Шаблон для резки профиля под 45 градусов. Резка под 45 градусов
- Шаблон для резки профиля под 45 градусов. Резка под 45 градусов
- Шаблон для труб. Технология обработки труб и арматуры
- Как согнуть профильную трубу под 45 градусов. Гибка профтруб с предварительным нагревом
- Шаблон для резки трубы под 45 градусов. Резка трубы под сорок пять градусов или другим углом
- Шаблон для разметки труб. Способы разметки труб под углом 45 градусов
Шаблон для резки профиля под 45 градусов. Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.

Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор — при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.
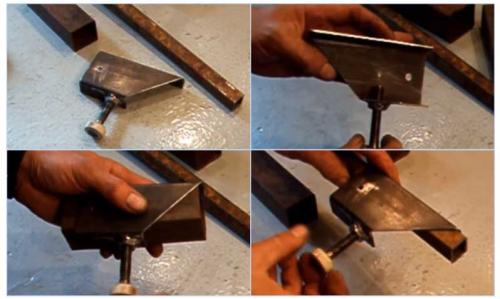
Рис. 3 Отрезание металлопрофиля с помощью стусла
Стусло для резки труб своими руками
Использование шаблона не слишком удобно — приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям. При наличии сварочного аппарата можно сделать простое стусло — направляющие для диска болгарки, не дающие ему уходить в сторону.
Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности. Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.
Шаблон для труб. Технология обработки труб и арматуры
Рассмотрим два примера графического построения развертки.
Пример 1. Графическое построение развертки линии косого реза трубы под углом для изготовления шаблонов сектора сварного отвода.
На разметочной ленте или на листе картона в натуральную величину выполняют вспомогательный чертеж, по которому определяют все размеры, образующие сектор. Для этого из произвольно выбранной точки Ох как из центра циркулем проводят полуокружность, радиус которой равен половине наружного диаметра трубы R. Полуокружность трубы разбивают на n равных частей. Из точек 1, 2, 3 и т. д. проводят прямые, параллельные оси цилиндра, до пересечения с линией косого реза в точках 2′, 3′ и т. д. Далее из точки О проводят прямую, перпендикулярную оси трубы. Пересечение этой прямой с проведенными параллельными прямыми обозначают 10, 20, 30 и т. д. Полученные длины отрезков 10—1, 20—2, 30—3 и т. д. соответствуют значению высот развертки.
После построения вспомогательного чертежа на материале, используемом для изготовления шаблона, наносят прямую, равную длине окружности трубы и разбивают ее на п равных частей (точки 10, 20, 30 и т. д.). Восстановив перпендикуляры в каждой точке деления, откладывают на них соответствующие значения высоты развертки. Полученные точки 2″, 3″ и т. д. соединяют с помощью лекала плавной кривой, являющейся кривой развертки. Вторую половину развертки выполняют аналогично первой.
Вырезанный и свернутый шаблон надевают на прямую трубу и производят разметку.
Пример 2. Графическое построение развертки линии реза при пересечении двух труб разных диаметров под прямым углом, т. е. разметка установки штуцера.
До начала изготовления штуцера из листа картона или толя делают шаблон. Для этого мелом вычерчивают в натуральную величину проекции тройника. Радиусом, равным половине наружного диаметра штуцера, вычерчивают вспомогательную полуокружность, которую делят на равных частей. Из точек 1′, 2′, 3′ и т. д. проводят прямые, параллельные осн штуцера. На пересечении этих прямых с окружностью большой трубы диаметром D получают точки 1″, 2″, 3″ и т. д., через которые проводят линии построения, параллельные оси большой трубы, до пересечения с соответствующими перпендикулярными линиями на первой проекции. Искомые значения высот развертки будут равны длине соответствующих отрезков 1—10, 2—20, 3—З0 и т. д.
Для построения линии развертки штуцера на листе картона, жести или толя проводят прямую, длиной, равной длине окружности трубы диаметром D, и делят на п равных частей. В точках деления прямой 1, 2, 3 восстанавливают перпендикуляры, на которых откладывают соответствующие высоты. Полученные точки с помощью лекала соединяют плавной кривой. Затем вырезают шаблон, надевают его на трубу и по нему делают разметку для последующей вырезки.
Графическое построение развертки линии реза при пересечении двух труб одинаковых диаметров под прямым углом производят аналогично предыдущему примеру. Отверстие в трубе размечают по готовому штуцеру.
Для разметки на наружной поверхности трубы осевых линий, а также линий или точек, расположенных под любым углом к плоскости перпендикулярного сечения трубы, пользуются специальным приспособлением. Приспособление состоит из корпуса с опорной призмой, делительного диска, уровня и кернера. Диск может поворачиваться на 90° в обе стороны от вертикальной риски, нанесенной на корпусе. При разметке осевой линии приспособление устанавливают на трубу так, чтобы уровень находился в горизонтальном положении (делительный диск установлен на отметке 0). Перемещая приспособление трубы и следя за тем, чтобы уровень сохранял горизонтальное положение, кернером наносят на трубе ряд точек, через которые проводят осевую линию. При разметке линии под углом диск устанавливают на заданный угол и приспособление перемещают по окружности изделия до тех пор, пока уровень вновь не примет горизонтальное положение.
Разметка является трудоемкой операцией и, как правило, ее выполняют только в единичных случаях. В условиях трубозаготовительных баз и заводов трубы обрабатывают без разметки с помощью специальных приспособлений и станков, не требующих предварительной разметки.
Как согнуть профильную трубу под 45 градусов. Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Шаблон для резки трубы под 45 градусов. Резка трубы под сорок пять градусов или другим углом
При различных работах домашние мастера иногда сталкиваются с необходимостью разметки и резки труб под сорок пять градусов.
Существует большое количество приспособлений промышленного производства для резки труб под разными углами, но стоимость таких устройств достаточно высока. В статье будут рассмотрены способы разметки труб под рез в 45 градусов в домашних условиях, без использования дорогостоящих приспособлений.
Разметка и резка профильной трубы
Разметка профильной трубы с первого взгляда представляется достаточно простым делом. Однако, скругленные углы при ручной разметке будут давать серьезную погрешность. По этой причине, удобнее будет сделать простейшее приспособление для разметки профильной трубы. Резка трубы из метала под 45° при использовании этого приспособления упрощается в разы.
Приспособление для резки труб под сорок пять градусов представляет собой отрезок п-образного стального профиля, отрезанный под углом в 45 градусов. Размеры профиля подбираются таким образом, чтобы в него свободно помещалась размечаемая труба. Для изготовления данного приспособления понадобятся следующие инструменты:
- Угломер;
- Чертилка по металлу;
- Угловая шлиф-машина (болгарка);
- Отрезной диск;
- Напильник.
Изготавливается такое приспособление для резки труб достаточно просто. Его удобно использовать для нарезки большого количества труб, например для сварки каркаса ворот из профнастила .
Из профиля вырезается заготовка длиной порядка 20-30 сантиметров. С помощью угломера на одном из торцов отрезка размечается угол в 45 градусов. После разметки, с помощью болгарки профиль разрезается. На полученном шаблоне необходимо проконтролировать точность угла. При необходимости шаблон дорабатывается напильником.
Резка трубы под сорок пять градусов с помощью такого шаблона существенно упрощается. Заготовку трубы вкладывают в шаблон и размечают с помощью чертилки. При разметке необходимо проконтролировать длину заготовки. После этого труба разрезается по нанесенным меткам с помощью болгарки.
Труба надрезается по диагональным линиям с двух сторон, после чего прорезаются прямые линии разметки. Такое приспособление для резки труб под углом существенно экономит время и деньги.
Разметка и резка труб под углом круглого сечения
Когда необходимо разрезать круглую трубу под углом в 45 градусов, приспособление, рассмотренное выше, может не подойти. Резка трубы под 45 градусов в этом случае производится по бумажным лекалам, обернутым вокруг заготовки. Лекало для разметки можно скачать тут .
Такие лекала распечатываются из специальных компьютерных программ. Также в интернете можно найти и распечатать уже готовые лекала под наиболее распространенные типоразмеры труб. Какой бы способ резки труб не был выбран, необходимо следить за точностью нанесения разметки. От этого зависит точность реза.
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Где LОбщ– длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1= L – S – длина прямого участка, м;
L2= L1-S‑длина второго прямого участка, м; .
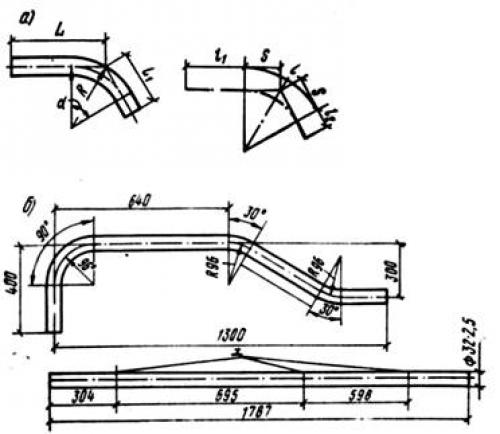 Рисунок 1. Разметка трубы для изгиба
Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
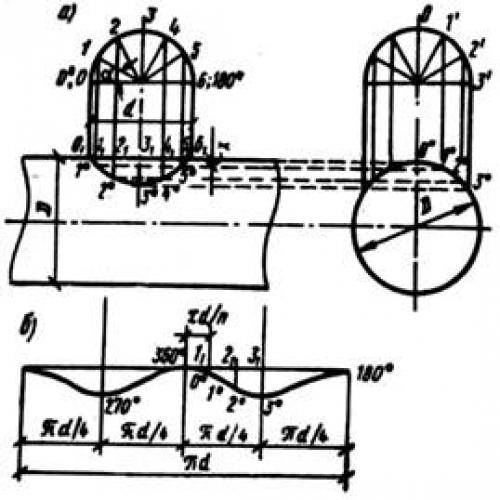 Рис. 5. Разметка пересечения двух труб
Рис. 5. Разметка пересечения двух труб
- а – построена для изготовления шаблона;
- б – шаблон.
Шаблон для разметки труб. Способы разметки труб под углом 45 градусов
Резка трубных заготовок под углом 45° наиболее востребована при монтаже тепловых магистралей, канализационных сетей, газопроводных систем. Для этих целей используют трубы из черных металлов и нержавеющей сталей цилиндрического сечения, небольшого и среднего диаметра – 20-500 мм.
Одной из основных задач при резке труб под углом 45 градусов является точность измерения угла и ровность среза трубы, чтобы при стыковке соединяемые элементы совпали с точностью до миллиметра. Особенно это касается тонкостенных труб – при малейшей погрешности реза стенки соединяемых труб не смогут соединиться в нужной конфигурации. Поэтому пристальное внимание необходимо уделить точности раскроя.
Разметка труб круглого сечения
При отсутствии производственного шаблона можно воспользоваться лекалом из бумажного листа квадратной формы. Для выполнения разметки трубы выполняют следующие действия:
- Квадратный лист сложить строго по диагонали, совместив противоположные углы. Длина диагонали лекала должна равняться величине окружности заготовки.
- Сложенный лист оборачивается вокруг трубы. Важно следить, чтобы сторона лекала, находящаяся ближе к торцу заготовки, была строго перпендикулярна центральной оси.
- В месте будущего среза выполняется пунктирная разметка.
- Далее происходит резка трубы.
Важно! Рассматривая способы резки, необходимо учитывать материал труб. Выполнять раскрой медных и стальных заготовок диаметром до 65 мм легче бумажным лекалом. Для разметки толстостенных стальных труб большого сечения лучше использовать шаблоны из паронита.
Разметка труб квадратного и прямоугольного сечения
Чтобы изготовить лекало для разметки профильной трубы целесообразней использовать аналогичную заготовку только бОльшего сечения. Разметка на заготовке выполняется единожды с помощью инженерной линейки или транспортира. В полость готового шаблона вставляется профиль, выполняется разметка и последующая резка.
