Как правильно сваривать металл инвертором. Подбор электродов для сварки инвертором для начинающих
- Как правильно сваривать металл инвертором. Подбор электродов для сварки инвертором для начинающих
- Как варить инвертором тонкий металл. Секрет сварки тонкого металла
- Научиться варить инверторной сваркой самому ресантой 190. Принцип работы сварочного инвертора
- Как сварить две пластины. Просмотр содержимого документа «Технологическая карта ручной дуговой сварки двух металлических пластин в стык из низкоуглеродистой среднелегированной стали»
- Как выбрать сварочный инвертор для дачи. Определяемся с характеристиками
- Сварка инвертором для начинающих
Как правильно сваривать металл инвертором. Подбор электродов для сварки инвертором для начинающих
Ниже представлена таблица для сварки инвертором для начинающих, в которой можно найти зависимость диаметра электрода от толщины свариваемого металла.
Как правило, рекомендации относительно выбора подходящей толщины и диаметра даются для каждого конкретного вида металла.

Этих данных вполне хватит начинающим мастерам для правильной сварки инвертором и выбора расходника подходящего диаметра. Однако это только часть того, на что следует обратить внимание при выборе.
Большую роль играет покрытие электрода. Различают следующие его виды:
- Кислые (А) – предназначены для сплавки материалов из низкоуглеродистой стали и отличаются стабильностью дуги и хорошим розжигом (даже при низком напряжении).
- Основные (Б) – используются для сварки многослойных жестких металлических конструкций. Они способны поддерживать равномерную дугу в процессе работы на обратной полярности и постоянном токе, а также защищают швы от появления трещин.
- Рутиловые (Р) – этот вариант является самым оптимальным для новичка, поскольку позволяет осуществлять сварку в любых положениях. Обеспечивает качественный шов, позволяет сваривать ржавые участки и сопровождается минимальным количеством брызг. Такие электроды могут быть использованы для сварки трубопроводов, поскольку являются невосприимчивыми к воздействию влаги. Однако прежде чем использовать, их необходимо сначала просушить и прокалить.
- Целлюлозные (Ц) – используются для сварки изделий в труднодоступных местах. Благодаря своим особенностям эти электроды можно использовать для работы в любом положении. Подходят для начинающих, поскольку сварка вертикальных (горизонтальных) швов инвертором сопровождается образованием минимального количества шлака, а также они обеспечивают стабильность дуги. Однако у электродов с этим видом обмазки имеется и минус, который заключается в необходимости дополнительной шлифовки.
- Комбинированные (смешанные) – вариантов может быть масса, однако наиболее распространенными являются рутилово-целлюлозные. Эти электроды подходят для новичков, поскольку объединяют в себе два вида, которые являются лучшими.
Как варить инвертором тонкий металл. Секрет сварки тонкого металла
Сварка тонкого металла инвертором и электродом
Варить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.

Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.

Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайтанюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать сварочный инвертор для дома читайте здесь .
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.
Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.

Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Научиться варить инверторной сваркой самому ресантой 190. Принцип работы сварочного инвертора
Сварочный инвертор – мощнейший блок питания, который по способу преобразования энергии аналогичен импульсному блоку питания. Основные стадии преобразования энергии в инверторе:
- Приём и выпрямление тока сети с напряжением 220 В и частотой 50 Гц.
- Преобразование полученного выпрямленного тока в переменный с высокой частотой от 20 до 50 кГц.
- Понижение и выпрямление высокочастотного переменного тока в ток, сила которого находится в пределах 100…200 А, и напряжение от 70 до 90 В.
Преобразование высокочастотного электротока до тока нужной величины позволяет уйти от неудобных габаритов и большого веса инвертора, которые имеют обычные трансформаторные аппараты, в которых значение тока достигается путём преобразования ЭДС в индукционной катушке. Также при включении сварочного инвертора в сеть не будет наблюдаться резких скачков электрической энергии, и более того, устройство содержит в своей схеме специальные аккумуляционные конденсаторы, которые защищают аппарат при сварке в период неожиданного отключения электричества и позволяют произвести розжиг дуги инвертора более мягко. 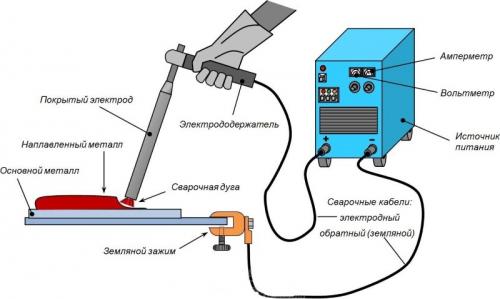 Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже. Особое внимание следует обратить на диаметр электродов для сварки. Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Получение качественного шва при сварке зависит от многих факторов, поэтому, до начала работ, мастеру в обязательном порядке необходимо ознакомиться с тем, как правильно пользоваться инвертором согласно прилагаемой инструкции, а также основными правилами и нюансами выполнения сварочных работ, которые будут подробно описаны ниже. Особое внимание следует обратить на диаметр электродов для сварки. Важно знать, что количество потребляемой энергии напрямую зависит от толщины сварочных стержней, и, соответственно, чем больше их диаметр, тем выше и энергопотребление. Эта информация поможет правильно рассчитать максимальное потребление электрической энергии инвертором, что предупредит неблагоприятные последствия от его работы в отражении на бытовой технике. Также существует зависимость диаметра электрода от выбираемой для работы силы тока, уменьшение которой приведёт к ухудшению качества шва, а увеличение – к излишней скорости сгорания сварного стержня.
Как сварить две пластины. Просмотр содержимого документа «Технологическая карта ручной дуговой сварки двух металлических пластин в стык из низкоуглеродистой среднелегированной стали»
Практическое занятие № 6
.Составление алгоритма выбора режимов и технологических приемов выполнения ручной дуговой сварки двух металлических пластин в стык из низкоуглеродистой среднелегированной стали в нижнем положении.
Цель работы: Разработать и оформить технологическую карту ручной дуговой сварки двух металлических пластин в стык из низкоуглеродистой среднелегированной стали в нижнем положении.
Порядок выполнения практической работы:
1.Составить схему основных операции процесса изготовления стыкового соединения двух пластин в нижнем положении.
2.Составить технологическую карту сварки стыкового соединение двух пластин в нижнем положении.
Теоретическая часть
Разработка технологического процесса сварки включает в себя:
1.выбор типа сварного соединения, определение геометрических размеров конструктивных элементов подготовки кромок под сварку и формы сварного шва ;
2.характеристика основного материала;
3.Режим сварки и выбор оборудования;
4.выбор сварочного оборудования
5. определение оптимального режима сварки;
6.определение порядка наложения сварных швов;
1. Выбор типа сварного соединения, определение геометрических размеров конструктивных элементов подготовки кромок под сварку и формы сварного шва ;
В промышленности используют достаточно много типов сварных
соединений:– стыковые; угловые; тавровые; нахлесточные.
Тип соединения и форма подготовки кромок под сварку . Используя ГОСТ 14771-76* «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры». определяем тип соединения и форму подготовки кромок под сварку согласно толщине свариваемых деталей .
ГОСТ 5264-80 предусматривает для стыковых соединений формы подготовленных кромок, представленные на рис. 1 для угловых соединений - на рис. 2; тавровых – на рис.3 и нахлесточных - на рис. 4.
Рис. 1 Форма подготовленных кромок под сварку для стыковых соединений
Рис. 2 Форма подготовленных кромок под сварку для угловых соединений
Рис. 3. Форма подготовленных кромок под сварку для тавровых соединений
Рис. 4. Форма подготовленных кромок под сварку для нахлесточных соединений
.
Стыковые соединения в зависимости от толщины свариваемых листов делятся на несколько типов.
- При толщине листов от 1 до 3 мм применяются стыковые соединения с отбортовкой кромок. - Листы толщиною от 1 до 8 мм свариваются в стык без подготовки кромок.
- Для листов толщиною от 1 до 6 мм применяется односторонняя сварка иногда с остающимися или съемными подкладками;
- Листы толщиною от 3—3,5 мм до 8 мм свариваются с двух сторон.
Предельная толщина металла в этом случае определяется возможностью проплавления всего сечения с одной или с двух сторон.
Для обеспечения провара всего сечения при сварке листов большей толщины делается скос кромок, .
- Для металла толщиной от 3 до 26 мм предусматривается так называемый V-образный односторонний или двусторонний скос кромок.
Как выбрать сварочный инвертор для дачи. Определяемся с характеристиками
Выбрать ценовую категорию — это хорошо, но нужно еще и технические характеристики подобрать. Сначала определимся с электропитанием. Если вы выбираете агрегат для частного использования в доме или на даче, скорее всего, вас больше устроит питание от сети 220 В. Сварочные инверторы есть и от 380 В, но вряд ли дома у кого-то есть такие источники. А если есть — выбирайте трехфазные инверторы. Их намного меньше, но они тоже есть.
Сварочный ток
Как выбрать сварочный инвертор по техническим характеристикам? В этом деле исходят из тех изделий и их толщины, с которыми вы планируете работать. В первую очередь выбирают максимальный сварочный ток, который может выдать агрегат. Обозначается Imax, единица измерения — Амперы.
Есть достаточно четкая зависимость между толщиной металла, с которым вы хотите работать, и током, который нужен будет для сварки. Эта зависимость представлена в таблице.
| Диаметр электродов, мм | Толщина металла, мм | Сварочный ток, Амперы |
|---|---|---|
| 1,5 мм | 1,2 - 2,0 мм | 30 - 75 А |
| 2,0 мм | 1,5 - 3,0 мм | 40 - 100 А |
| 2,5 мм | 1,5 - 5,0 мм | 50 - 120 А |
| 3,0 мм | 2,0 - 12,0 мм | 100 - 150 А |
| 4,0 мм | 4,0 - 20, мм | 120 - 200 А |
| 5,0 мм | 10 - 40 мм | 170 - 270 А |
Если вы собираетесь варить черный металл (уголки, швеллера и т.д.) толщиной не более 1 см, вам достаточно чтобы инвертор мог выдавать 160-180 Ампер. Если хотя бы время от времени, работать придется с большей толщиной, нужен ток до 200 Ампер. Листы железа толще 2 см в быту нигде не используются, так что 220-250 Ампер для дома или дачи явный перебор. Вряд ли стоит переплачивать за ненужную мощность, лучше тогда деньги потратить на приобретение агрегата выше классом (или на хорошую маску-хамелеон , без которой начинающему сварщику будет тяжело).

Кроме сварочного инветрора нужны будут еще защитные рукавицы и маска сварщика. Новичкам в сварочном деле рекомендуют маску-хамелеон
Минимальный ток Imin нужен при сварке инвертором тонких металлов . Если вам нужно будет варить сталь или нержавейку толщиной до 2 мм, вам нужно будет греть свариваемые детали как можно меньше. Тут и понадобится минимальный ток. Как правило нижний предел регулировки 10 А, но есть агрегаты, на которых меньше 30-40 А не выставишь. Они хороши для тех случаев, если для «тонких» операций у вас есть специальное оборудование (например, сварочный полуавтомат).
Важна также организация регулировки силы тока. Она может быть ступенчатой или плавной. Плавная регулировка лучше — она позволяет точнее подобрать режим работы для каждого металла и электрода.
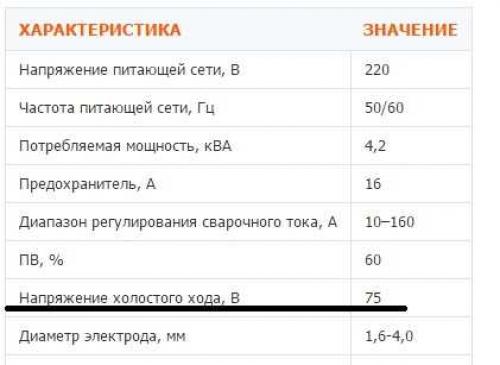
Напряжение холостого хода
Эта характеристика измеряется на включенном оборудовании без нагрузки. Обозначается как Uxx, единица измерения — Вольты (В). Она определяет, насколько легко будет зажигаться сварная дуга и насколько дуга будет стабильна. Диапазон значений — 40-90 В. Чем выше заявлено напряжение холостого хода, тем легче будет идти сварка.
Технические характеристики сварочного инвертора Fubag in 160. Напряжение холостого хода может быть описана так
Питающее напряжение
Как уже говорили, большая часть инверторов работает от сети 220 В. Но на российских сетях более-менее стабильное напряжение поддерживается только в крупных городах. В сельской местности напряжение в 190 В — это уже хорошо. Но инверторные сварочные аппараты тем и хороши, что они нетребовательны к питающему напряжению. Они спокойно варят при 180-190 В, а некоторые модели и при 150 В могут «тянуть» электрод 3 мм диаметром.
Если у вас в поселке напряжение низкое, обратите внимание на этот показатель. Он прописывается обычно просто как «напряжение» и через тире проставляют минимальное и максимальное значение: например 150-245 В. Иногда можно увидеть такую запись: 220 В +10%, -30%. Это значит, что нормально аппарат будет варить, если питающее напряжение будет находится в пределах от 154 В до 244 В (220 В — 30% = 154 В, и 220 В + 10% = 244 В).
Режим работы на максимальном токе
Если работать вам приходится на максимально возможном токе, то агрегату придется давать время остыть. То есть, какое-то время варите, какое-то время отдыхаете. Эти промежутки считаются на 10 минут, обозначается в технических данных как «ПВ на максимальном токе», измеряются в процентах — %.
Например, если в характеристике стоит ПВ на максимальном токе 40%, это значит, что из 10 минут 4 вы можете варить, а 6 будете ждать, пока аппарат остынет. Нормальными характеристиками считаются хотя-бы 50-60%, хорошими — 70% и выше.

Технические характеристики инверторной сварки ТОРУС-165 МАСТЕР (Torus 165 Master)
Учтите, что это требование касается только максимального тока, или близкого к нему. На средних или низких токах необходимости в принудительных остановках нет. Вам все равно придется время от времени менять электроды или положение, двигать деталь. Так что паузы будут.
Вот и все технические параметры, которые нужны. Теперь вы знаете, как выбрать сварочный инвертор по характеристикам. Но и это еще не все. Есть еще и дополнительные функции. Для новичков они могут быть очень полезны. А еще на выбор могут повлиять некоторые эксплуатационные моменты.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.
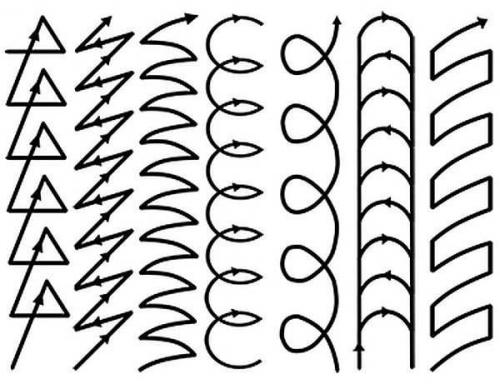
Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.