Сварка врезка трубы в трубу. Сварка прямой врезки труба в трубу
- Сварка врезка трубы в трубу. Сварка прямой врезки труба в трубу
- Врезка трубы в трубу (развертка). Врезка труба в трубу.
- Врезка трубы в трубу под углом 90 градусов. Как сделать отвод 90 градусов из трубы
- Врезка трубы в трубу гост. Технические трубопроводы по Госту 32569-2013
- Врезка трубы в трубу под углом 90 градусов гост. Как сварить две трубы под углом 90 градусов?
- Врезка трубы в трубу под углом 45 градусов. Разметка круглой трубы для сварки под разными углами
- Шаблоны для врезки труб. Резка трубы под сорок пять градусов или другим углом
Сварка врезка трубы в трубу. Сварка прямой врезки труба в трубу
Врезка трубы в трубу: как правильно разметить и вырезать зону стыковки без спец. инструмента
Нередко приходиться соединять две круглые трубы одного и того же диаметра под 90 градусов. Выполнение такого соединения «на глазок» не гарантирует качественности и прочности стыковки. Но при использовании довольно простой разметки с этим делом справится любой человек.
Понадобится
- два круглые трубы одинакового диаметра;
- маркер, мерная рулетка и циркуль;
- керн и молоток;
- тиски слесарные;
- болгарка;
- ручной напильник;
- кусок картона;
- ножницы и др.
Процесс разметки и выреза зоны поперечной стыковки двух одинаковых круглых труб
На образующей одной трубы керним центр места стыковки с другой трубой. Будем работать с трубами наружным диаметром 60 мм. Ровным счетом ничего не изменится, если они будут другого размера.
Разводим ножки циркуля на половину диаметра трубы, т. е. на 30 мм, что является также ее радиусом. Ставим ножку циркуля в ранее намеченную точку на поверхности трубы и наносим на нее окружность.
Через намеченную точку (центр окружности) проводим воображаемое сечение, перпендикулярное оси трубы. От точек его пересечения с проведенной циркулем окружности откладываем в стороны по 5 мм.
Проводим линии, проходящие через намеченные точки, и плавно спрягающиеся с линией окружности.
Материал внутри внешней замкнутой линии, нанесенной на поверхность трубы, вырезаем с помощью болгарки. Удаляем заусенцы и слаживаем оставшиеся неровности ручным напильником.
Вокруг отрезка второй трубы, установленного вертикально на лист плотной бумаги или картона, проводим маркером окружность и вырезаем ножницами круг, ограниченный ею.
Складываем вырезанный картонный круг пополам по диаметру, отмечаем линию сгиба, вновь распрямляем его и ровно укладываем на торец трубы отметкой линии сгиба наружу.
Точки пересечения линии сгиба (диаметра) круга с цилиндрической поверхностью трубы отмечаем маркером.
Делим линию сгиба картонного круга на три равные части по 20 мм и сгибаем одну из внешних частей круга по линии (хорде), перпендикулярной диаметру, и проходящей через отметку крайней точки 20 мм.
Отрезаем ножницами полученный сегмент по хорде, прикладываем его к внешней поверхности трубы так, чтобы хорда была на уровне торца трубы, а ее центр совпадал с ранее нанесенной на трубу отметкой.
Удерживая картонный сегмент в таком положении, обводим маркером дугу сегмента по поверхности трубы. Повторяем эту процедуру и со второй точкой на трубе с противоположной стороны.
Удаляем с двух сторон металл трубы, ограниченный нанесенными линиями, и сглаживая острые кромки и углы.
Стыкуем трубы в единственно возможном положении и завариваем линии контакта.
Врезка трубы в трубу (развертка). Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Врезка трубы в трубу под углом 90 градусов. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Врезка трубы в трубу гост. Технические трубопроводы по Госту 32569-2013

ГОСТ 32569-2013 используется при проектировании, разработке, испытании, монтаже и эксплуатации промышленных сетей, для перемещения химических, нефтяных и газовых сред (под давлением до 320 МПа и вакуумом от 665 Па), при температурном режиме от - 196 до + 700°С. Технологические стальные трубопроводы имеют ограничения, не допускается их применениее:
- для разработки магистралей (газопроводных, нефтепроводных и транспортировки продуктов);
- для оборудования электрических станций, котельных и шахт;
- для теплоснабжения, водопроводных и канализационных сетей;
особого предназначения (передвижные агрегаты, смазочные системы); - топливных сетей;
- патрубков для коллекторов, перемычек для печей;
- элементов обвязки отопительного оборудования.

Список расчетных параметров для составления проектов
Уровень давления
Расчетным давлением для труб выступает показатель:
- Максимального уровня напряжения для аппаратов, соединенных с трубопроводной магистралью;
- Для напорных труб (подключенных к насосному оборудованию, компрессорам или газодувкам) - наибольший показатель, развиваемый центробежным оборудованием, а для поршневых механизмов - напряжение при срабатывании предохранительных клапанов.
- Для труб, обустроенных предохранителями - предельный уровень напряжения, возникающий при отклонении от нормы с учетом его противодействия при сбросе. Допускается временное повышение расчетных параметров при работе клапанов до 10%.
Уровень расчетной температуры
Расчетным считается максимальный температурный режим сред (за исключением тепловых расчетов) в условиях одновременного действия давления по техрегламенту или проекту:
Для температурного режима до 20°С расчетные показатели при определении допускаемого напряжения составляют 20°С. Для труб, подвергающихся испытаниям на прочность и плотность вместе с другими технологичными установками (аппаратами, компенсаторами и др.), предусмотрено минимальное давление для всех элементов испытываемых систем.
Следует предусмотреть меры по устранению возможности превышения давления над расчетным и его сбросу через предохранительное устройство. Для предупреждения утечек и проливов следует предусмотреть наличие обратной арматуры.
Виды трубопроводных систем
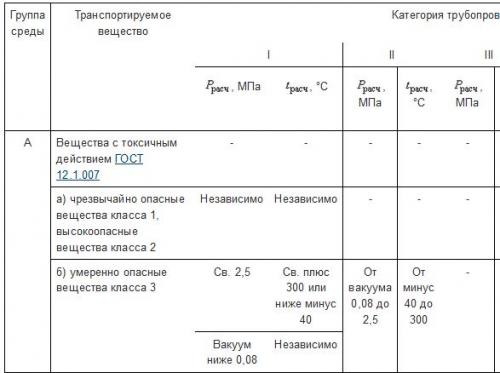
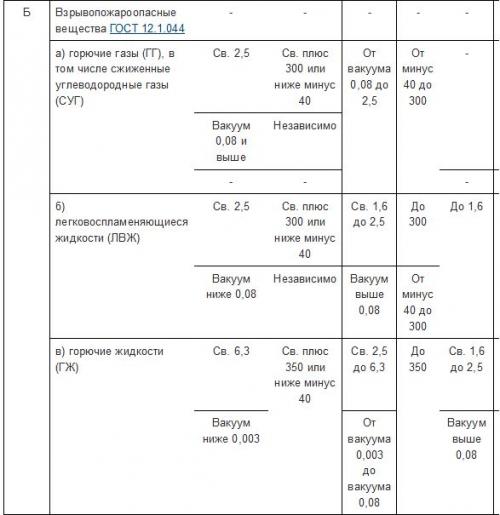
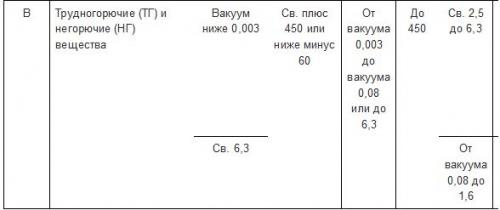
Исходя от класса опасности транспортируемых сред (пожаро- и взрывоопасных, вредных) их разделяют на 3 класса (А, Б, В). По расчетному давлению и температурному режиму разделяют 5 подкатегорий: I, II, III, IV, V (табл. 5.1). При расшифровке обозначений, кроме указания групп (А, Б, В), производители обращают внимание на подгруппы (а, б, в), позволяющие выяснить уровень токсичности и взрыво- и пожароопасности элементов (табл. 5.1). Например: «труба I класс А(б)»
Табл. 5.1
Конструктивные особенности
Конструкция трубопроводных сетей подбирается для возможности произведения всех типов контроля. При невозможности проведения наружного и внутреннего осмотра или гидравлического испытания, автор проекта указывает способ, сроки и уровень контроля, позволяющего своевременно выявить и устранить дефекты.

Фланцевая технология соединения
Фланцы типа 01 (плоского формата) используют для трубопроводных систем с номинальным давлением 25 амп. (PN 25) или температурном режиме от 300°С. Исключено применение плоских фланцев в трубопроводных системах при нагрузке с количеством циклов 2·10 и средах, способствующих коррозионному образованию. Крепежи и уплотнители соответствуют ГОСТ20700, , и НД.
Для трубопроводных систем со средами класса А и Б, транспортируемыми под давлением в 10 атм. (PN 10), требуется использование фланцев на 16 атм. (PN 16).
Для трубопроводных систем, эксплуатируемых при номинальном напряжении PN>25 вне зависимости от температурного режим и конструкций с температурным режимом от 300°С, вне зависимости от напряжения, используют фланцы приварного типа 11 по для стыкового соединения.
Виды уплотнительных покрытий фланцев труб для мягких прокладок, в зависимости от классификации сред, например для уплотнителей по ГОСТ481, приведены в положении Р.
Технические трубопроводы по ГОСТ 32569-2013 используются при проектировании, разработке, испытании, монтаже и эксплуатации промышленных сетей, для перемещения химических, нефтяных и газовых сред (под давлением до 320 МПа и вакуумом от 665 Па), при температурном режиме от -196 до +700°C.
Технологические стальные трубопроводы имеют ограничения, не допускается их применение:
- при превышении давления над расчетным и его сбросе через предохранительное устройство;
- при отсутствии обратной арматуры для предупреждения утечек и проливов.
Исходя от класса опасности транспортируемых сред (пожаро- и взрывоопасных, вредных) их разделяют на 3 класса (А, Б, В). По расчетному давлению и температурному режиму разделяют 5 подкатегорий: I, II, III, IV, V (табл. 5.1).
При расшифровке обозначений, кроме указания групп (А, Б, В), производители обращают внимание на подгруппы (а, б, в), позволяющие выяснить уровень токсичности и взрыво- и пожароопасности элементов (табл. 5.1).
Конструкция трубопроводных сетей подбирается для возможности произведения всех типов контроля. При невозможности проведения наружного и внутреннего осмотра или гидравлического испытания, автор проекта указывает способ, сроки и уровень контроля, позволяющий своевременно выявить и устранить дефекты.
Виды уплотнительных покрытий фланцев труб для мягких прокладок, в зависимости от классификации сред, например для уплотнителей по ГОСТ 481, приведены в положении Р.
| Класс | Подкатегория | Описание |
|---|---|---|
| I | I | низкотемпературный |
| I | II | среднетемпературный |
| I | III | высокотемпературный |
| II | I | низкотемпературный |
| II | II | среднетемпературный |
| II | III | высокотемпературный |
| III | I | низкотемпературный |
| III | II | среднетемпературный |
| III | III | высокотемпературный |
| IV | I | низкотемпературный |
| IV | II | среднетемпературный |
| IV | III | высокотемпературный |
| V | I | низкотемпературный |
| V | II | среднетемпературный |
| V | III | высокотемпературный |
Врезка трубы в трубу под углом 90 градусов гост. Как сварить две трубы под углом 90 градусов?
Как сварить две трубы одинакового диаметра под углом 90 градусов при условии, что конструкция не для воды, а качели? Я пробовал на обрезках - получается, только если одну трубу расплющить молотком. Другой вариант - вырезать в торце трубы круглую выемку, но как это сделать болгаркой? (особенно если соединений много). Спрашиваю потому, что на уже готовых сваренных конструкциях видел, что возможно и не вырезать и не плющить. Совершенно непонятно как там сделан такой широкий сварной шов.
31.08.2006 в 10:59Порекомендую для таких целей тиски для сварки труб различных моделей (в том числе и для сварки врезок в трубу) Смотрите здесь:
2Maxkrash 1/2" и 3/4" трубы можно без подгонки заварить. Канительно, малость - электро, газом проще. Можно проварить, где плотно сходится, и пруток диаметра 6мм - хомутиком (8мм и толще, не согнешь аккуратно).
2чукча Накладки, неудобно будет, лучше треугольные косынки - встык.
Maxkrash написал :
Другой вариант - вырезать в торце трубы круглую выемку, но как это сделать болгаркой?
По моему, болгаркой легче делать так:
В трубе к которой приваривается торец другой, делаем два надреза (между ними 90 градусов) вырезая клин.
В торце другой трубы так же срезаем лишние участки под тем же углом.
Врезка трубы в трубу под углом 45 градусов. Разметка круглой трубы для сварки под разными углами
Как варить трубы под любым углом
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.
Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.
Можно для разметки труб использовать и небольшую емкость с водой, однако этот способ подходит для разметки труб не слишком большого диаметра. Сделав на емкости требуемый угол и наклонив её, можно опускать трубу в воду. После этого потребуется достать трубу и аккуратно обвести полученную метку. Ну а о том, как варить швеллера, вы можете прочесть на сайте mmasvarka.ru .
Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.
Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.
Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Шаблоны для врезки труб. Резка трубы под сорок пять градусов или другим углом
При различных работах домашние мастера иногда сталкиваются с необходимостью разметки и резки труб под сорок пять градусов.
Существует большое количество приспособлений промышленного производства для резки труб под разными углами, но стоимость таких устройств достаточно высока. В статье будут рассмотрены способы разметки труб под рез в 45 градусов в домашних условиях, без использования дорогостоящих приспособлений.
Разметка и резка профильной трубы
Разметка профильной трубы с первого взгляда представляется достаточно простым делом. Однако, скругленные углы при ручной разметке будут давать серьезную погрешность. По этой причине, удобнее будет сделать простейшее приспособление для разметки профильной трубы. Резка трубы из метала под 45° при использовании этого приспособления упрощается в разы.
Читайте так же: Какая труба лучше армированная или простая
Приспособление для резки труб под сорок пять градусов представляет собой отрезок п-образного стального профиля, отрезанный под углом в 45 градусов. Размеры профиля подбираются таким образом, чтобы в него свободно помещалась размечаемая труба. Для изготовления данного приспособления понадобятся следующие инструменты:
- Угломер;
- Чертилка по металлу;
- Угловая шлиф-машина (болгарка);
- Отрезной диск;
- Напильник.
Изготавливается такое приспособление для резки труб достаточно просто. Его удобно использовать для нарезки большого количества труб, например для сварки каркаса ворот из профнастила .
Из профиля вырезается заготовка длиной порядка 20-30 сантиметров. С помощью угломера на одном из торцов отрезка размечается угол в 45 градусов. После разметки, с помощью болгарки профиль разрезается. На полученном шаблоне необходимо проконтролировать точность угла. При необходимости шаблон дорабатывается напильником.
Читать также: Перила с элементами ковки фото
Резка трубы под сорок пять градусов с помощью такого шаблона существенно упрощается. Заготовку трубы вкладывают в шаблон и размечают с помощью чертилки. При разметке необходимо проконтролировать длину заготовки. После этого труба разрезается по нанесенным меткам с помощью болгарки.
Труба надрезается по диагональным линиям с двух сторон, после чего прорезаются прямые линии разметки. Такое приспособление для резки труб под углом существенно экономит время и деньги.
Разметка и резка труб под углом круглого сечения
Когда необходимо разрезать круглую трубу под углом в 45 градусов, приспособление, рассмотренное выше, может не подойти. Резка трубы под 45 градусов в этом случае производится по бумажным лекалам, обернутым вокруг заготовки. Лекало для разметки можно скачать тут .
Такие лекала распечатываются из специальных компьютерных программ. Также в интернете можно найти и распечатать уже готовые лекала под наиболее распространенные типоразмеры труб. Какой бы способ резки труб не был выбран, необходимо следить за точностью нанесения разметки. От этого зависит точность реза.
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.