Как сделать шаблон для сварки труб. Простой шаблон для резки профильной трубы
Как сделать шаблон для сварки труб. Простой шаблон для резки профильной трубы
В данном обзоре автор покажет, как изготовить универсальный самодельный шаблон, рассчитанный на четыре самых ходовых размера профильной трубы.
Для этого сначала нужно будет вырезать из картона четыре круга диаметром 20, 25, 40 и 50 миллиметров.
Нам потребуются:
- полоса металла шириной 50 мм и длиной 30 см;
- кусок картона;
- маркер для разметки;
- болгарка;
- сварочный аппарат.
Далее необходимо поделить их на 4 равных отрезка — в результате у нас получатся четыре лекала, с помощью которых мы и будем размечать будущий шаблон.
Вообще, существует множество разных кондукторов и шаблонов, которые можно использовать в условиях мастерской.
Если вас интересуют другие похожие самоделки, советуем прочитать статью: как сделать.
Используя лекала из картона, делаем разметку на заготовке из металлической полосы.
Процесс изготовления шаблона
На следующем этапе, после завершения разметочных работ, можно приступать к вырезанию шаблона.
Для этого вооружаемся болгаркой с отрезным кругом и вырезаем из металлической полосы все лишнее.
К краю будущего шаблона автор приваривает неширокую металлическую пластину такой же длины — она будет служить упором нашего будущего шаблона.
После этого можно будет вырезать оставшиеся куски металла в соответствии с разметкой. В завершении останется только доработать шаблон напильником и зачистить с помощью УШМ.
Подробный процесс изготовления шаблона для резки профильной трубы показан на

Шаблон для резки труб под углом программа. Стусло для резки труб
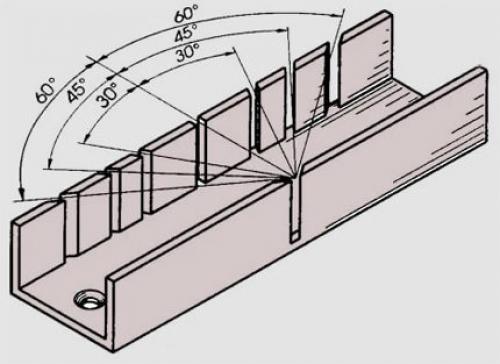
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами. Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла. Преимущество стусла — инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Как сделать седло на трубе. Как сделать седло для трубы под углом 90 градусов

Иногда в дачных, гаражных или домашних условиях необходимо сварить две трубы, так, чтобы торцевая часть одной плотно, без зазоров прилегала к цилиндрической образующей другой. Только в этом случае соединение сваркой или пайкой получится прочным и герметичным. На производстве такая операция выполняется фрезой на станке.

В домашних условиях есть простой метод, который позволяет решить эту проблему с хорошим качеством, при минимальном наборе оборудования.
подготовка
воспользуемся отрезным кругом, установленным консольно на валу электромотора или углошлифовальной машинкой надежно закрепленной на верстаке. установим рабочий стол, так, чтобы его плоскость была параллельна оси, на которой вращается отрезной диск.

Сместим рабочий стол вниз по высоте на половину внешнего диаметра обрабатываемой трубы. Этим мы добьемся симметричности обработки торца.
Разметка профиля торца
Для удобства обматываем конец трубы белым бумажным малярным скотчем.



Абсолютной точности разметки не требуется. Требуемый профиль получится при последующей обработке.
Обработка
Укладываем деталь на поверхность стола, запускаем двигатель диска, и начинаем снимать лишний металл с торцевой поверхности, ориентируясь на разметку.

Крепче держите деталь, не давайте ей кататься по столу! Работайте не торопясь, снимайте металл в несколько переходов, как можно аккуратнее.
Подгонка
Проверим полученный профиль, приложив его к образующей второй трубы.

Зазоры пока еще большие. Не беда, продолжайте подгонку. Постепенно профиль станет подходить к поверхности второй трубы плотно, с минимальными зазорами.

Финиш
Результат получился очень хорошим, зазоры минимальны, теперь можно сваривать или паять. Для серийного производства метод не подойдет из-за большой трудоемкости, но для нужд личного хозяйства подходит оптимально. Набравшись опыта, натренировав глазомер, набив руку, можно научиться обрабатывать торцы труб при соединениях отличных от 90 градусов.
важное по технике безопасности!
желательно, чтобы диск имел защитный кожух, на углошлифовальных машинках он установлен изначально. глаза и лицо надо защитить очками, а лучше прозрачной маской. весь мир давно уже работает в них! на руки необходимо одеть перчатки, лучше спилковые. успехов в работе!Источник
Этот пост может содержать партнерские ссылки. Это означает, что я зарабатываю небольшую комиссию за ссылки, используемые без каких-либо дополнительных затрат для вас. Дополнительную информацию смотрите в моей политике конфиденциальности.
Калькулятор врезки трубы в трубу
Врезка штуцера в трубу. Изготовление шаблонов (рыбок).
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Шаблон рыбка для труб. Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).