Разметка врезки трубы в трубу 90 градусов
- Разметка врезки трубы в трубу 90 градусов
- Врезка трубы в трубу гост. ГОСТ 32569-2013
- Врезка трубы в трубу (развертка). Шаблоны развертки для сварки труб
- Врезка трубы в трубу под углом 90 градусов гост. Как сварить две трубы под углом 90 градусов?
- Врезка труб разного диаметра. Процесс соединения двух металлических труб разного диаметра в отсутствии фитингов
Разметка врезки трубы в трубу 90 градусов
Врезка трубы в трубу под 90 градусов. Покажу 2 гаражных способа.
Приветствую своих подписчиков и гостей канала. Наш блог создан для начинающих самоучек в ручной дуговой сварке, здесь мы делимся практическими советами по сварке и слесарными подготовительными работами перед сваркой, где будет нужна болгарка и другой инструмент.
Когда-нибудь любому человеку, который решил осваивать сварку и болгарку, придётся иметь дело с круглыми трубами. Сваривать их, стыковать, делать врезки. Поэтому сегодня я вам покажу 2 способа сделать врезку трубу в трубу под 90 градусов одного диаметра. Это простые гаражные способы, где нужно минимум расчётов. Знание-сила, а незнание столько силы забирает, пока догонишь как надо делать!
Чтобы сделать врезку трубы в трубу нужно сделать в торце трубы запилы болгаркой.
Эти запилы будут иметь вот такую форму. В этом случае трубы будут соединяться в Т образную форму не имея больших зазоров, а значит заварить это соединение будет намного проще и быстрее. Начнём разметку.
Сначала нам нужно разбить торец трубы на 4 ровные части. Некоторые опытные сварщики и слесаря это делают на глаз, но мы будем размечать более точно, чтобы потом не заваривать большие зазоры.
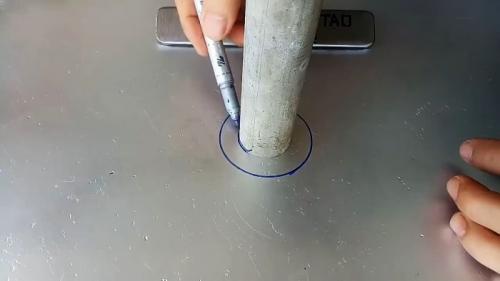
На листе бумаги, или на любой поверхности начертим две пересечённые под прямым углом линии. Место пересечения будем считать нулём. От нуля во все стороны отложим по 30 мм, это размер радиуса трубы, диаметр наших труб составляет 60 мм.
Ставим торец трубы в границах наших отмеченных радиусов и наносим 4 метки на саму трубу, вот так мы точно разбили торец на 4 ровные части.
Теперь мы отложим на двух противоположных отметках размер равный трети диаметра трубы-получаем 20 мм. Теперь осталось плавно, а не по прямой, соединить эти отметки, чтобы получить фигуры в форме полукруга. Можно это сделать от руки, если диаметр трубы небольшой.
А можно взять гибкую пластмассовую вещь, например вот такой одноразовый хомутик.
И по такому хомуту отмечаем плавный полукруг.
Вот такая разметка у нас должна получиться. Теперь берём болгарку и аккуратно делаем эти 2 полукруглых выреза.
Вот такое чёткое сопряжение труб должно получиться если всё сделать точно как было описано.
Друзья, есть ещё один простой гаражный способ разметки, но давайте посмотрим его в подробном
Врезка штуцера в трубу. Изготовление шаблонов (рыбок).
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 4, 5, 6. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Врезка трубы в трубу гост. ГОСТ 32569-2013
Настоящий стандарт устанавливает основные технические требования к технологическим трубопроводам: условия выбора и применения труб, деталей трубопроводов, арматуры и основных материалов для их изготовления, а также требования к сварке и термообработке, размещению трубопроводов, условиям нормальной эксплуатации, соблюдение которых обязательно для предприятий, имеющих подконтрольные надзорным органам производства.
Стандарт предназначен для специалистов, осуществляющих проектирование, строительство, реконструкцию и эксплуатацию трубопроводов в нефтеперерабатывающей, химической, нефтехимической, нефтяной, газовой и других смежных отраслях промышленности.
Требования по термообработке сварных швов трубопроводов регламентируются пунктом 12.2.
В частности, в этом пункте указано:
Для термической обработки сварных соединений может применяться как общий печной нагрев, так и местный по кольцу любым методом, обеспечивающим одновременный и равномерный нагрев сварного шва и примыкающих к нему с обеих сторон участков основного металла по всему периметру. Минимальная ширина нагреваемого участка до требуемой температуры не должна быть менее двойной толщины стенки в каждую сторону от границы сплавления, но не менее 50 мм.
Участки трубопровода, расположенные возле нагреваемого при термообработке кольца, должны быть покрыты теплоизоляцией для обеспечения плавного изменения температуры по длине.
Для трубопроводов из хромоникелевых аустенитных сталей независимо от величины рабочего давления применение газопламенного нагрева не допускается.
При проведении термической обработки должны соблюдаться условия, обеспечивающие возможность свободного теплового расширения и отсутствие пластических деформаций.
Термообработка сварных соединений должна проводиться без перерывов. При вынужденных перерывах в процессе термообработки (отключение электроэнергии, выход из строя нагревателя) необходимо обеспечить медленное охлаждение сварного соединения до 300 °С. При повторном нагреве время пребывания сварного соединения при температуре выдержки суммируют с временем выдержки первоначального нагрева.
Режимы нагрева, выдержки и охлаждения при термической обработке труб и других элементов должны регистрироваться самопишущими приборами.
Термообработку одного и того же сварного соединения допускается проводить не более трех раз. Количество термообработок в режиме отпуска не ограничивается.
Врезка трубы в трубу (развертка). Шаблоны развертки для сварки труб
Врезка штуцера в трубу. Изготовление шаблонов (рыбок).
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Врезка трубы в трубу (развертка). Шаблоны развертки для сварки труб.
Для изготовления штуцера (таблица 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур вырезать в трубе уменьшить на толщину стенки штуцера.
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
| Размер | Длина | Ширина |
|---|---|---|
| Диаметр | 20 | 30 |
| Высота | 10 | 20 |
Рис. 1. Изготовление и врезка штуцера в трубу:

а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
Врезка трубы в трубу под углом 90 градусов гост. Как сварить две трубы под углом 90 градусов?
Как сварить две трубы одинакового диаметра под углом 90 градусов при условии, что конструкция не для воды, а качели? Я пробовал на обрезках - получается, только если одну трубу расплющить молотком. Другой вариант - вырезать в торце трубы круглую выемку, но как это сделать болгаркой? (особенно если соединений много). Спрашиваю потому, что на уже готовых сваренных конструкциях видел, что возможно и не вырезать и не плющить. Совершенно непонятно как там сделан такой широкий сварной шов.
31.08.2006 в 10:59Порекомендую для таких целей тиски для сварки труб различных моделей (в том числе и для сварки врезок в трубу) Смотрите здесь:
2Maxkrash 1/2" и 3/4" трубы можно без подгонки заварить. Канительно, малость - электро, газом проще. Можно проварить, где плотно сходится, и пруток диаметра 6мм - хомутиком (8мм и толще, не согнешь аккуратно).
2чукча Накладки, неудобно будет, лучше треугольные косынки - встык.
Maxkrash написал :
Другой вариант - вырезать в торце трубы круглую выемку, но как это сделать болгаркой?
По моему, болгаркой легче делать так:
В трубе к которой приваривается торец другой, делаем два надреза (между ними 90 градусов) вырезая клин.
В торце другой трубы так же срезаем лишние участки под тем же углом.
Врезка труб разного диаметра. Процесс соединения двух металлических труб разного диаметра в отсутствии фитингов
Проводим маркером на ровной и твердой поверхности две концентрические окружности, обводя поочередно трубы с внешней стороны, которые мы собираемся соединить между собой.

Меньшую окружность с помощью подручных средств разбиваем на 8 равных частей, вначале проведя два взаимно перпендикулярных диаметра, а затем еще два таких же диаметра, но сдвинутых на 45 градусов.

Нормируем точки пересечения концов диаметров с окружностью цифрами от 1 до 8. Затем поочередно прикладываем линейку к точкам 1 и 6, 1 и 4, 2 и 7, 2 и 5, 3 и 8, 3 и 6, 4 и 7, 5 и 8, и проводим от соединяемых линейкой точек прямые за пределы внешней окружности.

Заштриховываем участки, ограниченные отходящими от каждой цифры отрезками прямых и дугой внешней окружности, заключенной между ними.

Устанавливаем трубу с большим диаметром на внешнюю окружность и отмечаем на ее образующей начало и конец каждого заштрихованного участка на рисунке. Отмечаем эти дуги на трубе крестиками.

На некотором расстоянии от торца с нанесенными отметками проводим на поверхности трубы окружность параллельно торцу.

С помощью угольника проекции точек центров участков, отмеченных на торце трубы крестиками, переносим на проведенную выше окружность.
Соединяем точки концов участков на торце трубы с соответствующей точкой на окружности.
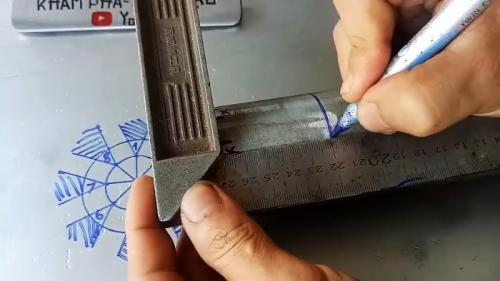

В результате на поверхности трубы получим 8 треугольников, которые вырезаем болгаркой.

Делаем неглубокие надрезы с внешней стороны трубы в точках по окружности, где располагаются вершины вырезов, для облегчения сгибания внутрь «лепестков» на конце трубы.

Зажимаем трубу в губках тисков и, ударяя снаружи поочередно по «лепесткам» молотком, наклоняем их к центру. Окончательную изгибную доводку «лепестков» осуществляем плоскогубцами.


Приставляем конец трубы меньшего диаметра к восьмиугольнику, составленному «лепестками», и убеждаемся в их точном совпадении.

Завершаем соединение двух труб разного диаметра, сваркой или процессом пайки.
