Как сварить трубу под углом 45 градусов. Сварка труб под углом 45 градусов
- Как сварить трубу под углом 45 градусов. Сварка труб под углом 45 градусов
- Как согнуть круглую трубу с помощью болгарки. Как гнуть трубу из металла
- Как подогнать трубу к трубе. 4 основных способа сварки труб между собой
- Как сварить круглую трубу под 45 градусов. Как варить трубы под любым углом
- Соединить круглую трубу под 90 градусов. Как сделать отвод 90 градусов из трубы
Как сварить трубу под углом 45 градусов. Сварка труб под углом 45 градусов
Сварка неповоротных стыков труб (при расположении трубы под 45°)
Темы: Сварка труб, Сварные соединения, Сварные швы, Ручная дуговая сварка.
Особенность сварки заключается в расположении шва в пространстве. Необходимо иметь навык в сварке швов во всех пространственных положениях.
Корень шва.
Рассмотрим рисунок 1. Валик - 1 выполняется электродом диаметром 3 мм узким валиком с потолочного положения. Сварочный ток - в диапазоне 80-95 А на все положения. Труба делится на 2 участка вертикальной осью. Каждый участок на три (I, II, III) положения. Положение I - потолочно-горизонтальное, положение II - ветикально-горизонтальное и положение 111 - нижнее. «Замки» выполняют так же, как описано в разделе 3.6. Дуга короткая.
Наклон электрода при сварке потолочно-горизонтального положения выдерживать под 90° к обоим поверхностям трубы. Сварку начинать «углом назад». После прохода самой нижней части шва переходить на сварку «углом вперед». При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали 1-го участка влево, 2-го участка вправо. Сварку производить «углом вперед», как показано на рис. 68. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° к поверхности трубы.

Рисунок 1. Корень шва.
Заполнение разделки.
Рекомендуются два варианта:
Первый вариант. Второй валик (второй слой) выполняется в один проход электродом диаметром 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку-корневой валик - и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом - поперечное, минимальное.
Второй вариант. Второй слой электродом диаметром 3 мм (рис. 1) выполнять следующим образом. Потолочная и нижняя зоны выполняются в несколько проходов в зависимости от ширины разделки. Вертикальная зона выполняется в один проход. Первый валик (2) потолочного положения выполняется на нижнюю часть разделки, которая является как бы полочкой шириной 1-1,5 диаметра электрода с покрытием, как наплавка в потолочном или горизонтальном положении до положения (вертикально-горизонтального), когда необходимо переходить на вертикальную сварку. Второй валик (3) начинать, отступив от начала первого валика на 5-10 мм, который является площадкой для второго. Техника сварки та же, что и первого валика. Выйдя на горизонтальный уровень (2-го) валика (нежелательно в этом месте делать остановку или замену электрода), начать сварку по всей ширине разделки, проплавив кратер первого валика. Техника сварки как вертикальных швов, только с каждым шагом манипулирование электродом, помимо подъема, производить, смещая электрод по горизонтали, стараясь сохранить ширину слоя, набранную в потолочном положении двумя валиками. Таким способом сварку производить до положения (нижнего), когда возникает трудность управлять жидкой ванной по всей ширине. В этом случае необходимо перейти на сварку в несколько проходов так же, как и в потолочном положении. Первый валик закончить за горизонтальной линией как можно дальше, но не допуская подтека и нависания на предыдущий шов другого участка. Последующий валик закончить чуть раньше на 5-10 мм, чем первый. Каждый предыдущий валик является площадкой для последующего, это способствует нормальному управлению сварочным процессом. В той же последовательности выполнить вторую половину стыкового соединения (2-го участка), предварительно (при необходимости) зачистив, подрубив начало и окончание каждого прохода. Последующие слои (рис. 2) выполняются так же, не забывая оставлять в каждом слое незаполненную разделку на ширину электрода с покрытием между предпоследним валиком и верхней кромкой разделки в потолочной и нижней зоне. При сварке больших толщин зона вертикально-горизонтальная при большой ширине разделки выполняется также в несколько проходов.
Как согнуть круглую трубу с помощью болгарки. Как гнуть трубу из металла

Актуальные способы деформации металлоизделий
Рассмотрим подробнее каждый из перечисленных на схеме способов
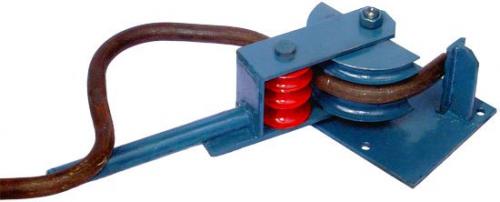
Инструмент арбалетного типа с гидравлическим приводом
Гидравлический трубогиб применяется для работы с толстостенными стальными трубами, для деформации которых требуется большое усилие.
Инструкция применения инструмента следующая:
- Деформируемая деталь располагается между металлическими направляющими и прижимными вальцами;
- За счет гидравлического сдвигания прижимных вальцов задается радиус и угол сгиба;
- заготовка прокатывается через направляющие и прижимные вальцы, за счет чего получается необходимая форма.
Применение гидравлического трубогиба за счет подбора вальцов требуемой конфигурации позволяет работать с заготовками с традиционным круглым сечением и с профильными модификациями.

Моторизированный станок для работы с профильной трубой
Для повышения производительности гидравлический инструмент может дополняться электрическим приводом на вальцы. В результате вам придется выставить необходимые параметры сгиба и следить за процессом работы не прилагая физических усилий.
Ручной трубогиб по своей конструкции аналогичен гидравлической модификации. Основным отличием является то, что расположение прижимных вальцов задается не гидравлическим приводом, а мускульным усилием.
Простейший ручной трубогиб ТР-1
Из-за конструктивных отличий ручной трубогиб применяется для работы с трубами с малой толщиной стенок и с небольшим диаметром поперечного сечения. Главным преимуществом ручного инструмента является доступная цена и возможность изготовления своими руками .
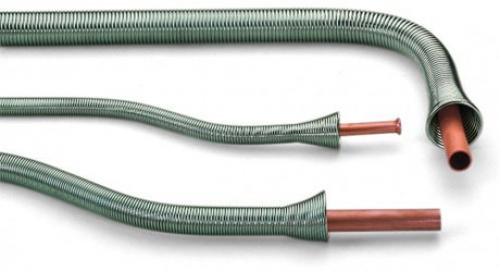
Чтобы согнуть медную трубу используем внешнюю пружину
Применение наружных пружин актуально при работе с тонкостенными трубами с круглым сечением малого диаметра. Для увеличения эффективности деформации металлические стенки на участке растяжения можно дополнительно разогревать паяльной лампой.
Инструкция деформации следующая:
- Подобранная по диаметру сечения специальная пружина надевается на поверхность трубы и проталкивается к месту сгиба, так чтобы участок деформации располагался примерно посредине трубы;
- Участок, на котором выполняется деформация по внешней стороне разогревается паяльной лампой;
- Труба берётся руками с обеих концов и аккуратно с усилием сгибается до получения требуемого угла и радиуса;
- После остывания металла пружина снимается.
Зачем нужна пружина?
Независимо от того какую пружину вы используете внешнюю или внутреннюю, она не дает стенкам трубы деформироваться неравномерно. То есть, стенки трубы на участке сгиба повторят форму пружины.
Для этого специальные пружины изготавливаются из твердых марок нержавеющей стали. Для того чтобы пружина после использования легко снималась ее поверхность делается гладкой.

Песчаная засыпка вместо внутренней пружины
Использование песчаной засыпки — это возможность придать трубе более или менее равномерный радиус и угол сгиба без сильных сминаний стенок.
Как подогнать трубу к трубе. 4 основных способа сварки труб между собой
Для сварки труб между собой существует несколько способов, выбор которых будет зависеть от типа соединения:
- Сварка встык – при этом методе детали находятся напротив друг друга, к примеру, это концы двух труб.
- В тавр, или тавровый стык – чаще всего этот способ используют при врезании в трубу под углом 90°, то есть расположенных перпендикулярно друг к другу (в форме буквы «Т»).
- Внахлест – применяют для повышенной герметичности при сборке двух труб, а также при разнице в диаметрах или при наличии неровностей. При таком методе конец одной трубы развальцовывают (увеличивают диаметр края при помощи специального приспособления, растягивают ее поверхность изнутри) и затем надевают ее на край другой трубы.
- Угловое соединение – это процесс сварки квадратных или круглых труб с определенным углом относительно друг друга. Обычно используют стандартные значения – под углами 45°, 60° или 90°.

Преимущественно для угловой сварки применяются стальные трубы. Такое соединение участков используют и при изготовлении арматур из конструкционных сплавов, и при производстве труб из высоколегированных сталей. Для металлических изделий с разными свойствами требуются различные технологии сварки и определенный тип электродов.
С помощью сварки (пайки), помимо прочего, можно соединять также алюминиевые или медные трубы. Правда, в таких случаях необходим специальный аргонодуговой аппарат, возбуждающий электрическую дугу в среде инертного газа (аргона). При этом в качестве электрода может быть использована обычная медная или алюминиевая проволока.
Кроме того, применяя технологию термической сварки давлением, можно соединить и полимерные трубы. Эту технику даже используют для изготовления сегментарных фитингов, собираемых из вырезанных фрагментов труб.
Как сварить круглую трубу под 45 градусов. Как варить трубы под любым углом
Как варить трубы под разным углом в 45 и 90 градусов
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.

Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.

Можно для разметки труб использовать и небольшую емкость с водой, однако этот способ подходит для разметки труб не слишком большого диаметра. Сделав на емкости требуемый угол и наклонив её, можно опускать трубу в воду. После этого потребуется достать трубу и аккуратно обвести полученную метку. Ну а о том, как варить швеллера, вы можете прочесть.
Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.

Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.

Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
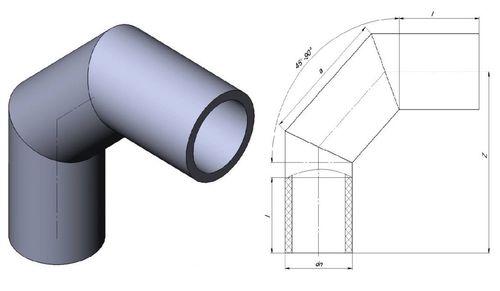
Соединить круглую трубу под 90 градусов. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.