Как сварить две трубы крест накрест. Как стыковать круглые трубы ровно. 3 гаражных способа для новичков
- Как сварить две трубы крест накрест. Как стыковать круглые трубы ровно. 3 гаражных способа для новичков
- Как сварить две трубы под углом 90 градусов?
- Врезка трубы в трубу под углом 90 градусов гост. Как сделать отвод 90 градусов из трубы
- Соединить круглую трубу под 90 градусов. Последовательность и важные правила пайки полипропилена
- Как соединить две трубы под 90 градусов без сварки. Как соединить два отрезка трубы одинакового диаметра без сварки
- Как врезать трубу в трубу разного диаметра. Воротниковый способ заварки врезки труб разных диаметров
- Врезка трубы в трубу (развертка). Врезка труба в трубу разных диаметров таблица
Как сварить две трубы крест накрест. Как стыковать круглые трубы ровно. 3 гаражных способа для новичков
Вы на канале для начинающих гаражных самоучек в сварке и слесарке. Иногда нужно ровно стыковать профильные или круглые трубы перед сваркой. Давайте покажу несколько примеров с реальными фото из гаража, как делать такую стыковку с круглыми трубами.
Есть у нас несколько кусков трубы одного диаметра. Нужно эти куски сварить в один ровный хлыст. То есть после сварки эти куски должны быть в одной оси. Тут всё просто и есть несколько вариантов на выбор.
Если есть кусок ровного уголка, то стыкуем по этому уголку. Вкладываем куски круглой трубы в этот уголок и прихватываем трубу. В уголке куски труб сами собой будут расположены в одной оси. Это нам и было нужно. Есть еще вариант, смотрите.
Можно взять пару кусков профильной трубы и прихватить их между собой так, чтобы получилась форма напоминающая уголок. Вот как вверху на картинке.
Куски круглых труб помещаем в этот импровизированный уголок из профильных труб. В таком положении наши круглые трубы будут расположены в одной оси. Делаем прихватки, немного шлифуем их болгаркой и обвариваем наш стык. Ещё покажу способ.
Вот смотрите эту весёлую картинку. За спиной сварщика фигура из 3 труб. Можно сделать также. Нижние 2 трубы будут выполнять роль паза, в который нужно сверху вложить куски стыкуемых труб.
Тут будет тот же принцип как и в двух примерах ранее-пример с уголком или с двумя профильными трубами. Стыкуемые трубы лягут перед прихватками в одну ось.
Как сварить две трубы под углом 90 градусов?
Как сварить две трубы одинакового диаметра под углом 90 градусов при условии, что конструкция не для воды, а качели? Я пробовал на обрезках - получается, только если одну трубу расплющить молотком. Другой вариант - вырезать в торце трубы круглую выемку, но как это сделать болгаркой? (особенно если соединений много). Спрашиваю потому, что на уже готовых сваренных конструкциях видел, что возможно и не вырезать и не плющить. Совершенно непонятно как там сделан такой широкий сварной шов.
31.08.2006 в 10:59Порекомендую для таких целей тиски для сварки труб различных моделей (в том числе и для сварки врезок в трубу) Смотрите здесь:
2Maxkrash 1/2" и 3/4" трубы можно без подгонки заварить. Канительно, малость - электро, газом проще. Можно проварить, где плотно сходится, и пруток диаметра 6мм - хомутиком (8мм и толще, не согнешь аккуратно).
2чукча Накладки, неудобно будет, лучше треугольные косынки - встык.
Maxkrash написал :
Другой вариант - вырезать в торце трубы круглую выемку, но как это сделать болгаркой?
По моему, болгаркой легче делать так:
В трубе к которой приваривается торец другой, делаем два надреза (между ними 90 градусов) вырезая клин.
В торце другой трубы так же срезаем лишние участки под тем же углом.
Врезка трубы в трубу под углом 90 градусов гост. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

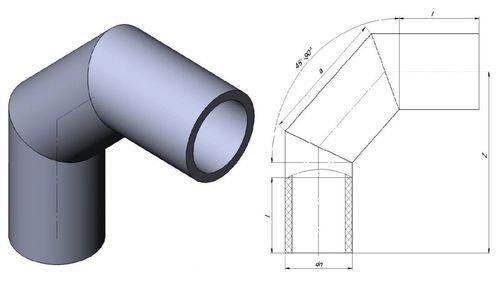
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.

Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Соединить круглую трубу под 90 градусов. Последовательность и важные правила пайки полипропилена
Хотя оборудование для спаивания полипропилена не слишком сложно в эксплуатации, при работе с ним следует соблюдать в следующие правила:
- Желательно устанавливать паяльник на ровной поверхности и надежно фиксировать в случае монтажа отдельных участков трубопровода.
- Стандартная температура пайки поипропилена составляет 260º С, в бюджетных моделях данная температура достигается в течение 10 — 15 секунд, современные дорогие модели нагревает насадки за 5 секунд.
- При работе труба и фитинг нагреваются одновременно, для каждого устройства в инструкции указывается свое время нагрева, контакта и остывания стыка, зависящее от материала и наружного диаметра трубопроводной линии.
Технология спайки ППР состоит из следующей последовательности подготовительных и монтажных операций:
- Вначале производят стыковку отдельных отрезков линии, поэтому сварочный аппарат располагают в просторном месте, где окружающие стены или предметы не будут мешать монтажу участков трубопровода необходимой длины. Также паяльник должен располагаться на твердой и ровной поверхности вдали от воспламеняющихся предметов.
- При спайке очень важно, чтобы температура окружающей среды не понижалась менее чем на 10º С., в противном случае поверхность деталей быстро остынет и сваривание не произойдет. Если работа будет производиться в холодном помещении, необходимо произвести его прогрев.
- При монтаже сложных линий лучше выполнить точный чертеж с указанием размеров — в этом случае можно распределить работы по сварке длинных цепей в удобных условиях вдали от стен. Далее отрезки будут припаиваться на весу около стен непосредственно в точках окончательного расположения.
Рис.6 Технология правильной пайки полипропилена
- Процент брака можно снизить на значительную величину, приобретая все материалы от одного производителя — детали будут иметь не только одинаковые размеры, но единый химический состав, способствующий наилучшей диффузии.
- В некоторых случаях недобросовестный производитель выпускает насадки на паяльник с разными размерами прямой и обратной частей — их также следует проверить, вставляя друг в друга. Аналогично предварительно проверяются и материал на соответствие диаметрам насадок.
- Труба разрезается при помощи ножниц-секаторов строго под углом 90 градусов, армированные материалы лучше резать болгаркой с любым диском.
- При проведении сварных работ после обрезки на нужную длину поверхность деталей очищается от грязи и обезжиривается, если соединяется ранее установленная линия, из нее сливается вода, а места стыковки вытираются сухой тряпкой.
- Вначале следует одеть нужную насадку на прибор в соответствии с диаметром ППР и включить его для прогревания до температуры 260 С. В дорогих устройствах данное значение температуры можно визуально увидеть на индикаторном табло, в дешевых моделях оно выставляется регулятором соответствующего диаметра и выдерживается определенное время, после чего о готовности паяльника к работе сообщает сигнальная лампочка.
- После готовности устройства к работе одновременно два фитинга надавливаем на насадку, предварительно отметив на детали меньшего диаметра карандашом глубину погружения. Одновременное надавливание на заготовки с двух сторон позволяет надежно зафиксировать паяльник в одном месте.
- Детали держат на насадках указанное в инструкции время, отчет можно проводить, проговаривая про себя цифры 1001, 1002 и так далее.
- После разогрева заготовки извлекают и моментально вставляют друг в друга до указанной карандашом риски, избегая проворачивания, их держат в неподвижном состоянии также определенное время.
- Выдержав определенный период остывания, приступают к сварке следующего стыка.
Как соединить две трубы под 90 градусов без сварки. Как соединить два отрезка трубы одинакового диаметра без сварки
Рассмотрим один из простых способов, как соединить два одинаковых по диаметру отрезка круглой трубы, если под рукой нет сварки. Данной идеей поделился автор YouTube канала Mr Technic — берите на заметку.
Вообще, соединить трубу можно двумя способами. Давайте сначала рассмотрим первый способ — с помощью соединительной вставки.
Саму вставку будем изготавливать из круглой трубы того же диаметра.
Рекомендуем вам также прочитать статью: 3 способа заточки ступенчатого сверла в домашних условиях .
Основные этапы работ
Первым делом отрезаем лист бумаги, длина которого должна соответствовать наружному диаметру трубы.
Сворачиваем лист трубочкой, и вставляем его внутрь трубы. Делаем пометку в месте стыка.
Далее вынимаем бумажный шаблон, оборачиваем его вокруг трубы, и ставим две метки, как показано на фото.
С помощью угольника чертим на трубе две продольных линии. Болгаркой вырезаем часть стенки. Зачищаем заусенцы напильником или наждачкой.
Соединение труб
После этого с помощью молотка уменьшаем диаметр вставки, пока края не сойдутся.
Далее берем два отрезка трубы, которые нужно соединить. Вставляем соединительную вставку в один из отрезков на половину своей длины. На другой конец вставки надеваем второй отрезок трубы.
Соединение практически готово. Потом останется только просверлить два отверстия, вставить болты, и зафиксировать их гайками. Выступающие части болтов можно обрезать.
Такое соединение круглых труб может пригодиться в тех случаях, когда нужно, например, нарастить высоту столбов для забора.
Второй способ (альтернативный)
Можно соединить два отрезка трубы немного иначе. Для этого отрезаем кусок трубы такого же диаметра, вырезаем в нем часть стенки, и разгибаем края, увеличивая диаметр. К краям привариваем гайки.
В получившийся хомут вставляем два отрезка трубы, которые надо соединить. Потом вкручиваем в гайки болты, и затягиваем хомут.

Как врезать трубу в трубу разного диаметра. Воротниковый способ заварки врезки труб разных диаметров
Проще всего врезать трубу небольшого диаметра в трубу заведомо большую. Для этого приставляем первую перпендикулярно ко второй и наносим контур меньшей трубы на поверхность большой. Вырезаем круг, вставляем в него малую трубу и обвариваем место врезки.
Если предстоит врезка двух одинаковых по диаметру труб, то на врезаемой выполняем т. н. «штаны» – сегменты, которые в наибольшей своей части должны иметь размер в три раза меньше диаметра.
Ниже рассмотрим самый сложный случай в части раскроя, когда врезаемая труба по диаметру немного меньше основной, например, соответственно 89 мм или 76 мм и 100 мм.

Понадобится
- заготовки труб двух разных диаметров;
- болгарку с отрезным и шлифовальным кругом;
- маркер;
- линейку, угольник;
- сварочный аппарат;
- молоток.
Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.

На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.


Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.

Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.

Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.

Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.

До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.

Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А. Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.
Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.

Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.
Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.

Источник: https://baget-bez-stusla.aystroika.info/stati/kak-sdelat-lekalo-dlya-rezki-i-svarki-truby
Врезка трубы в трубу (развертка). Врезка труба в трубу разных диаметров таблица
Врезка штуцера в трубу. Изготовление шаблонов (рыбок).
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Врезка труба в трубу разного диаметра
Цой Дмитрий. Автор: Цой Анатолий Ирнамович.
Врезка трубы в трубу (развертка). Врезка труба в трубу разных диаметров таблица.
Изготовление и врезка штуцера в трубу:

Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур вырезать в трубе уменьшить на толщину стенки штуцера.
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
| Диаметр трубы | Диаметр штуцера | Длина штуцера |
|---|---|---|
| 10 | 8 | 20 |
| 15 | 12 | 30 |
| 20 | 16 | 40 |
| 25 | 18 | 50 |
| 30 | 20 | 60 |
Автор: Цой Анатолий Ирнамович.