Как варить неповоротный шов трубы электросваркой. Технология сварки
- Как варить неповоротный шов трубы электросваркой. Технология сварки
- Как сварить две трубы встык. Виды швов и соединений
- Как варить трубы отопления. Сварка металлических труб отопления при помощи электросварки
- Как правильно варить трубу электродом. Электродуговой сварочный процесс в защитном газе
- Как варить горизонтальный шов на трубе. Особенности сварки соединений по горизонтали
- Поворотный и неповоротный стык.
- Как варить водопроводные трубы электросваркой. Как правильно варить трубы электросваркой – теория и практика от мастера
Как варить неповоротный шов трубы электросваркой. Технология сварки
Сварка поворотных стыков труб может осуществляться левым или правым способом.

Сварка труб в неповоротном положении имеет более сложную технологию. Во многом это зависит от того, каким образом свариваемые трубы расположены в пространстве и их диаметр.

Существующие расположения стыков:
- В вертикальной плоскости. Ось трубы расположена горизонтально.
- В горизонтальной плоскости. Ось трубы расположена вертикально.
- Расположенные под углом.
Если трубы имеют размер стенок свыше трех миллиметров, то их сваривают посредством наложения слоев. Высота каждого из них не должна быть более четырех миллиметров. Если осуществляется сварка неповоротных труб дуговой сваркой, то ширина валика делается равной сумме 2-3 диаметров используемого электрода.
Наиболее рациональным является применение сваривания обратно-ступенчатым методом. При этом длина участка должна находиться в диапазоне 150-300 миллиметров. Сваривание осуществляется с помощью короткой дуги, величина которой равняется половине диаметра применяемого электрода.
Перекрытие швов, называемое замком, находится в зависимости от размера поперечного сечения труб, и обычно составляет 20-40 миллиметров. Играет роль при сварке труб положение электрода. Способ «углом назад» применяют в начале сварки, а «углом вперед» заканчивают ее.

Наиболее часто применяется сварка в три слоя. Сначала делается коренной шов, потом происходит заполнение кромок, а затем выполняется лицевой шов.
Сварку начинают с потолочного положения, расположенного внизу труб, а затем переходят к вертикальному и нижнему.
Первый слой выполняют, делая электродом возвратно-поступательные движения, задерживая при этом дугу над ванночкой, куда будет стекать расплавленный металл. Силу тока выбирают порядка 140-170 ампер. Необходимо следить, чтобы на свариваемый металл не попадали крупные брызги.
Чтобы в металле не возникло прожогов, сварку необходимо вести короткой дугой, не удаляя ее от ванны более, чем на пару миллиметров. Накладывать последующий слой следует таким образом, чтобы он перекрывал предыдущий. Электрод должен двигаться от одной кромки до другой, совершая поперечные колебания по принципу «полумесяц».
Как сварить две трубы встык. Виды швов и соединений
Существует несколько основных способов сварить трубы между собой:
- соединение встык – это метод при котором две детали должны находиться друг напротив друга, например, 2 конца трубы;
- тавровый стык или сварка в тавр – это способ, которым чаще всего пользуются при врезке в трубу. Он подразумевает под собой соединение 2 труб перпендикулярно друг другу (в форме буквы «Т»);
- крепёж внахлёст применяется для более герметичной сборки 2 труб, а также при небольших расхождениях в диаметре или при наличии неровностей. Для такой сварки одну из труб развальцовывают (увеличивают край с помощью специального инструмента, растягивая её поверхность изнутри) и надевают её край на другой конец поверхности;
- угловая сварка – это процесс соединения 2 деталей под разными углами. Чаще всего это 45°, 60° или 90°.
Также швы отличаются между собой по месту нахождения и углу сварки. Например, горизонтальное соединение будет использоваться для труб, которые находятся вертикально относительно пола, а вертикальные швы – это те, которые делаются в месте, где трубы лежат горизонтально.
Так как варить трубы электросваркой иногда приходиться под потолком или на полу, то эти такие виды швов отличаются между собой. Для потолочной сварки электрод требуется помесить в нижнюю часть детали, которая находиться над головой работника, а напольные – это те виды соединения для которых требуется наклонятся вниз.
Особенности процесса сварки и небольшая инструкция
Первым шагом при соединении двух труб является их фиксация. Они должны крепиться так, чтобы при сварке не расходиться в разные стороны или не продавливаться электродом.
Сварочный шов требуется делать цельным и непрерывным. Для этого во время работ нельзя отрывать электрод от поверхности материала. Но для труб с большим диаметром такое правило неприменимо, поэтому для соединения таких изделий применяется многослойная сварка, при которой число слоёв должно быть рассчитанным исходя из толщины стенок.
Чаще всего для труб с толщиной в 6 мм используется 2 слоя, для изделий со стенками от 6 до 12 делаются 3 слоя, а для большей толщины навариваются от 4 и более слоёв. Каждый последующий шов требуется делать только после того, как будет проверен предыдущий. Следует дождаться полного остывания соединения, а после этого проверить его на наличие дефектов.
Если толщина стенок трубы более 4 мм, то можно сделать коренной шов. Его особенность в том, что при сварке область между поверхностями полностью заполняется, не оставляя большого навара сверху шва. Аналогом считается валковое соединение, при котором над поверхностью трубы остаётся 3 мм валик.
Так как заварить трубу с водой электросваркой практически невозможно, то следует вначале перекрыть воду и слить её из системы. После этого можно приступать к процессу соединения. После завершения работ рекомендуется провести тестовый запуск для проверки на герметичность шва.
Как варить трубы отопления. Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети. В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Принцип соединения металлов электросваркой заключается в создании в месте стыка деталей электрической дуги, от которой происходит плавление металлического стержня электрода.
Перед началом работ к соединяемым деталям подключается отрицательный вывод сварочного аппарата. В положительный вывод берется электрод. После включения питания в аппарате происходит преобразование электрического тока высокого напряжения в ток низкого напряжения, но при этом возрастает сила тока. Когда электрод касается поверхности металла труб, возникает электрическая дуга. Под ее действием происходит розжиг металлического стержня электрода – его сердцевина начинает плавиться, а обмазка под действием высокой температуры гореть. Это пламя выжигает кислород в непосредственной близости электрической дуги, что позволяет создать сварочную ванну из расплавленного металла. Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально 2-3 минуты после наложения шва металл в месте сварки остывает до 300-400 градусов, а через 15-20 минут до шва уже можно дотронуться рукой.Как правильно варить трубу электродом. Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно! Подача присадочного материала выполняется плавно. В противном случае происходит разбрызгивание. При этом максимальное количество расходуемого газа должно составлять 12 л/мин.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла.
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.
4 вида сварки труб: какой выбрать для трубопровода и чем они отличаются
Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
На заметку! Кромки соединяемых профтруб не формируют, если их стенки имеют толщину не более 4 мм.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Сварка инвертором
Этот вид работ представляет собой дуговую сварку при использовании специального аппарата. Он применяется в быту и производственных цехах. Оборудование отличается невысокой ценой, небольшими размерами и незначительной массой. Каждый сварщик должен знать, как правильно варить профильную трубу инвертором.
Инвертор позволяет выполнять сварку труб с разной толщиной стенок. Оборудование идеально подходит для начинающих сварщиков. Ведь такие современные аппараты имеют импульсный режим работы.
Когда осуществляется сварка профильной трубы 2 мм инвертором, сила тока устанавливается в диапазоне от 50 А до 60 А. Если соединяется толстостенный прокат, тогда мастера увеличивают электроток.
При контакте электрода возникает электрическая дуга. В работе используются прутки с покрытием. Оно начинает гореть при возбуждении дуги. В результате происходит расплавление покрытия. Одна его часть перемещается на расплавленный металл, а другая – переходит в газовое состояние. Поэтому рабочая зона не контактирует с воздухом.
Сварка с помощью инвертора предотвращает залипание электродного прутка. При этом процесс выполняется при стабильной дуге, так как применяемое оборудование является источником постоянного тока. Поэтому получается высококачественный сварной шов.
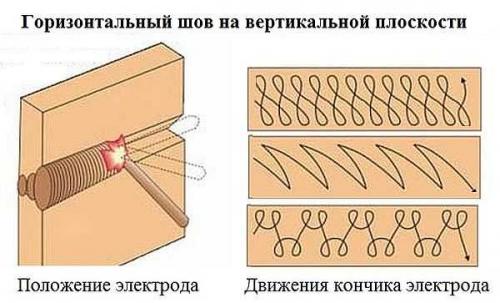
Как варить горизонтальный шов на трубе. Особенности сварки соединений по горизонтали
Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°.
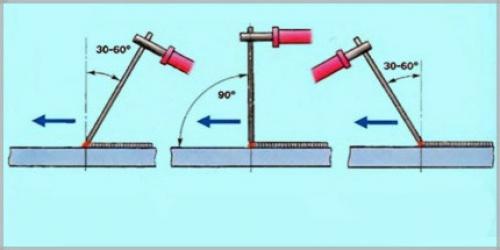
рис. 1
Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому как уже отмечалось, надо наклонять электрод под большим углом, чтобы этого не произошло.
Сварка горизонтальных швов включает в себя следующие этапы:
- Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.
Первый валик обычно создается на средней или высокой силе тока.
Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей (рис. 1).
Как варить горизонтальный шов на трубе. Особенности сварки соединений по горизонтали
Сварка горизонтального шва - это сложный процесс, требующий высокой концентрации и опыта. Для выполнения этого процесса необходимо знать некоторые секреты и правила.
Сварка горизонтального шва должна выполняться следующим образом: электрод должен держаться под углом 90° (рис. 1). Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для достижения оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого, сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому, как уже отмечалось, нужно наклонять электрод под большим углом, чтобы этого не произошло.
Сварка горизонтальных швов включает в себя следующие этапы:
- Первый валик обычно создается на средней или высокой силе тока.
- Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей (рис. 1).

Важно помнить, что неправильное выполнение сварки может привести к образованию дефектов и уменьшению прочности соединения. Поэтому, перед началом сварки, рекомендуется тщательно изучить инструкцию и практиковаться в этом процессе.
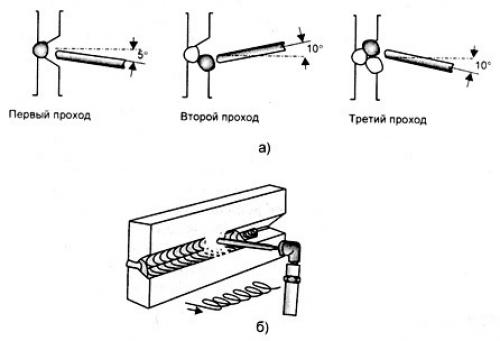
- Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
- Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
- Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
- Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.
Поворотный и неповоротный стык.
Тщательное выполнение подготовительных работ, которое обычно может занимать значительную часть рабочего времени – наиважнейший элемент любого вида трудовой деятельности. Сварка неповоротных стыков труб не является исключением.
Для начала необходимо очистить соединяемые элементы от краски, ржавчины и т.д. Это происходит путем механической обработки. Резка заготовительного элемента может выполняться как электроинструментом, так и термическим способом. Заготовки должны быть объединены друг с другом. В целях фиксации элементов накладываются прихватки, которые выглядят как легкие сварочные швы. Их параметры базируются на величине соединяемых труб.
Сварочная технология требует обязательно заземлить все металлические части сварочного устройства. Каркас трансформатора, стол также подлежат заземлению. Покрытие проводов и кабелей сварочного аппарата должно быть изоляционным.
Существует три направления, определяющих базисные технологии соединения металлических частей путем заливки промежутков между ними расплавленным металлом:
- Горизонтальная;
- Вертикальная;
- Под 45-градусным углом.
Угол наклона электрода при сварке. А — угол при вертикальной сварке; Б — угол при горизонтальной сварке
Выбор конкретной технологии зависит от следующих факторов:
- размещения труб;
- угла наклона при сварочном процессе;
- толщины слоя стенки трубопровода.
Если толщина стенки трубы достигает 12 мм, соединение металлических частей осуществляется трёхслойным швом. Каждая прослойка не должна быть более 4-х мм в высоту, а ширина валика не должна выходить за пределы 2-х-З-х диаметров сварочного электрода.
Сварка поворотных стыков труб в отличие от неповоротных более проста в осуществлении. Она позволяет повернуть трубу в нужном направлении, когда это необходимо. Это помогает не допустить создания сложных швов (потолочных и вертикальных).
Как варить водопроводные трубы электросваркой. Как правильно варить трубы электросваркой – теория и практика от мастера
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.
Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы. Покрытие электрода служит двум целям: во-первых, оно обеспечивает стабильность работы электрической дуги, а во-вторых, это покрытие защищает готовый шов от влияния атмосферы. Читайте также: " Какая сварка водопроводных труб лучше – виды и особенности сварки ".
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.
При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет. Читайте также: " Разновидности электродов для сварки труб – выбираем подходящие ".
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.
Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов ;
- Соединение внахлест.
Само соединение может создаваться несколькими видами сварных швов – вертикальными, горизонтальными, нижними и потолочными. Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: " Как варить трубы электросваркой правильно – пошаговое руководство ".
Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.
Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.