Особенности сварки тонкого металла инвертором. Особенности технологии
- Особенности сварки тонкого металла инвертором. Особенности технологии
- Сварка тонкого металла инвертором. Секрет сварки тонкого металла
- Сварка тонкого металла графитовым электродом. Применение стержней и особенности работы с ними
- Сварка тонкого металла электродом. Какими электродами лучше варить тонкий металл
- Сварка тонкого металла флюсовой проволокой. Плюсы и минусы MIG/MAG-сварки флюсовой самозащитной проволокой
- Как варить жестянку электродом. Техники и методы сварки тонких листов металлов
- Сварка тонкого металла полярность. Сварка тонкого металла инвертором: как выполнять, выбор полярности и электродов
- Сварка встык тонкого металла. Особенности
- Какими электродами варить тонкий металл. Какими электродами лучше варить тонкий металл
Особенности сварки тонкого металла инвертором. Особенности технологии
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.

Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Прежде всего, важно тщательно подготовить заготовки к предстоящей операции. Кромки зачищаются, освобождаются от ржавчины, краски, технических жиров и прочего. Если требуется, заготовки выравниваются и закрепляются. Хорошее и прочное соединение можно получить только при условии ровных и чистых кромок свариваемых заготовок. По завершению подготовительных работ кромки прихватываются через каждые 7-10 см. И только поле этого можно приступать к формированию сплошного шва.

Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык. Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.
Сварка тонкого металла инвертором. Секрет сварки тонкого металла
Сварка тонкого металла инвертором и электродом
Варить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.

Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.

Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайтанюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать сварочный инвертор для дома читайте здесь .
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.
Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.

Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Сварка тонкого металла графитовым электродом. Применение стержней и особенности работы с ними
Графитовый электрод нашел применение не только для выполнения сварных соединений проводов: его используют в гораздо более большом перечне операций.
Графитовые сварные стержни необходимы для предварительного обрабатывания металлических поверхностей перед сварочными работами, а также иными видами обработки, резки заготовок из металла, зачистки кромок металла и т.п. Не только металлургия активно использует электроды данного типа, но и судопроизводство.
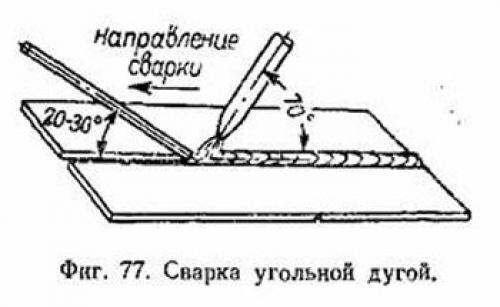
Сварка угольной дуги.
Электроды для сварки из графита позволяют оперативно и с высокой долей эффективности срезать заклепки, прошивать элементы из легированной, углеродистой стали.
Они также актуальны при плавлении стали и чугуна , а также некоторых сплавов в электротермических печах. А благодаря наличию ниппелей, такие стержни можно соединять между собой, что позволяет наладить непрерывную подачу расходного материала для сварки в печи.
На заметку! Практика показывает, что применение графитовых стержней для сварки медных проводов и для дуговой резки металла позволяет снизить количество брака и дефектов сварных швов. Главное, при работе графитом сварщику важно соблюдать технологию и придерживаться правил безопасности.
Графитовые стержни также актуальны для выполнения иных операций:
- сварные операции с изделиями из цветных металлов, элементов из тонкого металла;
- заварка дефектов, которые появились при нарушении технологии литья;
- наплавка твердосплавных деталей к металлической основе.
Часто графитовые электроды используются для сварки вместе с присадкой, подающейся в процессе выполнения операции или укладывающегося заранее в место расположения шва.
Стоит напомнить, что работа с графитом и сварочным аппаратом имеет свои особенности, которые непременно стоит учитывать для получения долговечных, максимально прочных и надежных сварных соединений:
- Для экономии расхода сварного стержня и поддержания дуги на стабильном уровне при длительной сварке следует использовать прямую полярность.
То есть, подавать минус нужно именно на электрод. - Сварные процессы важно осуществлять с учетом воздействия внешних факторов на стабильность дуги, это позволит добиться лучшего результата.
- При работе с графитовыми электродами значение КПД ниже, чем при работе с плавящимися электродами.
- Сварные соединения при сварке графитом характеризуются средними показателями пластичности.
Также швы могут иметь пустоты, что влияет на их долговечность.
По этим причинам сварку графитом должен выполнять квалифицированный мастер, а новичкам в данных вопросах стоит предварительно хорошенько потренироваться.
Чертеж сварочных работ с применением угольного электрода.
Существует два технологических приема, актуальных для работы с графитовыми стержнями:
- Материал подают прямо в пламя дуги.
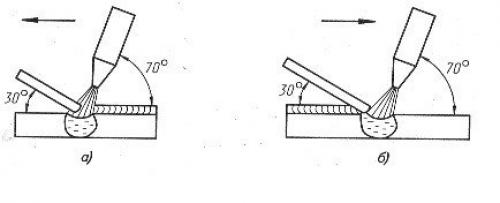
При этом сварную проволоку размещают между элементом из металла и электродом под углом 30 градусов и подают несколько раньше, нежели сам электрод. Угол подачи стержня ‒ 70 градусов, что позволяет значительно ускорить процесс выполнения работы. - Мастер наплавляет валик основного металла с применением электрода, после чего в него подается присадка.
Основное отличие данной технологии заключается в том, что первым подается стержень и только после этого проволока.
Опасность применения данного технологического приема для неопытного сварщика состоит в большой вероятности прожога металла, хотя скорость работы при этом очень повышается. По этой причине он больше подходит для операций с металлическими деталями, имеющими толстые стеночки.
На заметку! Электролиз с использованием графита осуществляется исключительно при стабильном токе с прямым подключением.
При работе с электродами из графита важно помнить следующее: определяющий параметр при их использовании – плотность используемого тока. Если максимальное значение данного параметра превышается по каким-либо причинам, графит может испортиться.
Чтобы продлить эксплуатационный срок изделий, с обеих сторон можно вкрутить специальные ниппели для удлинения электрода. Такое решение позволит повысить надежность графитовых электродов и сэкономит денежные средства на приобретение новых стержней.
Регулирование силы тока
Регулировку тока для сварки проводов осуществляют в приделах 30-120 ампер, именно такой диапазон характерен для большинства инверторных сварочных агрегатов.
Сварка тонкого металла электродом. Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.

электроды для тонкого металла
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой . Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Сварка тонкого металла флюсовой проволокой. Плюсы и минусы MIG/MAG-сварки флюсовой самозащитной проволокой
По сравнению с газовым методом, сварка без газа имеет ряд преимуществ:- нет необходимости покупать дорогостоящий баллон с газом;
- сварщику не нужно перемещать по рабочей зоне тяжелые баллоны; сварочный аппарат полуавтомат без газа отличается небольшими размерами, весом, не нуждается в подключении дополнительного газового шланга;
- при безгазовой сварке сгорание присадки приводит к созданию устойчивого защитного облака над сварочной ванной, в то время как поток вещества при газовом методе легко сдувается ветром или сильным сквозняком;
- нужно меньше времени на подготовку перед процессом сварки;
- массивное сопло горелки не перекрывает обзор сварщику, некоторые газы при газовой сварке создают чрезмерно светящееся облако вокруг дуги.
- ниже качество сварного шва по сравнению MIG/MAG-электросваркой в защитной газовой среде;
- порошковая проволока с флюсом – это довольно дорогой продукт;
- расходный материал отличается хрупкостью, поэтому с ним следует быть предельно аккуратным;
- полуавтомат без газа необходимо настраивать в зависимости от состава флюса;
- степень разбрызгивания металла выше, чем при использовании MIG/MAG с газом;
- применение флюсового порошка в расходном материале приводит к образованию на поверхности шва шлака, который следует убирать молотком или специальной металлической щеткой.
Сварочный аппарат с проволокой без газа можно часто увидеть у профессиональных сварщиков, работающих на высоте или в стесненных пространствах. Это обуславливается тем, что в подобные условия трудно доставить полуавтомат с газовой защитой.
Безгазовые устройства популярны среди сварщиков-новичков и домашних мастеров благодаря своей мобильности и отсутствию необходимости в покупке баллона и его дозаправке. Для эпизодической сварки в бытовых условиях расходный материал (флюсовая самозащитная проволока) подходит как по качеству, так и по денежным затратам.
Как варить жестянку электродом. Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла ? Вещь нужная и для освоения сварки подходящая.
Сварка тонкого металла полярность. Сварка тонкого металла инвертором: как выполнять, выбор полярности и электродов
Часто возникает задача, что необходимо сварить тонкий металл. Ворота для гаража, бак для банной печи, или забор на даче. Найти сварщика, привезти его, показывать-рассказывать, да еще и платить — так себе идея. Самому в этом плане гораздо проще и выгоднее. Но тут нас подстерегает сложность, так как сварка тонкого металла процесс не простой. Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть. Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже. Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье. Рассмотрим способы сварки , подходящие для деталей из тонкого металла. Самые распространенные способы: Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях. Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь . Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2. Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь. Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах. Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом. Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа. Помимо сварочных кабелей, массы, также нежна сварочная горелка. Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа. Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником. Предварительно познакомившись со способами, необходимо выбрать подходящий нам. Выбираем сварку в аргоне когда: Выбираем полуавтоматическую когда: В остальных случаях применяем ручную дуговую.Основные трудности при выполнении сварке тонкого металла.
Чем варить тонкий металл. Способы сварки.
Ручная дуговая сварка (РДС)
Аргонодуговая сварка (РАД, tig или wig).
Полуавтоматическая сварка(МП, МИГ, МАП)
Оборудование.
Выбор способа.
Сварка встык тонкого металла. Особенности
Разговор про сварку тонкого металла стоит начать с того, что это очень сложная процедура. Даже опытные специалисты сталкиваются с серьезными трудностями. Что уж говорить про тех, кто только начинает свою профессиональную карьеру. Сварочные работы с изделиями из тонколистового металла отличаются в корне от работ с более толстыми предметами. Нюансы касаются и режимов, и применяемого оборудования, и электродных инструментов.
Чаще всего на практике применяются инверторные системы. Сильный разогрев в любом случае противопоказан — из-за него материал будет прогорать, начнут возникать дырки.


Чем быстрее работает сварщик, тем лучше достигаемый результат. Времени на вождение электродами в разных плоскостях нет вообще. Их надо двигать строго по той линии, по которой формируют шов.
Важно также и то, что сварка тонкостенного металла должна вестись на слабом токе. Это позволяет сократить выделение тепла и исключить перегрев. Однако побочным эффектом оказывается необходимость делать укороченную дугу. В результате она будет затухать даже при небольшом отрыве от поверхности. Проблемы вызывает и розжиг электрической дуги, что вынуждает применять оборудование с приличной вольт-амперной характеристикой и с плавно регулируемым сварочным током.


Проблемы может доставить искажение геометрии при повышенном нагреве. Со стороны смотрится, как будто изделие начало выгибать волнами. Избежать подобной проблемы или устранить ее достаточно трудно. Придется тщательно бороться с перегревом или же заботиться об усиленном отводе тепла. Это можно сделать только путем применения подкладок с повышенной теплопроводностью.
Особенно сложно сварить максимально тонкий (менее 1 мм или примерно того же уровня) металл. Но при умелом подходе эта задача вполне решаема (даже с зазором). Обязательно необходимо применять держатели. Оптимально в таком случае применять 3-миллиметровый электрод, имеющий рутиловое покрытие.

Для изделий толщиной 2 мм целесообразно также ограничиться сравнительно «слабыми» решениями.
Если толщина металла составляет до 1,5 мм, то лучше брать 2-миллиметровый электродный инструмент без покрытия. Похожим образом поступают и при работе по металлу толщиной до 3 мм. Рекомендуется ток силой от 40 до 60 А. Важнейший момент, о котором надо заботиться обязательно, это профилактика прожига. Другие отклонения случаются редко, особенно при строгом соблюдении режимов.

Какими электродами варить тонкий металл. Какими электродами лучше варить тонкий металл
Начинающим сварщикам — какими электродами лучше варить тонкий металл
Сварка тонкого металла требует опыта и знаний. Если неправильно варить, то можно прожечь дыру. Однако и ошибки в выборе электродов приводят к не менее значимым проблемам.
Многие используют для сварки «всего» одни и те же электроды 3 мм, что не совсем правильно. Диаметр электродов должен подбираться с учётом толщины свариваемых металлов, и некоторых других параметров.
Конечно же, когда под рукой нет ничего кроме электродов 3 мм, то и ими приходится варить. Тем не менее, толстые электроды гасят дугу, так как для сварки тонкого металла нужен пониженный сварочный ток.
Какими электродами лучше варить тонкий металл
Для обеспечения стабильности дуги и качественной сварки тонкого металла необходимо чтобы электрод горел постоянно. Электроды толщиной в 4 и более миллиметра гасят дугу, поскольку сварка ведётся при пониженном токе. Увеличение же сварочного тока приводит к неминуемому прожогу металла.

Пониженный ток, это ток от 10 до 75 А. Следовательно, если взглянуть на таблицу ниже, то можно увидеть, что для сварки на таком токе используются электроды преимущественно 2 мм и меньше диаметром. Опытные сварщики для сварки тонких металлов выбирают электроды от 2 до 2,5 мм.

Кроме этого важно учитывать и то, из какой именно стали выполнена заготовка. Для сварки слабораскисленной и низкоуглеродистой стали выбираются электроды с кислой и основной обмазкой, также бывает рутиловое и целлюлозное электродное покрытие.
Марки электродов для сварки тонколистового металла
Если нужны конкретные марки электродов для сварки тонких металлов, то рекомендуется обратить собственное внимание на следующие электроды:
OK 63.30 ESAB — сварочный шов полученный данными электродами обладает высокой устойчивостью к коррозии. Электроды можно применять для сварки в любом пространственном положении и при осуществлении вертикальных соединений.

ОМА 2 — электроды отлично справляются со сваркой даже сильно окисленных поверхностей. Однако благодаря минимальной проплавляющей способности они популярны именно при сваривании тонколистовой стали. Сварочный шов можно вести в любом пространственном положении.
МТ 2 — используются для сварки металлов, толщина которых составляет менее 1 мм. Важной особенностью электродов МТ 2, является то, что ими можно варить, используя как постоянный, так и переменный ток. Причём для сварки заготовок толщиной менее 1 мм, лучше всего использовать инвертор с постоянным током, а для металлов толщиной более 1 мм, обычный трансформатор переменного тока.

Опытный сварщик может получить ровный и аккуратный шов даже на тонком металле. Начинающим электросварщикам в этом деле пока сложно, но ничего страшного, поскольку всё приходит с опытом.
Тем не менее, правильный выбор расходных материалов для сварки поможет более качественно варить тонкий металл, без его сильного разбрызгивания и прожогов.