Сварка неповоротного стыка обычной трубы с отрывом..
Сварка неповоротного стыка обычной трубы с отрывом..
Тщательное выполнение подготовительных работ, которое обычно может занимать значительную часть рабочего времени — наиважнейший элемент любого вида трудовой деятельности. Сварка неповоротных стыков труб не является исключением.
Для начала необходимо очистить соединяемые элементы от краски, ржавчины и т.д. Это происходит путем механической обработки. Резка заготовительного элемента может выполняться как электроинструментом, так и термическим способом. Заготовки должны быть объединены друг с другом. В целях фиксации элементов накладываются прихватки, которые выглядят как легкие сварочные швы. Их параметры базируются на величине соединяемых труб.Сварочная технология требует обязательно заземлить все металлические части сварочного устройства. Каркас трансформатора, стол также подлежат заземлению. Покрытие проводов и кабелей сварочного аппарата должно быть изоляционным.
Существует три направления, определяющих базисные технологии соединения металлических частей путем заливки промежутков между ними расплавленным металлом:
- Горизонтальная;
- Вертикальная;
- Под 45-градусным углом.
Угол наклона электрода при сварке. А — угол при вертикальной сварке; Б — угол при горизонтальной сварке
Выбор конкретной технологии зависит от следующих факторов:
- размещения труб;
- угла наклона при сварочном процессе;
- толщины слоя стенки трубопровода.
Если толщина стенки трубы достигает 12 мм, соединение металлических частей осуществляется трёхслойным швом. Каждая прослойка не должна быть более 4-х мм в высоту, а ширина валика не должна выходить за пределы 2-х-З-х диаметров сварочного электрода.
Сварка поворотных стыков труб в отличие от неповоротных более проста в осуществлении. Она позволяет повернуть трубу в нужном направлении, когда это необходимо. Это помогает не допустить создания сложных швов (потолочных и вертикальных).
Сварка поворотных стыков труб в цеховых условиях
Глава XXVIII
ОСОБЕННОСТИ СВАРКИ НЕКОТОРЫХ ВИДОВ КОНСТРУКЦИЙ
Общие сведения. При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис. 123).
Сварка поворотных стыков труб в цеховых условиях.
Общие сведения.
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными ( ).
).
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основные требования: наличие сертификата на трубы, отсутствие эллипсности труб, отсутствие разностенности труб, соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия кромок и величину притупления. Угол раскрытия шва должен составлять 60-70°, а величина притупления 2-2,5 мм (рис. 124). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15-20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов. При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в четырех местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250-300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении. Трубы, толщина стенки которых составляет 12 мм, сваривают в три слоя. Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1-1,5 мм, равномерно распределяющийся по всей окружности. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать на 1-2 мм установленный зазор между трубами.
Сварка поворотных стыков. Первый слой высотой 3-4 мм сваривают электродами диаметром 2, 3 и 4 мм, второй слой наплавляется электродами большего диаметра и при повышенном токе. Первые два слоя можно выполнить одним из следующих способов.
1. Стык делят на четыре участка. Вначале сваривают участки 1-2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4 (рис. 125). Затем трубу поворачивают еще на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 180º и сваривают участки 7 и 8.
Как варить горизонтальный шов на трубе. Особенности сварки соединений по горизонтали
Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°.
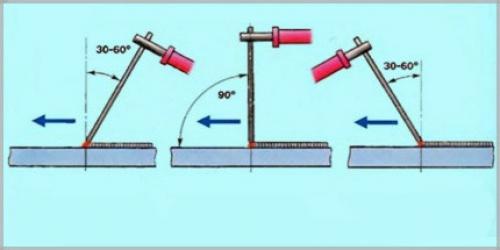
рис. 1
Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому как уже отмечалось, надо наклонять электрод под большим углом, чтобы этого не произошло.

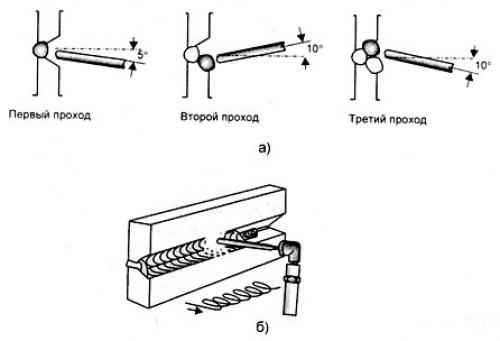
Сварка горизонтальных швов включает в себя следующие этапы:
- Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.
Первый валик обычно создается на средней или высокой силе тока.
Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей (рис. 1).
- Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
- Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
- Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
- Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.