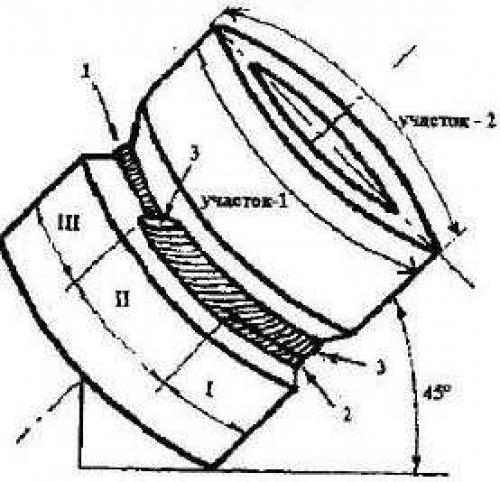
Неповоротные стыки






Последние обновления на сайте:
1. Электроды для инверторной сварки. Какие сварочные электроды лучше купить2. Уроки для начинающих сварщиков. Технология сварочных работ
3. Чем пилить алюминий болгаркой. Почему опасно резать алюминий болгаркой
4. Как торцовочной пилой пилить углы. Что делает торцовочная пила
5. Торцевание без торцовочной пилы. Как сделать торцовку из циркулярки?
6. Как резать плинтуса на потолок. Плинтуса на потолок: как резать углы?
7. Как резать углы потолочного плинтуса в домашних условиях. Как правильно резать углы потолочного плинтуса под потолком
8. Газовая сварка профильной трубы. Газовая сварка
9. Мастер дал полезные советы. 92 полезные хитрости для домашних мастеров
10. Как состыковать плинтус и наличник двери. Как состыковать наличник с плинтусом?
11. Укладка пола без плинтуса. Как сделать пол без плинтуса?
12. Сварка инвертором для начинающих. Особенности сварочного инвертора
13. Особенности сварки тонкого металла инвертором. Особенности технологии
14. Режем болгаркой металл правильно. Правила резки металла болгаркой
15. Онлайн калькулятор для расчета высоты трубы дымохода. Калькулятор расчета сечения дымохода твердотопливной печи или котла
16. Расчет дымохода для дровяной печи и бытовых котлов. Длина
17. Как отрезать круглую трубу под углом. Резка труб большого диаметра
18. Установим межкомнатную дверь без порога. Комплектация межкомнатных дверей
19. Способы соединения дверной коробки. Разновидности дверных коробов
20. Как распилить наличник вдоль в домашних условиях. Как правильно распустить наличник вдоль его длины
21. Бумажное лекало для трубы
22. Как ровно отрезать пластиковую трубу. Как нарезать пластиковые трубы без специальных инструментов и опыта
23. Как правильно обрезать напольный плинтус. Классический способ подрезки
24. Лобзик пилит под углом, как исправить. Как износ и качественная сборка влияют на кривизну распила
25. Зарезка плитки под 45 градусов. Как правильно нарезать плитку под 45 градусов
26. Как работать болгаркой правильно. Подготовка
27. Как правильно держать болгарку при резке металла. Основные правила безопасности по работе с металлом
28. Как болгаркой отпилить профильную трубу ровно одним резом. Как ровно отрезать трубу болгаркой
29. Как клеить потолочные плинтусы из пенопласта и как резать углы. Особенности резки плинтусов из разных материалов
30. Как клеить потолочный плинтус из пенопласта на шпаклевку. Подготовка плинтуса к монтажу
31. Калькулятор расчета среза трубы под углом. Шаблоны можно распечатать в натуральную величину
32. Рез профильной трубы под разными углами. Как правильно резать трубы из разных металлов под 45 градусов и 90 градусов
33. Приспособление для резки плитки под 45 градусов. Этапы работы
34. Как стыковать углы напольного плинтуса. Как правильно стыковать углы напольного плинтуса
35. Как стыковать деревянный плинтус в углах.
36. Запиливаем углы по. Чем можно сделать заусовку плитки под 45 градусов?
37. Точный рез под углом без торцовки. Диаметр диска. Посадочное отверстие. Угол заточки
38. Простая техника резки металлического уголка. Так чем же можно разрезать металлический уголок?
39. Как пилить под углом. Как распилить древесину под углом?
40. Дешевая торцовочная пила или дорогое прецизионное стусло?
41. Все о прецизионном стусле. Прецизионное поворотно-наклонное профессиональное стусло 550 — 600 мм.
42. Как использовать стусло для потолочных плинтусов. Как резать потолочный плинтус
43. Как сделать внешний угол потолочного плинтуса. Потолочный плинтус –, как сделать угол?
44. Как обрезать потолочный плинтус правильно. Особенности резки разных материалов
45. Как резать багеты для стыковки в углах. Как зарезать багет. Технология порезки профиля. Стыковка и соединения углов
46. Как запилить потолочный плинтус. Резка углов
47. Потолочный плинтус- правильно режем в стусле. Инструменты для резки плинтуса
48. Как резать углы плинтуса без стусла. Использование стусла
49. Как без стусла резать багеты. Как отрезать угол с помощью стусла
50. Как нарезать без стусла багеты на углы. Как вырезать угол с помощью стусла