Преимущества и недостатки сварки тонкого металла инвертором. Технология сварки тонкой стали инвертором
- Преимущества и недостатки сварки тонкого металла инвертором. Технология сварки тонкой стали инвертором
- При сварке прогорает металл. Что делать, если сварка прожигает металл
- Сварка тонкого профиля электродом. Какими электродами лучше варить тонкий металл
- Сварка металлов. Типы сварочных аппаратов
- Сварка мелких деталей инвертором. Готовимся, приобретаем, запасаемся
- Сварка жести электродом. Специфика сварки тонких металлов инвертором
- Полуавтомат прожигает тонкий металл. Сварка тонкого металла. Как не прожечь
- Как варить тонкий металл с толстым. Техники и методы сварки тонких листов металлов
Преимущества и недостатки сварки тонкого металла инвертором. Технология сварки тонкой стали инвертором
Однако, как говорится, не одной единой полярностью. При сварке тонкого металла инвертором нужно придерживаться следующих рекомендаций, только в таком случае удастся избежать прожогов металла толщиной в несколько миллиметров.

Рекомендации по сварке тонкого металла заключаются в следующем:
- Нужно стараться как можно быстрее перемещать электрод, и только один раз. Для этого электрод проводится вдоль будущего соединения без каких-либо задержек, достаточно быстро, чтобы сварочная дуга не успела сильно проплавить тонкий металл и прожечь его тем самым.
- Сварочный ток нужно снизить до минимума. Если варить тонкую сталь слишком большим током, то прожоги будут появляться часто. Для примерного подсчёта сварочного тока, нужно знать, что на 1 мм электрода необходимо около 25-30 ампер сварочного тока. При необходимости данное значение следует уменьшить до предельно возможного, такого, чтобы электрод не прилипал к металлу.

- Варить нужно по возможности только аппаратом с плавной регулировкой силы тока. Важно чтобы аппарат для сварки имел бы напряжение холостого хода не менее чем 70 вольт.
- Если и после этого, тонкий металл все равно деформируется при сварке, то нужно предусмотреть все возможности его быстрого охлаждения. Нужно использовать подкладки или давать время на остывание металла. Чтобы избежать деформаций, следует ставить прихватки и только после этого наваривать основной шов.
- Для сварки тонкого металла необходимо применять электроды 1,6-2 мм диаметром. Сварочный ток для работы с такими электродами нужен небольшой, примерно 40-60 ампер.

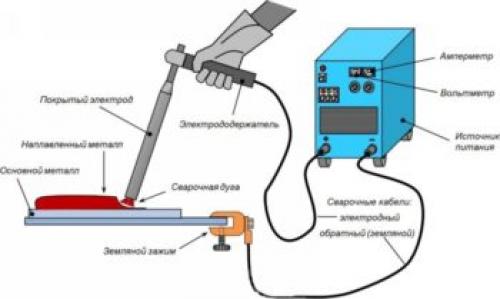
Теперь что касается непосредственной работы с самим сварочным инвертором. Как было упомянуто выше, инвертор выдаёт постоянный ток, а значит, есть плюс и минус. Так вот, если подключать держак к плюсу или минусу, то мы получим обратную или же прямую полярность при сварке металлов.
При сварке прогорает металл. Что делать, если сварка прожигает металл
Сварка прожигает металл: что делать, как варить инвертором?
Чтобы сварка не прожигала металл, нужно иметь хотя бы небольшой опыт сварщика и знания, какой ток выставить на инверторе и какими электродами лучше всего варить тонкий металл. Именно со сваркой тонкого металла, чаще всего и возникает данная проблема, когда электрод отводится от поверхности вверх, возникает длинная дуга, напрочь прожигающая дыру в металле.
Именно по этой причине для сварки тонкостенных труб необходимо выдерживать дугу как можно короче, чтобы не прожечь металл. Также, толщина металла не должна быть меньше диаметра электрода, поскольку прожечь металл толстыми электродами намного проще. О том, что делать, если сварка прожигает металл, и как этого избежать, будет рассказано ниже.
Почему сварка прожигает металл
Существует несколько основных правил при настройке и регулировке инвертора, которые помогут не прожечь металл при сварке:
- Во-первых, варить тонкий металл лучше именно инвертором на постоянном токе, подключив держатель электрода к плюсовой клемме аппарата, а массу к свариваемой заготовке. Таким образом, большая температура будет приходиться на электрод, а не на тонкостенный металл.
- Во-вторых, чтобы не прожечь металл при сварке инвертором нужно варить только на малых токах, от 30 до 50 А.

- В-третьих, толщина свариваемого металла должна быть не тоньше электрода для сварки. Варить тонкий металл лучше электродами 1,6-2 мм. Как раз, сварочный ток в 30-50 А и соответствует данным параметрам.
- В-четвертых, чтобы не прожечь тонкий металл, варить его нужно сначала не сплошным швом, а прихватками, делая как можно меньше зазор между свариваемыми элементами.
- В-пятых, варить металл толщиной в 0,5 мм, электросваркой очень и очень сложно, лучше всего для этих целей использовать сварку в защитной среде.
Существует и ещё один способ сварки тонкого металла, чтобы его не прожечь. Связан он с использованием дополнительного электрода, который будет применяться в качестве присадочного материала. Просто берете электрод и используете его для расплавления основным электродом, при этом, делая больший упор именно на него, а не на тонкий металл.

В таком случае получиться заварить тонкостенные изделия из стали и не прожечь их при этом.
Выбор режима и электродов для сварки
Ранее на сайте про ручную дуговую сваркууже рассказывалось о настройках инвертора, касательно применяемых электродов и толщины используемого металла. Но, как говорится, повторение никогда не будет лишним, особенно если речь идет о том, как сварить металл, чтобы его не прожечь.

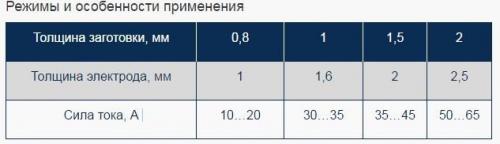
Тонким для сварки считается металл, толщина которого составляет 2,5 и менее миллиметров. И, как было сказано выше, если сварка прожигает металл, то, нужно использовать электроды как можно меньше диаметром. Ниже будут представлены основные режимы сварочного инвертора и диаметр электродов, в зависимости от толщины свариваемого металла.
Настройка инвертора по диаметру электродов и толщине металла выглядит следующим образом:
- Толщина металла ( 0,5 мм ) — диаметр электрода ( 1 мм ), сварочный ток ( 10-20 А );
Представленные данные являются приблизительными, ведь при сварке инвертором, многое зависит и от параметров самой электросети. Если в ней будет пониженное напряжение, то, соответственно, значения тока на инверторе, также, придется повышать.

Кроме всего вышеперечисленного, стоит отметить и ещё одну важную деталь при, она относится к скорости движения электродом. Чтобы не прожечь металл, электрод нужно вести несколько быстрее, чем при сварке толстых металлов.
Сварка тонкого профиля электродом. Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.

электроды для тонкого металла
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой . Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Сварка металлов. Типы сварочных аппаратов
По производительности, мощности сварочные аппараты можно разделить на два типа: бытовые, промышленные. Первыми можно сваривать детали толщиной до 5–6 мм. Промышленное оборудование способно долго работать без остановки.
Сварка металлов происходит за счет нагрева до высоких температур. Расплавление достигается различными способами. Каждому из них соответствует свое оборудование. Оно делится на группы по принципу работы:
- трансформаторы;
- инверторы;
- выпрямители;
- TIG-аппараты;
- полуавтоматы;
- спотеры.
Кроме того, применяются аппараты для газовой обработки металлических заготовок, холодная сварка, создающая высокое давление и другие виды соединения деталей.

Сварочные аппараты
Трансформаторные
Классические сварочные аппараты были изобретены первыми. Они просто понижали напряжение тока, оставляя его переменным. Силовой трансформатор понижает напряжение сети до значений холостого хода — 50–60В. По настройке параметров работы различают следующие типы оборудования:
- тиристорные — фазовая регулировка;
- с магнитным рассеиванием;
- со стандартным рассеиванием.
Недостаток аппарата заключается в нестабильной дуге из-за переменного тока. Трансформаторы отличаются крупными габаритами и большим потреблением энергии.
Инверторы
Инверторы создают оптимальные условия для сварки металлов. Они выравнивают переменный ток и делают его высокомощным, регулируемым с большой точностью. Работают инверторы от потребительской сети 220V с частотой 50Грц, промышленной в 380 V.В процессе преобразования, ток проходит:
- сетевой выпрямитель;
- частотный преобразователь;
- высокочастотный трансформатор;
- силовой выпрямитель.
Инверторы настраиваются на работу с прямым, обратным током. Работают с электродами любого типа, варят высоколегированные черные, цветные металлы. Они имеют защиту от перепадов, скачков напряжения. Подходят для обучения новичков, поскольку имеют стабильную дугу.
Для работы с постоянным током используют и выпрямители, которые состоят из диодов и полупроводников. Они преобразуют переменный ток в постоянный, позволяют регулировать его величину. Тонкой настройки не имеют.
Все остальные виды сварочного оборудования представляют собой различные варианты трансформатора и инвертора.
Сварка мелких деталей инвертором. Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор , напрямую связано с электрически током.
А это означает, что без знания и выполнения правил техники безопасности, как варить сварочным инвертором, вам не стоит начинать, это даже не обсуждается.
Эти правила просты и бесхитростны:
- Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору. Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
- После визуальной проверки установить ручку с регулятором силы тока на минимальное значение. Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
- Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Сварка жести электродом. Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
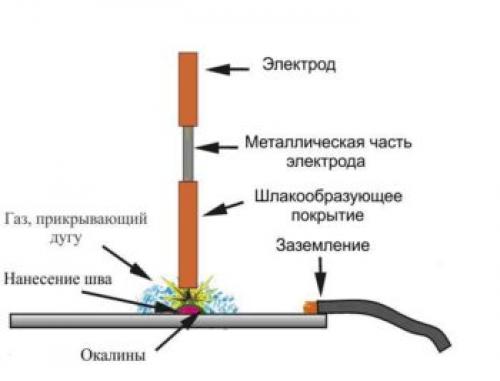
Схема сварки тонкого металла.
Опишем их подробно:
- Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод.
Если этого не сделано, можно пропалить металл или оставить на нем непровары. Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности. - Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва. - При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Полуавтомат прожигает тонкий металл. Сварка тонкого металла. Как не прожечь
Сварка тонкого металла
Опытным сварщикам, работающим со сваркой долгие годы и начинающим, важно знать основные особенности сварки тонкого металла, чтобы избежать проблем при сварке изделий и не прожечь металл. Тонколистный металл приобретает широкое распространение при изготовлении автомобилей, катеров и различных современных товаров, повышая рентабельность производства.
Чтобы не прожечь металл, при сварке необходимо правильно выбрать режим на сварочном аппарате (полуавтомат, инверторы) и подобрать электроды. Любое неосторожное движение электродом может способствовать образованию сквозного отверстия (металл прожигается) и изделие приходит в негодность. При не плотном соприкосновении электрода с металлом происходит плохое соединение свариваемых поверхностей из-за некачественного сварного шва или его отсутствия и образуется непровар.
Важные особенности при работе
Сварочные работы с тонколистными изделиями требуют знаний, опыта, квалификации и использования различных технологических приемов, которые помогут выполнить сваривание заготовок без протекания и прожогов.
При сварке необходимо верно подобрать электрод, диаметром соответствующий толщине тонкого металла (0,5 до 2,5 мм), чтобы не прожечь металлический лист. При использовании самых тонких электродов нужно выбирать их с высоким коэффициентом расплавления, устойчивым горением, чтобы получился качественный шов при малых токах.
Тонкий металл нагревать сильно нельзя, так как происходит изменение геометрии листа (выгибает волнами) и прогорает. Сварка проводится в одном направлении, вдоль шва без отклонений. Для создания минимального нагревания детали располагают в вертикальном или наклонном (угол наклона 30-40 градусов) направлении и варят сверху-вниз.
Необходима тщательная обработка кромки тонких металлических листов от ржавчины, загрязнений для более качественной сварки. Выровненные и зачищенные листы должны располагаться близко друг другу, без зазора и зафиксированы специальными приспособлениями (струбцины, прижимы), чтобы они не сместились и не погнулись. Сварку осуществлять нужно короткими швами 7- 10 см.
Правильная настройка и регулировка инвертора на постоянном токе, имеющего микропроцессорное управление, позволяет выбрать минимальную мощность и получить ток, необходимый для определенного вида работ и избежать сбоев в работе. Выбор сварочного тока осуществляется в зависимости от толщины металла и диаметра электрода. При сварке тонкого металла тонкими электродами используют ток в диапазоне от 10 до 90 А.
Как варить тонкий металл с толстым. Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла ? Вещь нужная и для освоения сварки подходящая.