Газовая сварка профильной трубы. Газовая сварка
- Газовая сварка профильной трубы. Газовая сварка
- Какими электродами варить профильную трубу. Какими электродами лучше варить забор и профильную трубу
- Электроды для сварки тонкостенных труб. Содержание:
- Как сварить профильную трубу под 90 градусов. Процесс сварки скругленного угла
- Ворота из профильной трубы. Эскиз
- Технология сварки профильных труб. Способы сварки
- Как выровнять профильную трубу после сварки. Деформации при сварке
- Ведёт профильную трубу при сварке. Повело при сварке —, что делать
- Как сварить профильную трубу встык. 7 сварочных соединений труб одинакового/разного сечения и диаметра встык
Газовая сварка профильной трубы. Газовая сварка
Сущность газовой сварки состоит в разогреве поверхностей соединяемых деталей и подачи в зону шва присадочного прута, который при расплавлении заполняет зазор между кромками. Газовые горелки незаменимы при соединении медных труб пайкой в холодильном, отопительном и климатическом оборудовании, их удобно использовать для резки металла.
При данном способе проведения работ следует использовать защитные средства в виде специальных очков, рукавиц сварщика или краг, для газовой сварки используются следующее оборудование:
- Баллоны с газом.Пламя формируется за счет по подачи в горелку пропана, бутана, водорода или ацетилена, для повышения температуры горения дополнительно подается кислород. Обычный стандартный баллон имеет объем около 40 литров. Редукторы.Устройства необходимы для регулировки давления и соответственно расхода газа, устанавливаются на ацетиленовый и кислородный баллоны. Манометры.Устройство служит для контроля и установки рабочего давления в линиях с ацетиленом и кислородом. Горелка.Подбирается с учетом соотношения горючего газа и кислорода, может иметь различные сменные сопла в виде насадок. Присадочные прутки.Основное требование — соответствия состава свариваемому материалу. Шланги для подачи газа.Обычно используются резиновые рукава для работы под давлением не менее 6 бар.(1 категория) для подачи ацетилена, и резиновый шланг, рассчитанный на давление до 20 бар.(3 категория) для подачи кислорода.
Рис. 5 Сваривание металлов газом
Работы по газовой сварке необходимо вести в следующем порядке:
- Перед сварочными работами готовят металл, очищая его поверхность от следов ржавчины наждачной бумагой или металлической щеткой. При стыковом соединении торцы выравнивают болгаркой, иногда снимая фаску под углом 45 градусов.
- Открывают вентиль баллона с ацетиленом, редуктором устанавливают рабочее давление 2 бар. , аналогичным образом поступают с кислородным редуктором, выставляя давление газа в 5 бар.
- Открывают ацетиленовый вентиль и поджигают горелку, после чего подключают кислород и регулируют пламя таким образом, чтобы четко различались три составляющие — ядро, восстановительная зона и факел.
- Для создания сварочной ванны располагают горелку под углом 90 градусов к поверхности металла на расстоянии ядра 1 — 3 мм. от шва, после появления желтого свечения в сварную зону можно подавать пруток.
- Выполняют газовую сварку, отклоняя горелку на 30 градусов по отношению к плоскости профиля, и сверху подают присадочный пруток, дожидаясь его расплавления. Сваривание можно производить каплеобразно или непрерывным способом, совершая горелкой колебательные движения полумесяцем и продвигая прут вдоль сварного шва.
- По окончании работ закрывают ацетиленовый и кислородный вентили на горелке и в такой же очередности перекрывают баллоны, выкручивая регулировочный винт на редукторах., затем спускают газ с рукавов, снова открывая вентили на горелке.
Какими электродами варить профильную трубу. Какими электродами лучше варить забор и профильную трубу
Какими электродами лучше варить забор и профильную трубу
Когда нужно приварить что-либо, возникает вопрос, какими электродами лучше всего это сделать. При этом одному сварщику нравится варить электродами «Монолит», а другой предпочитает использовать электроды АНО или МР-3.
Как и в любом другом деле, в сварке важна точность и расчет. Нужно понимать, для каких целей предназначены те или иные марки электродов, какие лучше всего подходят для сварки тонкого металла и трубы.
В этом обзоребудут рассмотрены самые популярные электроды, которые используются сварщиками при установке заборов. Статья носит рекомендательный характер, и предназначена лишь для ознакомительных целей.
Какими электродами приварить забор?
При установке забора нередко возникает необходимость в сварке каких-то отдельных элементов. На данный момент присутствует огромное разнообразие сварочных электродов. Все они могут использоваться для полного сваривания забора, либо для его подварки. Чаще всего сварщики покупают для этих целей следующие марки электродов: АНО-6, АНО-21, МР-3, ОЗС-6, ОЗС-12, УОНИ-13/55.
Если человек впервые пытается работать со сваркой, ему лучше отдать предпочтение электродам, у которых. Варить рутиловыми электродами проще, чем обычными.
Ну а вообще, выбирать марку электродов необходимо исходя из того, какая марка стали у труб. Кроме этого, немаловажное значение имеют особенности сварки забора.

В большинстве случаев при установке ограждений используется профильная труба с прямоугольным сечением. Однако при работе с этим материалом следует принимать во внимание определённые моменты, чтобы не прожечь тонкий металл.
Как варить трубы с профильным сечением?
Профильная труба характеризуется небольшой толщиной стенок, поэтому у новичков возникают определенного рода сложности со сваркой. Вот несколько простых советов, которые помогут сварить профильную трубу и не прожечь её стенки.

Чаще всего для этих целей используется электродуговая сварка. Таким образом, получится с лёгкостью приварить детали в наиболее труднодоступных участках. Производить дуговую сварку нужно в отдельном помещении. Перед началом работ концы труб обезжириваются и зачищаются. В процессе сварки, будет появляться шлак, его понадобится время от времени убирать.
Можно осуществить сварку профильных труб и при помощи. Но для этого нужно быть профи в этом деле. К тому же, такие работы считаются небезопасными. Что касается контактной сварки, то её применяют преимущественно на промышленных объектах и различных предприятиях.
Сварка тонкого металла
Осуществлять сварку тонкого металла достаточно сложно, поэтому здесь важен опыт и знания.

В данном случае даже мастерам порой трудно подобрать подходящие электроды и режимы.
В чем заключаются сложности?
В первую очередь хотелось бы отметить, что при нагревании тонкий металл прогорает и его ведет. В результате появляются дыры.
Приваривать тонкий металл нужно на малых точках. Важно делать короткую дугу. Уже после небольшого отрыва она гаснет. Чтобы не было сложностей с розжигом дуги, лучше отдавать предпочтение аппаратам, обладающим хорошими вольтамперными характеристиками и плавной регулировкой сварного тока.
Во время сварки листы тонкого металла могут изменить свою геометрию, и стать непригодными для дальнейшего использования.
Если нужно осуществить сварку встык, необходимо кромки металла предварительно зачистить и ликвидировать ржавчину. Следует размещать листы без зазоров. Для фиксации деталей подойдут прижимы либо струбцины. В процессе сварки листы прихватываются короткими швами через каждые 7-10 см.

Помимо этого, когда детали привариваются встык, следует делать отбортовки. В результате после расплавления отбортованной кромки, отогнутые части входят внутрь. Таким образом, заполняется пространство между элементами и образуется шов.
Чтобы определиться, какими электродами варить металл, нужно учитывать специфику работы. Для сварки тонкого металла используют преимущественно электроды ОМА-2, МТ-2.
Электроды для сварки тонкостенных труб. Содержание:
Очень часто при монтаже коммуникаций возникает вопрос о том, как более надежно можно соединить между собой трубы. Конечно, сегодня существует немало способов подобного соединения, производители выпускают разнообразные фитинги и другие изделия, позволяющие сделать соединение труб герметичным. Но довольно часто трубопровод монтируется с целью дальнейшей закладки его в стену или в пол, и, таким образом, постоянный доступ к нему становится невозможным. Таким образом, требуется так соединить трубы между собой, чтобы потом не возникало необходимости проверять надежность этого соединения. И практически единственным способом, который может обеспечить это, является сварка.
Как правило, для монтажа коммуникаций используются трубы с тонкими стенками. А сварка тонкостенных труб имеет целый ряд нюансов, справиться с которыми может только профессионал, имеющий достаточный практический опыт. Чаще всего для соединения тонкостенных труб используется газовая сварка, но и аппаратом для электрической сварки можно воспользоваться, если, конечно, речь идет о работе высококвалифицированного сварщика. Дело в том, что тонкий металл стенок труб очень легко и быстро прожигается насквозь, если сварщик не знает точно, какой сварной ток выставлять, какими электродами воспользоваться и какую скорость движения электрода выбрать.
Что касается самого процесса сварки, то многое здесь зависит от того, из какого материала изготовлена труба.
Как сварить профильную трубу под 90 градусов. Процесс сварки скругленного угла
Скругленный угол формируется особым изгибом одной трубы, а не сваркой двух как стандартный прямой. Для этого на ней необходимо начертить поперечную линию с помощью угольника.

Затем со стороны будущего внутреннего угла от этой линии отмечается точка на расстоянии ширины трубы. В данном случае это 5 см, так что и метка ставится с отступом 5 см. Теперь нужно развести циркуль на 5 см, и соединить точку и край линии, нарисовав четверть круга.
Далее необходимо отметить за этой точкой вторую, на отдалении от линии равным расстоянию нарисованной окружности. Можно просто взять диск от болгарки с таким же округлением, приложить его к нарисованной дуге, и поставить метки по ее краям. Затем он устанавливается одной точкой на начало линии, и прокатывается по трубе. В месте касания второй его точки ставится нужная нам метка.
Высчитать это расстояние можно и математически, используя формулу длины окружности «P=2πr». Где r – это радиус круга, который в нашем случае всегда равен ширине трубы. Расстояние, которое нужно отступить от линии, будет равным четверти высчитанной по формуле окружности.
По последней метке на трубе рисуется еще одна поперечная линия под угольник. Теперь нужно заштриховать часть трубы, как на рисунке. Аналогично делаете с другой стороны трубы. Заштриховать нужно будет и короткий прямоугольник на боковой стенке.
Размеченная заштрихованная часть трубы отрезается.


Края среза нужно зашлифовать.
После этого труба сгибается.

Она будет сопротивляться, так что ее можно подбить молотком и придержать для прихватки сваркой.

Далее стык заваривается сплошным швом.


Ворота из профильной трубы. Эскиз
Перед тем как делать ворота из профтрубы своими руками нужно создать эскиз. По нему предстоит покупать расходные материалы (можно сразу прикинуть затраты), делать заготовки и сваривать ворота. Сначала делаются замеры проема, куда предстоит устанавливать створку. Этот процесс особенно важен, так как нельзя допускать ошибок, поэтому желательно несколько раз перепроверить все размеры. По эскизу станет ясно, сколько стоит сварить ворота.
После этого чертиться прямоугольник, который будет обозначать проем. В него вписывается прямоугольник поменьше, обозначающий каркас из трубы. Это поможет вычислить точные размеры ширины и длины ворот. Зазоры будут не везде одинаковые и делаются исходя из условий, в которых будут работать ворота. Если ворота двустворчатые, то каждая створка рассчитывается отдельно.
Со стороны петель зазор оставляется около 0.5 см, так как с этой стороны ворота жестко закреплены. С противоположной стороны там, где будет находиться замок, требует оставить больший зазор, около 1.0 см, так как ворота со временем несколько провиснут, и будут подклинивать.
В нижне части зазор делается не менее 2.0 см, если ворота находятся в защищенном месте, где не предвидеться мусора, снега и других помех. Во всех остальных случаях зазор должен составлять от 5.0 см до 15 см (это можно решать самому).
Если в верхней части проема нет перемычки, то верх ворот можно делать на свое усмотрение. Чаще всего делают вровень с верхним уровнем забора.
В каркас обязательно добавляют ребра жесткости (перемычки) и усиливающие планки в районе петель. Ребра жесткости устанавливаются либо параллельно земле или по диагонали, что не дает створке изогнуться в форме «пропеллера».
Расчет количества профнастила требуется делать с учетом нахлеста. Это величина зависит от размера волны и высоты листа. По высоте нахлест нужно делать не менее 5.0 см.
Технология сварки профильных труб. Способы сварки
Заранее следует определить, какими электродами и каким способом варить профильную трубу. Методов соединения заготовок сваркой несколько, каждый из них имеет свои особенности, которые и определяют выбор варианта стыковки труб.
Ручная дуговая сварка
Один из самых простых методов, позволяющий получить ровный шов. Для работы подойдёт сварочный аппарат трансформатор или инвертор. Дуговая сварка подходит для соединения профиля с разной толщиной стенок и размером сечения. Если толщина составляет более 4 мм , то края заготовки защищают и обезжиривают.
Для получения прочного соединения дуговой сваркой нужны электроды диаметром в 2, 3 мм, силу тока на аппарате выставляют в диапазоне от 50 до 60 А . Дуговой метод позволяет провести сварку горизонтально, вертикально и даже снизу.
Особенности электросварки
Сварка выполняется с применением неплавящихся (вольфрамовых) электродов. Пруток располагают от ванночки на небольшом расстоянии, это позволит сформировать плотный, безразрывный шов при короткой дуге.
Диаметр электрода подбирают исходя из толщины профиля. Если его стенки не более 2 мм в толщину, то потребуется стержень диаметром в 1 мм. Если соединяемые заготовки толще, то лучше взять электрод диаметром в 1,6 мм. Присадочная проволока выбирается аналогичным способом, то есть она должна совпадать по толщине со свариваемым материалом или быть его чуть толще.
Для электросварки потребуется трансформатор, инвертор, блок питания, оборудование для подачи защитного газа. Расход аргона или другого газа должен быть не более 12 литров в минуту, сила тока зависит от толщины профиля и может быть при электросварке в пределах 50-120 А . Варить нужно заканчивать уменьшением напряжения. Газ перекрывается через 10-20 секунд после прекращения подачи тока.
Газовая сварка
Сварка при помощи газового оборудования ничем не отличается от других способов. Нужная область нагревается, после чего на неё подаётся присадочная проволока. Расплавляясь, пруток заполняет стык. Пруток перемещают строго по направлению стыка, в зависимости от выбранного способа различают две технологии газовой сварки:
- Слева-направо . Перемещение присадки происходит за горелкой, благодаря чему рабочая зона оптимально прогревается. При этом сварщик может постоянно контролировать процесс. Этот способ считается наиболее подходящим при варке профиля толщиной от 5 мм;
- Справа-налево . Заготовки при выборе такого способа прогорают крайне редко, но подходит он для соединения только тонкостенного профиля.
После остывания швов их желательно зачистить и покрыть антикоррозийным средством.
Важно! Кромки профтруб со стенками толщиной до 4 мм формировать не следует.
Использование контактной сварки
Больше подходит для предприятий, так как требует использования дорогостоящего оборудования и отличается повышенной сложностью. Во время контактной сварки присадочные материалы не используются. Сварка заготовок происходит под высоким давлением электродов с одновременным воздействием на точку стыковки напряжение. Это приводит к плавлению металла и к образованию однородной среды, превращающейся после остывания в монолит. То есть полученное соединение имеет самый высокий запас прочности.
Сварка инвертором
Разновидность дуговой сварки с применением инверторного сварочного аппарата. Инвертор подходит для варки профиля разной толщины. Режим работы современных моделей – импульсный. Для сварки профильной трубы толщиной в 2 мм инвертором нужен ток величиной от 50 до 60 А . Толстостенный прокат соединяется с применением более мощного по силе электротока.
В работе применяется присадка с покрытием. При возбуждении дуги начинается её горение, что приводит и к плавлению покрытия. Частично он уходит на расплавленный металлопрокат и частично преобразуется в газ. За счёт этого зона сварки с воздухом не контактирует. Инверторные аппараты обеспечивают получение ровного и качественного шва.
Как выровнять профильную трубу после сварки. Деформации при сварке
Деформации при сварке и способы их избежать
Чтобы вы не варили, толстый уголок или тонкую профильную трубу, во время сварки на металл воздействуют большие температуры. Вследствие этого металл может повести, простыми словами деформировать.
Особенно деформации подвержены тонкостенные изделия из металла и некоторые виды сталей. Меры по предотвращению деформаций при сварке могут быть разными, как и их эффективность в целом.
Как избежать деформаций при сварке
Сварка — это всегда высокая температура, которая заставляет металл плавиться. Однако тепло, которое используется для расплавления сварочной ванны, уходит далеко за её пределы. И если металл тонкий или его надежно не закрепить, то возможно появление деформаций.

Одним из самых эффективных способов, который позволяет избежать деформации при сварке, это сварка в так называемых «кондукторах». Кондукторы для сварки, это специальные приспособления, которые дают возможность жестко зафиксировать свариваемое изделие.

При этом важно учитывать ожидаемую деформацию металла в зоне нагрева. Если металл повело в одну сторону, достаточно начать варить с другой, чтобы его выгнуло обратно. Такой способ подхода даёт возможность заранее предугадать появление деформации, и использовать метод предварительного (обратного) изгиба.
Как варить широкие листы металла, чтобы не повело
Наиболее предпочтительный способ, в данном случае, это предварительный изгиб листов металла, в противоположную сторону деформации. Точно таким же способом предотвращают деформации при сварке тавровых, а также двутавровых соединений.
Немного иным способом, является техника обратноступенчатой сварки. В данном случае сварное соединение осуществляется в два слоя, и каждый из них выполняется в разных направлениях. Например, первый шов накладывается слева направо, а второй сварочный шов, наоборот.

Простыми словами, каждый последующий слой наплавленного металла должен вызывать противоположное напряжение от предыдущего слоя. Кроме всего перечисленного, существуют и иные приемы отвести излишнее тепло из зоны сварки.
Например, отвод тепла струёй воды или при помощи медных подкладок. При этом важно понимать, что воду для охлаждения металла во время сварки можно использовать не во всех случаях. При сварке некоторых изделий, быстрое охлаждение металла может только усугубить положение, и привести к большим проблемам, чем деформация.
Самым распространенными являются холодные трещины, которые появляются из-за резкого охлаждения сварного шва. Поэтому к данной рекомендации нужно относиться осторожно.

Не менее действенным способом избежать деформаций, является предварительный прогрев заготовок перед сваркой. В таком случае получится избежать резкого перепада температур. В любом случае, следует знать, что если сварка ведётся при пониженной температуре, то прогрев металла перед свариванием является обязательной процедурой.
Ну а если деталь и повело, конечно же, не слишком толстую, до 3 мм толщиной, то ее выравнивание выполняют при помощи молотка. Что же касается изделий большей толщины, то их ровняют посредством гидравлического пресса.
Ведёт профильную трубу при сварке. Повело при сварке —, что делать
Ведёт профильную трубу при сварке — что делать?
Профильная труба является одним из самых популярных видов металлопроката на сегодняшний день. Используя профильную трубу и сварку можно собрать множество полезных и легких конструкций из металла.
Единственная проблема, с которой приходится сталкиваться сварщикам в процессе работы, это температурные деформации при сварке. Толщина стен профильной трубы незначительная, что становится причиной возникновения деформаций и прожогов.
Нередко конструкцию из профильной трубы ведёт, а в самом металле образуются прожоги. Чтобы этого не случилось нужно понимать, как варить тонкие профильные трубы, толщина стен которых не более 2 мм. Какие правила существуют и как не допустить температурной деформации.
Что делать, если при сварке ведёт профильную трубу
Конструкции из профильной трубы чаще всего ведёт по швам, они уходят внутрь вследствие деформаций. Происходит это по причине неправильной технологии сваривания, либо из-за спешки и ошибок. Поэтому главное правило при сварке профильных труб — абсолютно никакой спешки.

Нагреваясь, металл ведёт в сторону, но если не спешить и давать время на остывание, как правило, он возвращается назад. Также при сварке тонкостенных профильных труб рекомендуется придерживаться следующего:
- Осуществлять сварку на малых токах (10-60 А);
- Не использовать толстые электроды. Максимальный диаметр электрода в данном случае должен быть не более 2 мм;
- Точечно прихватывать конструкцию и лишь затем, осуществлять сварку в один проход.

При сварке профильной трубы следует выдерживать короткую дугу. Сильный разрыв и удлинение сварочной дуги, непременно приведёт к образованию прожога. Также, нельзя сильно перегревать металл, нужно давать время на то, чтобы он остыл.
Какие электроды для сварки профильной трубы использовать
Варить профильную трубу рекомендуется электродами, которые предназначены для сварки низкоуглеродистых и углеродистых сталей. Самыми распространёнными марками электродных стержней являются УОНИ, МР-3, ОЗС и другие.

Перед свариванием металлоконструкций рекомендуется прокалить электроды в печи. Это позволит улучшить качество сварного соединения, а также облегчит работу сварщика по разжиганию электродных стержней и получению стабильной дуги.
Как бороться с температурной деформацией при сварке
Чтобы профильную трубу не вело при сварке, нужно заранее предугадать все нюансы:
- Сварные швы накладывать, таким образом, чтобы они компенсировали возникающее напряжение;
- Предварительно осуществлять изгиб конструкций в противоположную сторону от возникающих деформаций. Температурная усадка позволит выгнуть металл в обратную сторону;
- Охлаждать конструкцию естественным путем;
- Выбрать правильный режим сварки;
- Осуществлять тепловую правку после сваривания заготовок.

В общем, при сварке профильной трубы не нужно спешить. Сначала следует собрать всю конструкцию на прихватках, затем вывести геометрию, и лишь после этогом можно будет всё обварить по углам.
Как сварить профильную трубу встык. 7 сварочных соединений труб одинакового/разного сечения и диаметра встык
В данном обзоре рассмотрим несколько способов, как, независимо от диаметра, надежно и прочно соединить два отрезка стальной (профильной или круглой) трубы встык при помощи сварки.
Как красиво соединить квадратную и круглую трубу
Давайте представим такую ситуацию: приспичило вдруг вам с помощью сварки соединить вместе две металлических трубы: квадратную и круглую. А как это сделать, чтобы всё получилось не только ровно, но и красиво — ума не приложите.
Не расстраивайтесь! Поделюсь с вами одним простым способом.
Недавно сам задавался подобным вопросом и точно так же, как и вы, ломал голову, как лучше сделать — эстетика была очень важна!
Бродил по просторам интернета, пока не наткнулся в Ютубе на видео автора Kỹ Nghệ Sắt Linh. Способ, который он использовал для соединения квадратной и круглой трубы, мне очень понравился. Поэтому и вам рекомендую.
Основные этапы работ
Обратите внимание: в данном случае мастер показал способ соединения труб на примере стальной круглой трубы диаметром 27 мм и профтрубы размером 40х40 мм.
Первым делом необходимо будет разметить профильную трубу.
Сначала ставим отметку на расстоянии 2 см от края (то есть делим размер профиля пополам).
Затем от торца отступаем также 2 см. Чертим поперечную линию.
Далее от торца профтрубы чертим продольную линию, как показано на фото ниже, и откладываем на ней отметку на расстоянии 13,5 мм (то есть половина диаметра круглой трубы) от поперечной линии.
От конца продольной линии в стороны отступаем еще по 13,5 мм и ставим две отметки.
На следующем этапе устанавливаем круглую трубу на профиль, ориентируясь по меткам. Обводим маркером трубу.
От основания продольной линии откладываем два отрезка, которые ведем к концам поперечной линии (смотрите фото).
Маркером заштриховываем те области, которые надо будет вырезать болгаркой. Аналогичную операцию выполняем на оставшихся трех сторонах профильной трубы.
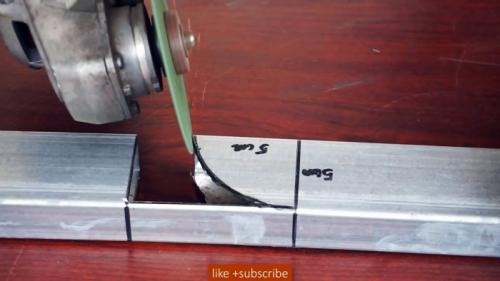
Далее вооружаемся болгаркой с отрезным диском и вырезаем ненужные части.
Там, где не получается вырезать кусок полностью — дорабатываем напильником по металлу или бормашинкой с установленной шлифнасадкой.
Ну вот, собственно, и все! Не так уж и сложно все.
В завершении останется только сделать болгаркой пропилы по поперечным линиям и загнуть «лепестки». Обвариваем места стыков, потом вставляем круглую трубу в отверстие и обвариваем по кругу.