Сварка труб своими руками. Оборудование для диффузной раструбной сварки полипропиленовых труб
- Сварка труб своими руками. Оборудование для диффузной раструбной сварки полипропиленовых труб
- Сварка полипропиленовых труб без паяльника. 4 способа пайки полипропиленовых труб без электрического паяльника
- Сварка труб пвх своими руками — пути и методы соединения
- Каковы основные преимущества такого соединения элементов?
- При какой температуре осуществляется сварка ПВХ патрубков?
- Мастеру, запланировавшему сборку системы, потребуется следующий инструментарий:
- Как подготовить материал и инструмент к началу сборки?
- Как осуществляется монтаж полифузным способом?
- Как осуществляется монтаж труб пвх с помощью электрофитинга?
- Сварка пластиковых труб водопровода. Разогрев полипропилена
- Сварка для полипропиленовых труб. Паяльник для полипропилена и другие инструменты
- Сварка полипропиленовых труб в труднодоступных местах. Выбор паяльника
- Сварка полипропиленовых труб таблица. Пайка полипропиленовых труб: таблица температур, инструкция по монтажу + топ лучших пп систем
- Сварка пластиковых труб аппарат. Основные параметры выбора
- Сварка пластиковых труб большого диаметра. Описание технологии сварки
Сварка труб своими руками. Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Сварка полипропиленовых труб без паяльника. 4 способа пайки полипропиленовых труб без электрического паяльника
В данном обзоре мы разберем несколько рабочих способов соединения полипропиленовых труб и фитингов без использования стандартного электрического паяльника. Берите себе на заметку.
Как соединить полипропиленовые трубы без паяльника
Это альтернативный «домашний» вариант в тех случаях, когда под рукой нет сварочного утюга.
Обратите внимание, что данный способ не рекомендуется использовать для соединения ПП труб при монтаже водопровода, находящегося под давлением (например, в частном доме или квартире), поскольку в месте соединения возможна течь, что может привести к неприятным последствиям.
В то же время, этот способ соединения полипропилена вполне пригоден для изготовления различных поделок своими руками и самодельных конструкций из ПП труб.
Чтобы соединить полипропиленовые трубы альтернативным способом, потребуется газовый баллончик с горелкой и специальные ножницы, которые предназначены для резки ПП труб.
Основные этапы работ
К примеру, нам нужно соединить два отрезка полипропилена под прямым углом (90 градусов) при помощи уголка. Сделать это можно без использования сварочного утюга.
Первым делом необходимо замерить металлической линейкой глубину «посадочного места» в самом уголке.
Потом ставим отметку на отрезке полипропиленовой трубы, чтобы понимать, какой именно участок нужно будет прогреть.
Ну а дальше все просто: нагреваем газовой горелкой сначала внутреннюю часть уголка, а потом наружную поверхность полипропиленовой трубы.
Вставляем отрезок ПП трубы в уголок и прижимаем в течение 10-15 секунд. Соединение готово!

Как сделать газовый паяльник для полипропиленовых труб
Для пайки полипропиленовых труб обычно используется электрический паяльник, на который устанавливаются насадки определенного диаметра. А что делать, если нет электричества, а спаять трубы надо?
Тут только два варианта: либо ждать, пока появится электричество (ну или искать, может, у кого есть бензиновый генератор), либо использовать самодельный паяльник, который работает на газе.
В сегодняшней статье мы поделимся с вами идеей автора YouTube канала «100 ПУДОВО» и расскажем, как сделать газовый паяльник для полипропиленовых труб своими руками.
Необходимые материалы:
- пластиковая труба (канализационная);
- удлиненная гайка;
- крепежный(мебельный) уголок;
- скоба из металлического прутка;
- водопроводная муфта;
- насадки для пайки полипропиленовых труб.
Возможно, вам также интересно будет прочитать статью: .
Пошаговый процесс изготовления газового паяльника для ПП труб
Первым делом необходимо сделать основание со «стаканом», в который будет устанавливаться туристический газовый баллончик.
В качестве основания можно использовать кусок доски или фанеры. Также подойдут и другие материалы: ДСП, МДФ или OSB.
«Стакан» можно изготовить из пластиковой канализационной трубы. Отрезаем заготовку подходящей длины, и разрезаем ее вдоль. Потом сверлим два отверстия, уменьшаем до нужного диаметра и фиксируем заклепками.
В принципе, можно не выполнять все эти операции, если получится найти кусок трубы подходящего диаметра, чтобы газовый баллончик стоял вертикально, а не болтался из стороны в сторону.
Устанавливаем «стакан» на основание, после чего фиксируем с помощью мебельного металлического уголка, как показано на фото ниже.
Сварка труб пвх своими руками — пути и методы соединения
В процессе монтажа пластикового водопровода, мастеру нередко удается обойтись без паяльника. Один из вариантов такого комбинирования — химический.
Каковы основные преимущества такого соединения элементов?
К наиболее значимым особенностям рассматриваемого способа совмещения отдельных звеньев конструкции вполне справедливо относят:
- Высокая скорость сборки конструкции без ущерба для конечного результата.
- Используя сочетание без сварки, мастер значительно сокращает вероятность протечки.
- Низкая цена реализации указанных процессов.
Кроме того, холодная сварка составляющих из пвх может выполняться путем склеивания. Данный способ не уступает «горячей» фиксации по итоговому качеству соединения и их стоимости, а иногда и помогает сэкономить, поскольку исключаются затраты на электроэнергию.
При какой температуре осуществляется сварка ПВХ патрубков?

Если речь идёт о «горячих» способах компоновки элементов, то оптимальная температура фиксации составляет 260 градусов, а вот назвать количество времени, которое потребуется для достижения аппаратом такой температуры назвать сложно, поскольку оно зависит от температуры воздуха на момент прогрева устройства.
С помощью горячей компоновки можно эффективно комбинировать участки конструкции самого разного, в том числе и большого диаметра.
Мастеру, запланировавшему сборку системы, потребуется следующий инструментарий:
- Аппарат для спаивания ПВХ стыков, оснащенный подвижным приводом.
- Приспособление для резки материала.
- Спирт или ацетон для обезжиривания элементов.
- Тряпки.
- Рулетка или сантиметр.
- Карандаш или маркер.
Если вы хотите более подробно узнать о таком материале как поливинилхлорид, то тогда переходе по этой ссылке и углубляйтесь в процесс познания.
Как подготовить материал и инструмент к началу сборки?
Подготовка аппарата осуществляется в рамках следующей схемы:

Протон ППТ-1200
- Насадки тщательно протираются заранее приготовленной ветошью и устанавливаются на устройство.
- Прибор включается в сеть и прогревается до рабочей температуры.
- Пока идет прогрев, необходимо проверить состояние резака. Если срез получается ровным, без дефектов, то резак готов к работе, если погрешность все — таки есть, то инструмент необходимо заменить или наточить.
Важно : все используемые материалы должны быть тщательно очищены перед началом сборки. Те изделия, которые входят в устройство недостаточно плотно должны быть заменены. Сварка водопровода пвх своими руками предполагает необходимость предварительной нарезки отдельных частей конструкции для оптимизации последующих манипуляций. Если диаметр деталей, с которыми предполагается работать, превышает 40 мм, то необходимо делать скос. Такая манипуляция позволит избежать дефектов в процессе монтажа.
Как осуществляется монтаж полифузным способом?
Полифузная фиксация труб осуществляется следующим образом:
- Фитинг надевается поверх предварительно прогретой насадки. Стоит помнить о том, что стенки данной детали толще, чем у патрубков, поэтому греть придется более тщательно.
- После фитинга на насадку надевается и часть, с которой он будет соединяться. Последовательность важна, поскольку фитинг прогревается дольше. Более детально процесс прогрева деталей можно рассмотреть в
- Если нагреваемые части достаточно плотно «сидят» на насадках, то допустимым и даже желательным считается их вращение. Такие манипуляции позволят сделать нагрев более равномерным.
- По окончании прогрева обе части следует снять с прибора и аккуратным, неторопливым движением соединить их. После соединения готовую конструкцию необходимо оставить и дождаться её охлаждения.
Как осуществляется монтаж труб пвх с помощью электрофитинга?
Процесс подготовки к началу соединения элементов в рамках рассматриваемого способа осуществляется также, как и при полифузной сварке. После выполнения тщательной очистки труб и соединительных деталей, их можно поместить в электрофитинг. Для того, чтобы начать разогрев деталей, необходимо нажать на кнопку начала работы (обычно «старт»). После того, как детали достаточно нагреются для качественного соединения, нагрев будет прекращен в автоматическом режиме.
 К основным преимуществам рассматриваемого способа соединения труб традиционно относят высокую скорость выполнения спайки, достигаемую без ущерба для качества. Рассматриваемый способ применяется в тех случаях, когда речь идет о больших объемах работ. Как правило, монтаж любых разновидностей труб, в том числе и сварка труб пвх 32 не доставляет существенных сложностей.
К основным преимуществам рассматриваемого способа соединения труб традиционно относят высокую скорость выполнения спайки, достигаемую без ущерба для качества. Рассматриваемый способ применяется в тех случаях, когда речь идет о больших объемах работ. Как правило, монтаж любых разновидностей труб, в том числе и сварка труб пвх 32 не доставляет существенных сложностей.Цена рассматриваемой услуги зависит от многих вспомогательных факторов, таких как диаметр труб, диаметр стыков. Как правило, единицей для измерения выполненных работ используется м.п. — метр погонный. К примеру, прокладка канализационных труб, диаметров в 100 мм в среднем обходится в 300 рублей (100 — 120грн) за метр, при этом монтаж деталей, диаметром в 50 мм будет стоить 150 рублей (40 — 60грн). Цена может меняться в зависимости от текущих условий работы и индивидуальных пожеланий заказчика.
 К основным преимуществам рассматриваемого способа соединения труб традиционно относят высокую скорость выполнения спайки, достигаемую без ущерба для качества. Рассматриваемый способ применяется в тех случаях, когда речь идет о больших объемах работ. Как правило, монтаж любых разновидностей труб, в том числе и сварка труб пвх 32 не доставляет существенных сложностей.
К основным преимуществам рассматриваемого способа соединения труб традиционно относят высокую скорость выполнения спайки, достигаемую без ущерба для качества. Рассматриваемый способ применяется в тех случаях, когда речь идет о больших объемах работ. Как правило, монтаж любых разновидностей труб, в том числе и сварка труб пвх 32 не доставляет существенных сложностей.Сварка пластиковых труб водопровода. Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать :
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.
Сварка для полипропиленовых труб. Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.

Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Сварка полипропиленовых труб в труднодоступных местах. Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором. 
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
 И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Любой паяльник комплектуется парными насадками разного диаметра и подставкой.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника. 
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Сварка полипропиленовых труб таблица. Пайка полипропиленовых труб: таблица температур, инструкция по монтажу + топ лучших пп систем
Важным этапом строительства и ремонта является монтаж канализации и водопроводов. Сборка разводки с помощью полипропиленовых труб значительно упрощает и ускоряет этот процесс.
Прочитав эту статью Вы узнаете, как правильно выбрать трубы для монтажа, какая температура нужна при пайке полипропиленовых систем, время пайки, какие инструменты нужны. Выполнив все рекомендации, Вы получите качественные и долговечные соединения и сможете самостоятельно собрать водопровод.
Пайка полипропиленовых труб
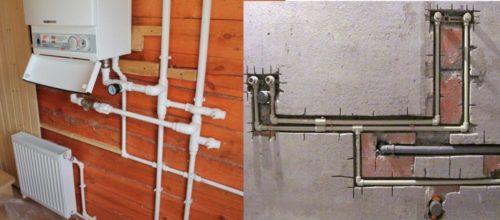
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах

Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками. На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды.
 Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>
Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
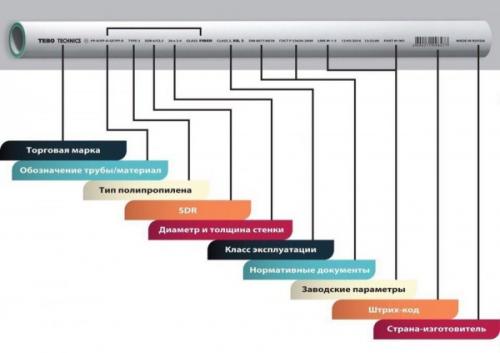
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | ||
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | |||
| 110 | 90 | 10 | 79,6 | 15,1 |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола , с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления . Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Для монтажа бытового водопровода и отопления рекомендуется использовать ПП марки PN-20.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.

Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
 Может Вам будет интересна статья «Канализация для частного дома: этапы строительства, какой септик выбрать» Перейти>>
Может Вам будет интересна статья «Канализация для частного дома: этапы строительства, какой септик выбрать» Перейти>>
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Как правильно паять полипропиленовые трубы ( Таблица пайки и температура их нагрева
Качество пайки зависит от температуры и времени нагрева. Очень важно соблюдать необходимые температурные параметры. Плохо влияет на качество соединения, как перегрев, так и недостаточное нагревание.
- Перегрев ведет к деформации, уменьшению проходимости.
- Не достаточное нагревание ослабляет соединение, что может привести к образованию течи.
Перед Вами таблица температур и времени пайки полипропиленовых труб:
Температура пайки полипропиленовых систем для всех диаметров одинакова и ровна примерно 260°С.
Сварка пластиковых труб аппарат. Основные параметры выбора
Итак, вы решили купить паяльник для полипропиленовых труб. Уже знаете, какого диаметра элементы будете соединять? Как часто планируете использовать инструмент? Какая температура нагрева потребуется? Чтобы у вас не осталось вопросов, предлагаем обратиться к самым важным характеристикам.
- Мощность. Аппараты для пайки пластиковых труб можно условно разделить на две группы. Модели до 1000 Вт, как правило, имеют один нагревательный элемент, поэтому для достижения рабочей температуры потребуется время. Инструменты до 2000 Вт оснащены двумя ТЭНами. От того, используете вы одновременно оба или же только один ТЭН, зависит скорость нагрева. Два нагревательных элемента достигнут рабочей температуры быстрее, и это важно для профессиональной сферы. Если же вы хотите выбрать паяльник для полипропиленовых труб, чтобы самостоятельно заменить трубопровод в квартире, можно обойтись и маломощной моделью. Кстати, цена на нее ниже, и электроэнергии она потребляет меньше.
- Диаметр пайки. Влияет на то, какие по диаметру трубы можно будет соединять паяльником. Зависит от комплекта матриц, которые поставляются с инструментом. Чем больше насадок, тем шире сфера применения. Например, 6 матриц диаметром в 20, 25, 32, 40, 50, 63 мм дают возможность работать с различными элементами: подводками горячей и холодной воды для смесителей, водопроводными трубами в квартире, сливными коммуникациями, дачным трубопроводом. В профессиональной сфере приходится устанавливать трубопроводы и большего диаметра, поэтому есть модели с насадками до 90 – 110 мм.
- Температура нагрева. Как правило, максимальное значение достигает 260 – 300 °С. При выборе паяльника для пластиковых труб следует обращать внимание не только на эту характеристику, но и на возможность ее регулировки. Удобно, если можно устанавливать температуру в диапазоне от 50 до 300 °С, подстраиваясь под свариваемые материалы. Например, для расплавления полиэтиленовых труб (ПЭ) достаточно 220 °С, для полипропиленовых (ПП) – 260 °С.
Сварка пластиковых труб большого диаметра. Описание технологии сварки
На практике используют два метода для соединения трубчатых изделий из полипропилена: муфтовый и стыковой способ.
Принцип технологии пайки полипропиленовых труб отличается простотой, потому что позволяет с минимальными навыками выполнить качественную сварку. Исполнителю потребуется затратить немного сил и средств для достижения результата.
Новички чаще используют муфтовый способ соединения, требующий меньше сноровки. Он основан на применении фасонных деталей. Это прямолинейный отрезок трубы или муфта.
 Муфтовая пайка
Муфтовая пайка
Соединительные элементы отличаются большим диаметром, чем основной трубопровод. В них с двух сторон вставляются прямолинейные элементы коммуникаций на определенную глубину в зависимости от диаметра.
В домашних условиях применяется именно этот вариант стыковки. С его помощью соединяются трубопроводы диаметром до 63 мм.
Принцип муфтового метода заключается в плавлении части наружной поверхности заготовки. Кроме того, внутренней области соединительной детали. После нагрева два элемента плотно соединяются.
Стыковой способ — прямой вариант соединения деталей систем. Он реализуется тоже за счет расплавления ПП элементов, но только в этом случае нагреваются торцы одинакового большого диаметра. Этот метод не предполагает использование фитингов.
Во время сварки полипропиленовых труб большого диаметра не допускаются отклонения от оси соединяемых элементов. Даже небольшой сдвиг приводит к уменьшению внутреннего сечения системы на этом участке.
 Стыковая сварка
Стыковая сварка
Это становится причиной замедления движения жидкости в коммуникации. Для точной стыковки деталей кроме нагревательного инструмента дополнительно применяется система центровки.