубу. Способы и методы сварки профильной трубы
Существует несколько способов, применяемых для работы с данной разновидностью металлопроката. Поговорим о том, как сварить профильную трубу, в зависимости от используемого метода сваривания.
Ручная дуговая сварка является одним из самых распространенных способов. Популярность обусловлена следующими причинами: простота, качественный шов, возможность проводить работы в труднодоступных местах, доступность оборудования и материалов.
Исполнителю понадобится:
- сварочный аппарат (трансформатор или инвертор);
- электроды;
- средства индивидуальной защиты: маска и перчатки;
- приспособления для сварки профильных труб:
- Центратор – устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.
- Магнитные угольники предназначены для соединения труб под нужным углом.
- щетка с металлическими ворсинками или наждачная бумага для зачистки изделий.
Данный метод подойдет для сварки труб различной толщиной и сечением. Исключением является изделия с толщиной стенок свыше 4 мм. Такие детали требуют предварительной подготовки.
Торцы труб пред свариванием следует зачистить и обезжирить.
Также перед работами необходимо правильно выбрать электрод. Трубы с толщиной стенок менее 4 мм. следует варить стержнями с диаметром 2-3 мм. Сила тока – 50-60 А.
- О том, какие электроды для сварки профильной трубы следует использовать, мы расскажем далее.
- Тонкостенные детали свариваются без формирования кромок и с минимальным зазором.
- Сварка может выполняться в нижнем, горизонтальном или вертикальном положениях.
Исполнитель должен учесть все нюансы и применить качественное оснащение и материалы . Тогда можно легко справиться и правильно варить профильные трубы электросваркой.
Электродуговая сварка в среде защитного газа осуществляется неплавящимся электродом, используется довольно часто. Данная технология предназначена для соединения тонкостенных изделий. Предварительная подготовка деталей включает очистку и обезжиривание рабочей поверхности.
Затем нужно верно подобрать диаметр вольфрамового электрода. При толщине стенок трубы не более 2 мм. рекомендуется применять стержни диаметром 1 мм., для стенок толщиной более 2 мм. – 1,6 мм.
Диаметр сварочной проволоки также зависит от толщины основного изделия, соотношение следующее: толщина 1 мм. – диаметр 1,0-1,5 мм., толщина 2 мм. – диаметр 2,0-2,5 мм.
Кроме расходных материалов, исполнителю понадобится сварочное оборудование: источник питания (трансформатор/инвертор), блок питания, горелка и газовая аппаратура: баллон с газом, редуктор и шланги.
Электрод нужно держать близко к сварочной ванне. Чем короче дуга, тем лучше будет проваривание и качественнее соединение.
Передвижение проволоки и прутка должно выполняться исключительно вдоль шва, недопустимы поперечные движения.
Важный нюанс! Присадка подается плавно, резкая подача приводит к разбрызгиванию.
Расход газа не должен превышать 12 л/мин.
Сила тока варьируется в диапазоне от 50 до 120 А (в зависимости от толщины стенок свариваемых труб).
Газовая сварка профильного проката проводится с помощью следующего оборудования:
- баллоны с кислородом и ацетиленом;
- редуктор;
- горелка;
- присадочные прутки;
- шланги для подачи газа в горелку.
Суть процесса данного вида сварки заключается в нагреве рабочей зоны и подачи в нее присадочного материала, который расплавляется и заполняет зазор.
Если толщина стенок профильного проката не превышает 4 мм., то кромки можно не формировать.
Выделяют две технологии :
- слева направо (правый способ) подразумевает движение присадки за горелкой. Плюсы: зона сваривания хорошо прогревается; исполнитель видит рабочую зону, что повышает производительность и уменьшает расход газа. Такая техника подойдет для изделий с толщиной стенок свыше 5 мм.
- справа налево (левый способ) применяется для тонкостенного проката – проволока движется впереди горелки.
Контактная сварка в большинстве случаев применяется в производственных условиях. Высокая стоимость специального оборудования и сложность процесса практически исключает возможность использования данного способа в домашних условиях.
Сваривание выполняется за счет давления электродов на изделия при одновременном пропускании тока. Рабочий процесс проводится без использования присадочных материалов. Главные преимущества: надежность и неразъемность соединения.
Как варить профильную трубу и не прожечь. Способы, которые позволяют не допустить прожоги при сварке профильной трубы
При сварке электродом диаметром 2,0 мм инвертор устанавливается на силу тока около 60 А.
При сварке профилей электродом диаметром 3,0 мм рекомендуется использовать ток 80-90 А.
Окончательное практическое значение сварочного тока для сварщика-любителя лучше всего выбрать, испытав режим на опытном образце. Если у вас нет опыта, вы должны использовать меньший ток, чтобы избежать перегорания, независимо от того, прилипает электрод или нет. По мере накопления опыта вы сможете выполнять соединения с хорошим проваром даже без профиля.
Профильные трубы можно сваривать встык, внахлест или под углом 90°. При сварке тестовых изделий сила тока изменяется для достижения оптимальной геометрии сварного шва. Металл не должен прогорать, а дуга должна быть стабильной и легко зажигаться. Например, для электродов MP-3 диаметром от 2,5 до 3 мм. Сварочный ток должен составлять около 75-80 А.
Условия сварки, сила тока при сварке и присоединительные размеры следует брать из технического паспорта; если вы хотите запросить TWA, воспользуйтесь формой обратной связи внизу этой страницы. Мы вышлем вам по электронной почте спецификацию, адаптированную к вашему случаю.
Чем меньше диаметр электрода, тем меньше сила тока и, следовательно, ниже температура заготовки. При сварке тонких предметов рекомендуется использовать более тонкий электрод, чтобы избежать прожога металла.
После завершения подготовки приступайте к сварке изделия. Если толщина составляет 1,5 мм, необходимо начать с прихваток, чтобы не прожечь тонкий металл.
Виды сварных соединений профильных труб. Способы и методы сварки
Все профильные трубы изготавливают из стали, которая применяется для изготовления аналогичных изделий круглого сечения. К ним применимы такие же технологии соединения. Наиболее распространёнными считаются следующие виды сварки:
- электродуговая (плавящимся или неплавящимся электродом);
- газовая.

Два этих метода реализуются с применением различных сварочных аппаратов.
Сварка инвертором
Такой электросварочный аппарат получил своё название благодаря процессу преобразования стандартного переменного напряжения 220 В частотой 50 Гц в напряжение постоянного тока. Сварка профильной трубы инвертором считается наиболее простым и надёжным способом соединения двух заготовок. Основными преимуществами используемого агрегата считаются:
- хорошо отработана методика проведения работ;
- применим для начинающих сварщиков;
- исключает залипание электродов;
- обеспечивает высокое качество дуги;
- удаётся получить хорошее качество шва;
- все элементы сварочного аппарата доступны для применения даже для домашней мастерской;
- широкая область применения для сварки металлических конструкций.

Его применяют для производства каркаса из профильных труб толщиной от 2 мм. Используя этот метод из профильной трубы можно получить основу для теплиц или мебели.Свариваемыми элементами могут быть заготовки любой длины.Инвертор позволяет сваривать заготовки из различных марок металла с применением соответствующих электродов. В зависимости от толщины стенки, размера профиля трубы выбирают инверторные аппараты, способные обеспечить необходимый режим протекания процесса. Применение инверторных агрегатов используется для прокладки трубопроводов, как внутри, так и снаружи помещения. Благодаря универсальности инверторных аппаратов можно производить сварку под любым необходимым углом. Одним из оптимальных режимов считается работа под углом 90 градусов. В этом случае необходимо применять инструменты и приспособления, обеспечивающие сохранение вертикальность угла в течение всего периода работы. Для получения профиля заданной конструкции с применением трубы 2 мм необходимо аккуратно работать электродом, чтобы не допустить повреждения края заготовки и тем более прожога.
Сварка профильной трубы 20х20. Сварка профильной трубы – видео уроки
Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.
Значительную часть подготовительного процесса занимает сборка конструкций и подготовка приспособлений, которые фиксируют заготовки в необходимом положении.
Как осуществляется сварка профильной трубы –
Есть много разных приспособлений, которые предназначаются для сварочных мероприятий . На промышленных предприятиях, где идет серийное и массовое изготовление, применяют специальное механическое и автоматическое оборудование.
Это транспортные устройства и механизмы для установки и кантовки. В домашнем быту применяют приспособления, сделанные своими руками. Как правило, это универсальные конструкции, которые можно быстро собрать, и надежно зафиксировать в них элементы.
Процесс сваривания профильной трубы своими руками является довольно сложным делом, на видео можно наглядно проследить все тонкости этого действия. С этой работой не просто справиться даже мастеру с большим опытом.
Получить прочное соединение, соответствующее нужным габаритам не просто. Для того чтобы получить качественный результат необходима длительная подготовка.
Особенности процесса
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Качественные результат во многом зависим от того, в какой степени выполнена подготовка. Этот этап включает в себя:
- Подбор деталей с нужным размером и сечением. Подрезание по параметрам выполняют пилой по металлу. После сварочного аппарата кромка не выходит ровной, и в итоге становится сложно работать.
- Далее все трубы необходимо выровнять. На искривленных участках их может «водить».
- Места соединений нужно почистить от ржавых образований. Их чистят до блеска, применяя щетки по металлу. Можно это сделать машинкой для шлифовки.
- Кромку нужно выравнивать так, чтобы при соединении не было больших зазоров. Если это сделать тщательно, то при сваривании не придется тратить много усилий.
- После этого, части нужно уложить в таком положении, в котором они будут располагаться в готовой конструкции. Для проведения сварочных мероприятий монтируемые запчасти желательно дополнительно закрепить в специальном приспособлении. А убирать крепеж можно после того, когда шов остыл.
Когда все детали подготовлены, можно приступать к делу. Здесь применяют два способа:
- Газовая сварка.
- Электрическая сварка.
Как выбрать электроды
Выбрать электроды для сварки профильной трубки поможет нижеприведенная таблица:
| Толщина стенки трубопрокатного изделия (мм) | Диаметры электродов (мм) | Выставляемый ток на аппарате (А) |
| 2 | 1,5 | до 50 |
| 2 или 3 | 2 | от 40 до 80 |
| 2 или 3 | 2,5 | от 60 до 100 |
| 3 или 4 | 3 | от 80 до 100 |
| От 4 до 6 | 4 | от 120 до 200 |
| От 6 до 8 | 5 | от 175 до 250 |
| От 10 до 24 | 5 или 6 | От220 до 300 |
| От 24 до 50 | 8 |
Обратите внимание, данные значения являются рекомендательными!
Перед началом работы стоит провести тестовое сваривание на отдельном участке трубы, чтобы проверить, насколько качественным получиться произведенный шов. И после этого вам будет ясно, какие электроды для сварки подходят.
Как выполняют соединения
- Деталь фиксируется своими руками на вспомогательном приспособлении.
- Вначале производиться точечное сваривание и трубы прихватываются друг к дружке. Как правило, достаточно это сделать максимум в четырех местах.
- После «прихватки» проверяется положение частей. Если нужно, то позиция меняется ударами молотка.
- После этого варятся стыки соединяемых изделий. При этом валик разогретого металла оформляют в виде шва для сварки.
- Дуга проводится таким путем, чтобы кромка успела расплавиться, а метал при этом, не должен просаживаться.
Инвертор
Сварка профильных трубопроводов инвертором признана самым надежным способом. Инверторы для сварки – это самый прогрессивный источник питания сварочной дуги.
Преимущества этих аппаратов состоят в их небольших габаритах и небольшой массе, это значительно меньше, чем у аппаратов, изготавливаемых ранее.
Каким электродом варить профильную трубу 1,5 мм. Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно! Подача присадочного материала выполняется плавно. В противном случае происходит разбрызгивание. При этом максимальное количество расходуемого газа должно составлять 12 л/мин.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.
4 вида сварки труб: какой выбрать для трубопровода и чем они отличаются
Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
На заметку! Кромки соединяемых профтруб не формируют, если их стенки имеют толщину не более 4 мм.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Сварка инвертором
Этот вид работ представляет собой дуговую сварку при использовании специального аппарата. Он применяется в быту и производственных цехах. Оборудование отличается невысокой ценой, небольшими размерами и незначительной массой. Каждый сварщик должен знать, как правильно варить профильную трубу инвертором.
Инвертор позволяет выполнять сварку труб с разной толщиной стенок. Оборудование идеально подходит для начинающих сварщиков. Ведь такие современные аппараты имеют импульсный режим работы.
Когда осуществляется сварка профильной трубы 2 мм инвертором, сила тока устанавливается в диапазоне от 50 А до 60 А. Если соединяется толстостенный прокат, тогда мастера увеличивают электроток.
При контакте электрода возникает электрическая дуга. В работе используются прутки с покрытием. Оно начинает гореть при возбуждении дуги. В результате происходит расплавление покрытия. Одна его часть перемещается на расплавленный металл, а другая – переходит в газовое состояние. Поэтому рабочая зона не контактирует с воздухом.
Сварка с помощью инвертора предотвращает залипание электродного прутка. При этом процесс выполняется при стабильной дуге, так как применяемое оборудование является источником постоянного тока. Поэтому получается высококачественный сварной шов.
Электроды для сварки тонкостенных труб. Какими электродами варить профильную трубу?
 Толщина стенки профилированной трубы равны всего нескольким миллиметрам. Поэтому в процессе стыковки такого проката используются особые электроды для профильных труб, рассчитанные на сварку тонколистового металла.
Толщина стенки профилированной трубы равны всего нескольким миллиметрам. Поэтому в процессе стыковки такого проката используются особые электроды для профильных труб, рассчитанные на сварку тонколистового металла.
Разумеется, такие ограничения усложняют сам процесс стыковки. Ведь при сварке тонколистовых заготовок высока вероятность прожига стенки трубы. К тому же, прочность шва, соединяющего тонкие детали, в большинстве случаев оставляет желать лучшего.
Но если использовать «правильные» сварочные аппараты, оптимальные режимы тока и особые электроды, то сварка тонкостенных профильных труб пройдет безо всяких затруднений.
Какими аппаратами варить профильную трубу?
Да практически любыми. Ведь сварка тонкостенных деталей не требует особой силы тока. В большинстве случаев для формирования дуги нужно всего 50-60 Ампер. А такую силу тока поддерживают даже самые «слабые» любительские инверторы.
К конструкции держака или горелки тоже нет особых требований. Ведь максимальный диаметр электрода не превышает 2-3 миллиметров. А такие прутки можно вставить в любой держак или пропустить сквозь механизм подачи любого сварочного полуавтомата.
Сам сварочный аппарат может быть и электродугового и аргонодугового типа. Его силовой трансформатор может быть и классическим, и инверторным. Хотя последний предпочтительнее. Ведь для сварки тонкостенных труб можно использовать импульсный режим, формирующих точки-прихватки.
Какими электродами варить профильную трубу?
 Профильные трубы изготавливают из обычной конструкционной стали. Поэтому для сварки таких труб используют самые простые электроды.
Профильные трубы изготавливают из обычной конструкционной стали. Поэтому для сварки таких труб используют самые простые электроды.
Неплохим решением, в данном случае, будет электрод марки ОМА-2, покрытый многокомпонентным флюсом на основе концентрата титана и ферромарганца. Хорошие результаты дает и электрод МТ-2 используемый в паре со сварочным выпрямителем.
Словом, в данном случае подойдет любой электрод, обеспечивающий устойчивое «горение» дуги и равномерное и медленное плавление присадочного материала.
Как варить профильную трубу?
Тонкостенные трубы варят токами силой от 10 до 90 Ампер в режиме электродуговой сварки. При этом используются электроды диаметром от 0,5 до 2 миллиметров. Сварку производят в один проход, без наложения швов друг на друга. Профильная труба используется только для сборки металлоконструкций, поэтому герметичностью стыка можно пренебречь.
Следует заметить, что качество шва в этом случае зависит от скорости сварки. Сварщику нужно успеть соединить детали до того, как начнут остывать разогретые кромки.
Поэтому неопытные специалисты предпочитают режим «точечной» сварки, доступный даже новичкам. Эта технология реализуется с помощью аргонодугового инвертора, генерирующего короткий всплеск (импульс) энергии, плавящий присадочную проволоку в среде защитного газа.
Впрочем, при достаточной квалификации сварочный автомат можно использовать не только в точечном, но и в «сплошном» режиме, формируя кольцеобразный шов, опоясывающий место стыка. Но такой способ сварки может реализовать только хорошо подготовленный и мотивированный специалист .
Ну а газовую сварку при стыковке тонких профильных труб, как правило, не используют. Ведь пламя газовой горелки не просто разогревает, а буквально расплавляет кромки стыкуемых деталей. В итоге снижается прочность в месте стыка, а в особо тяжелых случаях, вследствие температурных деформаций, провоцируется коробление всей металлоконструкции.
Поэтому ацетиленовые или пропанобутановые горелки в этом случае не используют.