Практическое пособие по дуговой сварке. Пособие для электросварщика, Ручная и полуавтоматическая электродуговая сварка, Юдин И.Е. Долгополов В.Ф. 1975
- Практическое пособие по дуговой сварке. Пособие для электросварщика, Ручная и полуавтоматическая электродуговая сварка, Юдин И.Е. Долгополов В.Ф. 1975
- Уроки сварки инвертором для начинающих. Виды электросварки
- Как правильно сваривать металл. Тавровое и угловое соединение
- Как убрать сварку с металла. Что стоит учесть перед началом работы
- Техника сварки. Техника ручной дуговой сварки
- Дуговая сварка. Техника ручной дуговой сварки
Практическое пособие по дуговой сварке. Пособие для электросварщика, Ручная и полуавтоматическая электродуговая сварка, Юдин И.Е. Долгополов В.Ф. 1975
Пособие для электросварщика, Ручная и полуавтоматическая электродуговая сварка, Юдин И.Е., Долгополов В.Ф., 1975.Практическое пособие для электросварщика, в котором на основе современных требований даются сведения, необходимые рабочим этой массовой профессии. Некоторые особенности дуги переменного тока. В дуге переменного тока катодное и анодное пятна меняются местами с частотой, определяемой частотой тока. При частоте 50 пер./сек. эта смена происходит 100 раз в секунду. Поэтому в начале и конце каждого полупериода дуга угасает, температура активных пятен и дугового промежутка снижается. Это приводит ik деионизации газов столба дуги и уменьшению электропроводности его.Повторное зажигание дуги требует повышенного напряжения. Для сокращения паузы между гашением и зажиганием дуги в сварочную цепь включают индуктивность, чем обеспечивают непрерывное и устойчивое горение дуги на переменном токе. Весьма эффективно на устойчивость горения дуги переменного тока влияют легкоионизируемые элементы.К основным преимуществам дуги переменного тока следует отнести: относительную простоту и меньшую стоимость оборудования, отсутствие магнитного дутья и наличие катодного распыления окисной пленки при аргоно-дуговой сварке алюминия. Последнее представляет собой процесс бомбардировки сварочной ванны положительными ионами в тот момент, когда изделие бывает катодом, в результате чего разрушается окисная пленка. Содержание. Введение.Общие сведения.Оборудование к инструмент для дуговой сварки.Источники питания сварочном дуги.Полуавтоматы для сварки.Установки для сварки неплавящимся электродом.Установки для плазменной сварки.Электрододержатели для ручной дуговой сварки Принадлежности сварщика.Сварочные материалы для дуговой сварки.Классификация и общие сведения о сварочным материалам.Электродные проволоки для дуговой сварки.Электроды для ручной дуговой сварки.Порошковые проволоки для дуговой сварки.Сварные соединения и швы.Виды сварных соединений.Виды сварных швов.Техника дуговой сварки.Техника ручной дуговой сварки металлическими электродами.Техника аргоно-дуговой сварки.Техника полуавтоматической сварки под флюсом.Техника полуавтоматической сварки в среде углекислого газа.Техника полуавтоматическом сварки порошковой проволокой.Технология дуговой сварки.Технология сварки низкоуглеродистых сталей.Технология сварки среднеуглеродистых сталей.Технология сварки низколегированных сталей.Технология сварки легированных конструкционных сталей.Технология сварки теплоустойчивых сталей.Технология сварки высоколегированных коррозионностойких, жаростойких и жаропрочных сталей и сплавов.Технология дуговой сварки чугуна.Технология дуговой сварки цветных металлов.Напряжения и деформации при сварке.Причины возникновения напряжений и деформаций.Способы снижения напряжений и деформаций при сварке.Дефекты и контроль сварных соединений.Дефекты сварных швов.Способы контроля.Техника безопасности. Бесплатно скачать электронную книгу в удобном формате, смотреть и читать: - fileskachat.com, быстрое и бесплатное скачивание. Ниже можно купить эту книгу по лучшей цене со скидкой с доставкой по всей России. - pdf - Яндекс.Диск.
Уроки сварки инвертором для начинающих. Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
- мягкое горение дуги с характерным шипением;
- сниженное количество брызг;
- равномерный шов по высоте и ширине;
- одинаковое проплавление.
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе -
Рекомендуем для уверенной работы - сварочный инвертор БАРСВЕЛД Profi ARC-187 D
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Как правильно сваривать металл. Тавровое и угловое соединение
Тавровое соединение в сварке представляет собой букву «T», угловое — букву «Г». Тавровое соединение может быть с одним швом или двумя. Кромки также могут разделывать или нет. Необходимость разделки кромки зависит от толщины свариваемых деталей и количества швов:
- толщина металла до 4 мм, шов одинарный — без обработки кромок;
- толщина от 4 мм до 8 мм — без обработки кромок шов двойной;
- от 4 мм до 12 мм — одинарный шов с разделкой с одной стороны;
- от 12 мм кромку спиливают с двух сторон, и шва делают тоже два.
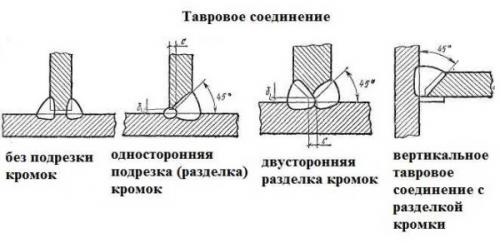
Типы сварных швов: тавровое соединение с разделкой (обрезкой) кромок и без
Угловой шов можно рассматривать как часть таврового. Рекомендации тут точно такие же: тонкий металл можно сваривать без разделки кромок, для большей толщины приходится снимать часть с одной или двух сторон.
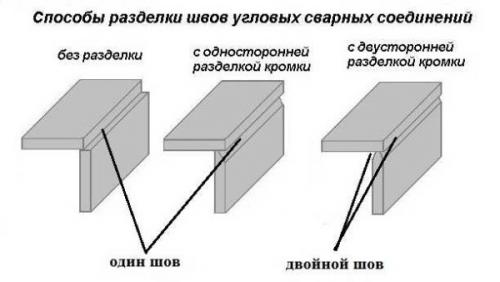
Как подготавливать металл для углового соединения (с одни или двумя швами)
Угловые и тавровые стыки иногда приходится варить с обоих сторон (два шва). Чтобы правильно варить такой шов, детали поворачивают так, чтобы металлические плоскости находились под одинаковым углом. На фото этот способ подписан «в лодочку». Так проще рассчитывать движения электрода, особенно новичку с сварке.
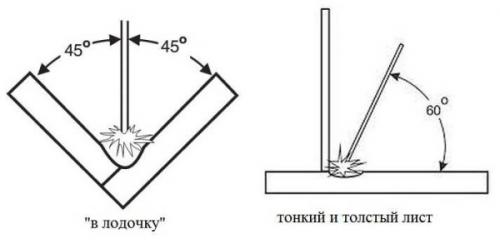
Как варить шов: «в лодочку» и при соединении металлов разной толщины
При соединении тонкого и толстого металла угол наклона электрода должен быть другим — порядка 60° к более толстой детали. При таком положении большая часть прогрева придется на него, тонкий металл не прогорает, что может случиться, если угол наклона будет 45°.
Сварка угловых швов
При сварке угловых швов необходимо следить за положением и движением электрода. У вас должен получаться шов с равномерным заполнением. Проще это реализовать, если выставить детали для сварки «в лодочку», но такое получается не всегда.
Если нижняя плоскость расположена горизонтально, часто получается так, что на вертикальной плоскости, а также в самом углу металла мало: он стек вниз. Это происходит, если в вершине угла электрод находится меньше времени, чем возле боковых его поверхностей. Движение кончика электрода должно быть равномерным. Вторая причина — слишком большой диаметр электрода, который не позволяет опуститься ниже и прогреть нормально место стыка.
Чтобы избежать появления этого дефекта дугу разжигают на горизонтальной поверхности (в точке «А»), двигая электрод к вертикальной поверхности, затем круговым движением возвращют его на место. Когда электрод находится над стыком, он имеет наклон 45°, по мере его продвижения вверх угол чуть уменьшается (рисунок на картинке слева), при переходе на горизонтальную поверхность, угол увеличивается. При такой технике шов будет заполненным равномерно.

Сварка углового шва — положение и движение электрода
При сварке угловых соединений следите еще и за тем, чтобы время нахождения электрода во всех трех точках (по сторонам и в центре) было одинаковым.
Как убрать сварку с металла. Что стоит учесть перед началом работы
Основной составляющей массы холодной сварки является эпоксидный клей. Кроме того, в состав сварки такого типа входят различные ингредиенты, влияющие на свойства состава. В соответствии с этим разные марки холодной сварки могут иметь различные характеристики . Например, время первичного высыхания сварки может меняться от 5 до 20 минут, а время окончательного высыхания – от 12 до 24 часов. При этом даже после истечения времени первичного высыхания полученный шов сварки уже нельзя как-то исправить.
Перед началом работы необходимо учесть, что в составе сварки имеются эпоксидные и аминовые смолы, а также минеральные и стальные наполнители. Все эти вещества могут вредно воздействовать на кожу и на глаза. Кроме того, используемые для удаления холодной сварки растворители (ацетон, уайт-спирит) также могут негативно влиять на кожу или дыхательные органы . Поэтому при выполнении работ по очистке металла от сварки обязательно надо использовать резиновые перчатки, закрывающие запястья на 5-7 см, проветривать рабочее помещение, а после окончания работ хорошо вымыть руки с мылом. Желательно также использовать защитные очки и респиратор .
Если на кожу или в глаза попали продукты зачистки сварки, то надо промыть их проточной водой и обратиться к врачу за помощью.
Поскольку поверхность изделий из металла более твердая и прочная, чем из других материалов, то удаление холодной сварки с металла проще и легче, чем такое удаление, например, с дерева.
При этом вначале необходимо попробовать удалить нежелательные пятна сварки с помощью растворителей, а если такие действия окажутся неудачными, то можно использовать механические средства .
При охлаждении до низких температур большинство клеевых средств, к которым можно отнести холодную сварку, теряют клеящие свойства и могут быть легко отделены от поверхности металла. Такой метод заморозки можно применять при возможности помещения очищаемой детали в морозильную камеру или на улицу, если температура наружного воздуха достигает -15° С.
Техника сварки. Техника ручной дуговой сварки
Данная сварка получила свое название, так как весь процесс розжига дуги, а также контроль ее длины и направление вдоль шва, контролируется непосредственно самим оператором. Трудность работы заключается в том, что требуется хороший опыт в выполнении таких работ, так как от этого напрямую зависит качество получаемого изделия. Перемещать дугу вдоль шва равномерно, при этом совершать правильные колебательные движения и уметь создавать соединение в разных пространственных положениях, новичку будет очень трудно.

Правила техники безопасности при сварочных работах.
Есть несколько моментов, которые выполняются в обязательном порядке при такой сварке:
- Чтобы разжечь дугу, хватает прикоснуться концом электрода к поверхности, а для того чтоб создать дугу, следует его отстранить на 0,5 см. Если это расстояние увеличить, то дуга разорвется. Чтобы все получилось, следует во время отрыва, резко поднять напряжение до 20-25 В.
- Чтобы создать качественный шов, следует контролировать расстояние между швом и электродом, при этом последний должен четко следовать по своей траектории. Если дуга будет чересчур короткой, то шов попросту не сформируется, а если длинной – то металл теряет свою прочность, при этом может наблюдаться сильное разбрызгивание.
Что касается самих швов, то они также бывают разные, все зависит от толщины рабочего материала и от длины самого стыка:
- короткими швами считаются те, что не превышают 25 см, при этом сварка осуществляется методом «на проход»;
- средними швами называют длину до 100 см – метод сварки используется обратноступенчатый, при этом строчка делится на небольшие отрезки длиной в 10-30 см;
- все длинные швы обрабатываются обратноступенчатым методом, но по направлению от центра к краевым сторонам.
Если используемый металл имеет значительную толщину, то сварка осуществляется в несколько прохождений по стыку, так как это обеспечивает снижение напряжения и позволяет избежать деформации.
Дуговая сварка. Техника ручной дуговой сварки
Ручная дуговая сварка отличается от других методов, в первую очередь, необходимостью использования штучных электродов . Рабочий процесс происходит следующим образом: сначала очищают поверхность металлических заготовок от загрязнений, после этого их фиксируют, например, при помощи струбцин, прихваток или магнитных угольников . Источник питания подключают к электросети, один кабель от сварочного аппарата присоединяют к заготовке, другой — к держателю электрода. Далее производят настройку сварочного тока.
Чтобы зажечь дугу, касаются электродом заготовки: кратковременного касания и отведения электрода достаточно для возбуждения дуги. Когда электрод касается изделия, электрическая цепь замыкается — ручная дуговая сварка началась.
Сварщик выполняет работу, совершая равномерное передвижение электрода. Присадочный материал плавится и попадает в сварочную ванну, где смешиваются с расплавленным металлом свариваемых заготовок. После завершения работы осуществляют зачистку получившегося сварного соединения от шлаковой корки и брызг металла.
Процедура соединения металлических конструкций происходит благодаря активному тепловому воздействию сварочной дуги — ее температура, которая может варьироваться от 7 000 до 9 000° С, заставляет металлы плавиться. В жидкое состояние переходят основной металл (из которого выполнены заготовки) и присадочный материал, при кристаллизации которых образуется шов с коркой шлака на поверхности.
Прямая и обратная полярность
Ручная дуговая сварка может производиться на переменном токе (AC) и на постоянном (DC). Во втором случае процесс возможен как на прямой, так и на обратной полярности. При обратной полярности электрод подключается к плюсовому выводу источника тока, а кабель массы вместе с заготовкой — к минусовому выводу. При прямой полярности все наоборот.
От применяемой методики зависит то, насколько глубоко будет проплавляться металл и насколько широкой будет зона расплавления.