Как сварить трубы разного диаметра. Разновидности сварных швов и соединений труб
- Как сварить трубы разного диаметра. Разновидности сварных швов и соединений труб
- Сварка труб под углом гост. ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
- Сварка труб большого диаметра. Самостоятельная сварка пластиковых труб большого диаметра
- Переход на трубу. Переходник (трубы)
- Приварка фланца к трубе гост. Текст документа
- Как сделать переход трубы с большего на меньший диаметр. Как сварить трубы разного диаметра — лепестковый переход
- Сварное соединение труб разных диаметров. Типы сварки труб
Как сварить трубы разного диаметра. Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Сварка труб под углом гост. ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80
Срок действия с 01.07.81
до 01.07.90
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладного кольца;
а - толщина шва;
с - притупление кромки;
В - ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. ( Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2- 33.
Для угловых швов в таблицах приведен расчетный катет.
Сварка труб большого диаметра. Самостоятельная сварка пластиковых труб большого диаметра
Сварка труб большого диаметра
Пластиковые трубы свариваются диффузионным способом. Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм. Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими. Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
Аппарат для сварки габаритных труб
- Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата. Это важно для создания нужного усилия при стыковке частей.
- Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей. После этого обработанных частей нельзя касаться руками.
- Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.
- Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков. Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
- Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
Переход на трубу. Переходник (трубы)
В сантехнике переходом называют деталь, предназначенную для соединения труб двух различных диаметров трубопровода. Переходы используют на промышленных предприятиях, связанных с добычей нефти и газа, на химзаводах. Стальные переходы подразделяются на концентрические и эксцентрические, соответственно для соединения двух труб по центральной оси симметрии трубопровода или по нижней образующей линии. Концентрические переходы изготавливаются методом штамповки или методом центробежного электрошлакового литья. Стальные и нержавеющие переходы применяются на предприятиях нефтяной, газовой и химической промышленности.
В зависимости от качественных характеристик рабочей среды, стальные переходы изготавливают из разных марок стали. Переход стальной для эксплуатации в мало- и среднеагрессивных средах (газ, нефть, нефтепродукты и т.д.) производится из марок углеродистой стали 10, 20, СтЗ. Переход стальной для трубопроводов с рабочей высокоагрессивной средой производится из легированной и высоколегированной стали марок 5ХМ, 15Х5М, 12Х18Н10Т. Повышенные требования к окислению агрессивных сред предполагают использование переходов нержавеющих. Переходы нержавеющие находят применение в пищевой, химической, энергетической и других сферах промышленности. Температурный диапазон эксплуатации переходов составляет от -70 до +450°С при давлении до 16 МПа.
| |
Приварка фланца к трубе гост. Текст документа
Межгосударственный
стандарт ГОСТ 16037-80*
"Соединения
сварные стальных трубопроводов.
Основные
типы, конструктивные элементы и
размеры"
(дата введения в действие
установлена постановлением Госстандарта
СССР
Welded joints in steel pipelines. Main types, design elementsdimensions
Взамен ГОСТ 16037-70
Дата введения 1 июля 1981 г.
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s; s_1 - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
е - ширина сварного шва;
g - выпуклость сварного шва;
дельта - толщина подкладного кольца;
а - толщина шва;
с - притупление кромки;
В - ширина нахлестки;
l - длина муфты;
К - катет углового шва;
K_1 - катет углового шва со стороны разъема фланца;
D_н - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. N 1).
Как сделать переход трубы с большего на меньший диаметр. Как сварить трубы разного диаметра — лепестковый переход
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В статье расскажет, как можно сварить между собой две трубы с разным диаметром.
Изготовление сварных переходов для трубПереходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев.
Что потребуется
Прежде чем браться за работу, следует сначала приготовить все необходимое для предстоящей операции:
- Сварочный аппарат ;
- Резиновая лента;
- Линейка;
- Маркер;
- Бумага;
- Циркуль.
Как сделать лепестковый переход на трубе
Первым делом края свариваемых труб нужно отторцевать максимально ровно.


Далее необходимо разделить окружность большей из труб на восемь абсолютно равных частей. Лучше всего сначала произвести все расчёты и разметку на бумаге.
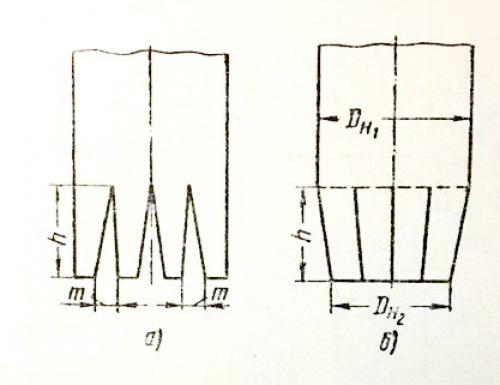
При изготовлении переходов из труб путем вырезки клиньев величина m определяется по формуле:
m = (π(DH1 — DH2)/n)·c
Где:
- m – наибольшая ширина вырезаемого клина в мм;
- DH1 – наибольший наружный диаметр перехода в мм;
- DH2 – наименьший наружный диаметр в мм;
- n – число клиньев;
- с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Когда план будет готов, переносим разметку с масштабного чертежа с бумаги на саму трубу.

Размеченные клинья аккуратно вырезаются при помощи болгарки.

Полученные выступы стягиваются тугой резиновой лентой до нужно диаметра.

В таком состоянии трубы с разным диаметром соединяются и свариваются. По мере надобности бандаж отпускается.

Также завариваются продольные разрезы.


Сварное соединение труб разных диаметров. Типы сварки труб

Вопросы, рассмотренные в материале:
- На какие этапы делится сварка труб
- Какими нормативами регулируются типы сварки труб
- Какие бывают типы сварки труб
- Как проверить качество сварки труб
Для соединения частей трубопроводов используют разные способы, но самым распространенным из них остается сварка. Такой вариант используется как в бытовых условиях, так и в промышленном производстве, позволяя стыковать между собой элементы труб, изготовленные из различных материалов. Благодаря используемым технологиям соединять части трубопроводов можно в любых положениях, что существенно упрощает работу. Среди достоинств такой обработки можно отметить прочность и герметичность полученных соединений. В нашей статье поговорим про различные типы сварки труб.
Этапы и нормативы сварки труб
Работа сварщиков осуществляется в соответствии с требованиями нормативных документов – ГОСТов и СНИПов.
В 1980 г. Госкомитет СССР по стандартам утвердил ГОСТ 16037-80, вступивший в действие в июле 1981 г. и до настоящего времени не утративший силу. Этот стандарт пришел на смену ранее действующему ГОСТу 16037-70. Изменения в документ были внесены единственный раз – в декабре 1990 г.
Требования ГОСТа распространяются на сварные соединения стальных трубопроводов. Руководствоваться его положениями необходимо в следующих случаях:
- при выборе типа соединения заготовок;
- для определения конструктивных элементов и размеров сварных соединений при работе с трубами и арматурой.
Стандарт обязателен к применению, то есть все сварщики в процессе работы обязаны руководствоваться его требованиями. Исключение составляет обработка заготовок, изготовленных из полосового и листового металла.

Монтаж трубопроводов выполняется чаще всего при помощи ручного типа сварки, при ее выполнении необходимо руководствоваться номами ГОСТ 16037-80.
Стандарт предъявляет требования не только к типам сварки труб (стыковым, нахлесточным и угловым), но и определяет подготовительные действия в зависимости от вида работы.
Выполнение соединения элементов требует проведения подготовки, которая состоит из:
- механической зачистки заготовок, в процессе которой удаляется пыль, следы коррозии и оксидная пленка;
- химической обработки, призванной справиться со следами масла, жира, оксидной пленкой;
- разделки кромок.
Прежде чем приступать к монтажу заготовок, выполняют обработку кромок и околошовной зоны, обрабатываемая область составляет около 20–30 мм. С нее необходимо удалить механические загрязнения, следы ржавчины и масложировые пятна.
Качество стыков оказывает существенное влияние на безопасность работы готового трубопровода. Неукоснительное следование нормам Госстандарта при проектировании, формировании технологического процесса и непосредственно при обработке является гарантом необходимого уровня качества шовных соединений.
VT-metall предлагает услуги:
Наилучший эффект достигается при ручной или автоматической обработке трубопроводов. Работа выполняется при помощи плавящегося или неплавящегося электрода (аргонно-дуговая сварка).
Технология сварных работ состоит из трех основных этапов, как то:
- Подготовительный. Он включает две части – подготовку сварщика и предварительную обработку заготовки. Подготовка мастера является важным этапом, обеспечивающим его безопасность в процессе работы. Существенное значение имеет использование специальной защитной одежды и маски, которая предохраняет глаза от ожога яркими искрами.
Предварительная обработка заготовок включает в себя тщательную очистку детали от следов ржавчины, краски и грязи. Перед ручной дуговой сваркой необходима обработка стыков и рядом расположенной зоны. Для этого лучше всего воспользоваться металлической щеткой или наждачной бумагой. В противном случае велика вероятность появления необработанных участков в самом шве.
- Сварочный процесс. Главное при дуговом соединении элементов (неважно выполняется ли работа вручную или при помощи инвертора) – удержание дуги. В первую очередь активируется электрод и возбуждается дуга, после чего можно приступать к формированию шва. Тип шва сварщик выбирает при обработке. Способ работы с электродом и технология работы с трубами зависит от различных факторов – расположения элементов, материала, из которых они изготовлены, предпочтений мастера.
- Проверка качества сварного соединения. После окончания формирования шва необходимо удалить шлак, закрывающий его, а затем выполнить контроль качества готового соединения.