Сварка труб под углом 45 градусов. Правила техники безопасности
Сварка труб под углом 45 градусов. Правила техники безопасности
Приступая к соединению поворотных стыков труб или неповоротных аналогов, нужно знать, что работы такого типа имеют высокий уровень опасности. Поэтому необходимо выполнять определенные требования.
Соединение трубных изделий встык посредством газовой или электрической сварки необходимо выполнять на специально оборудованных площадках, которые имеют специальное оснащение, включая различные средства защиты от электрической дуги. Эти элементы распределяются так, чтобы присутствующие поблизости люди были полностью изолированы.

Для соединения трубных изделий, имеющих большое диаметральное сечение и вес свыше 20 кг, рекомендуется использовать специальные подъемники. Вход на площадку требуется освободить, его ширина не может быть менее 1 м. Рабочие температурные значения в помещении должны поддерживаться в пределах +160С. Обязательным условием считается наличие вентиляционной системы и свободное пространство.
Согласно технологии осуществления работ, предполагающих использование сварочного оборудования, все металлические детали и элементы должны быть заземленными (прочитайте также: " Виды технологий сварки труб – преимущества и недостатки способов "). Аналогичные требования предъявляются для корпуса трансформатора и рабочего места. Применение сварочного устройства допускается только с изолированными проводами и кабелем.
Как уже говорилось выше, соединение неповоротных стыков трубы выполняется несколькими способами, которые напрямую зависят от того, как расположена труба.
Как правильно варить катушку. Настройка режима сварки
Качественная сварка труб под просвет во многом зависит от правильно настроенного режима сварки. Тема режимов сварки очень обширная и сложная. Мы уже рассказывали вам некоторые особенности тут , тут и тут . Что касается настройки режима при работе с трубами, то нужно ориентироваться на толщину стенок и применяемые электроды. Нет однозначных рекомендаций, какая сила тока лучше, ведь каждый случай индивидуален. Так что вам поможет только метод проб и ошибок.
Что касается остальных параметров режима сварки, то дуга должна быть короткой, скорость сварки должна быть не слишком быстрой и не слишком медленной. Иначе будут непровары или прожоги. Также рекомендуем установить прямую полярность и постоянный ток. Это общие рекомендации. Мы не рассказываем о напряжении дуги и прочих параметрах, потому что они тоже индивидуальны для каждого типа работ. И подбирать их нужно непосредственно на месте.
Также следите за технологическим окном. Технологическое окно — это небольшое углубление, которое образовывается при оплавлении кромок. Для вас, как для сварщика, технологическое окно — это самое главное. Поскольку благодаря ему вы можете наблюдать за процессом сварки и в любой момент заметите, если что-то пойдет не так.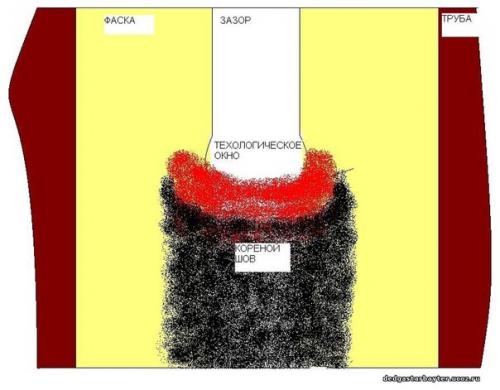
Словом, чтобы выбрать режим и правильно сварить корень шва под просвет нужно много практиковаться. Только так вы поймете, какие настройки оптимальны. Если это ваша первая профессиональная сварка труб, то спросите совет у более опытных коллег по цеху.
Технология сварки трубы под 45 градусов. Технология электродуговой сварки металлических труб
Электродуговая сварка имеет технологические нормативы и особенности проведения в зависимости от материала, толщины стенки и целевого назначения труб.
Сварка неповоротных стыков труб
Соединение неповоротных стыков осуществляется тремя способами, которые зависят от расположения:
- по вертикали;
- по горизонтали;
- при угле в 45 градусов.
Вертикальный способ включает в себя 4 этапа:
- Сварка трубы с созданием корневого валика. Наиболее важный этап с формированием стыка, который будет являться основой для всей работы. Наклон электрода относительно поверхности: «угол назад». Следует корректировать длину дуги: при недостаточном проплавлении - устанавливать короткую, при нормальном – среднюю. Нахождение сварного валика долгое время в жидком состоянии ведет к возникновению дефектов. Поэтому при большом объеме сварочной ванны скорость варки уменьшают.
- Наварка трех валиков, осуществление заделки. Выполнение валиков происходит при повышенном режиме. В зависимости от направления шлака применяется сварка прямоугольная или под «углом назад». Верхний край последнего валика обязан иметь минимальную величину до верхней кромки. Обычно равна диаметру электрода.
- Формирование замка в начале и конце валиков. Сформированный замок является началом валика со смещением от предыдущего на 5 мм. Осуществляя стык, валик должен быть исполнен по всей длине беспрерывно.
- Осуществление сварки на лицевой стороне. Выполняется на высокой скорости и имеет своей целью формирование плоской поверхности. Сварка заканчивается, заходя за начало шва.
Как варить профильную трубу под 45 градусов. Сварка труб под углом 45 градусов
Сварка неповоротных стыков труб (при расположении трубы под 45°)
Темы: Сварка труб, Сварные соединения, Сварные швы, Ручная дуговая сварка.
Особенность сварки заключается в расположении шва в пространстве. Необходимо иметь навык в сварке швов во всех пространственных положениях.
Корень шва.
Рассмотрим рисунок 1. Валик - 1 выполняется электродом диаметром 3 мм узким валиком с потолочного положения. Сварочный ток - в диапазоне 80-95 А на все положения. Труба делится на 2 участка вертикальной осью. Каждый участок на три (I, II, III) положения. Положение I - потолочно-горизонтальное, положение II - ветикально-горизонтальное и положение 111 - нижнее. «Замки» выполняют так же, как описано в разделе 3.6. Дуга короткая.
Наклон электрода при сварке потолочно-горизонтального положения выдерживать под 90° к обоим поверхностям трубы. Сварку начинать «углом назад». После прохода самой нижней части шва переходить на сварку «углом вперед». При сварке вертикально-горизонтального положения (II) сварочную ванну поддерживать так, как при сварке вертикальных швов, только с постоянным смещением по горизонтали 1-го участка влево, 2-го участка вправо. Сварку производить «углом вперед», как показано на рис. 68. Сварку положения III заканчивать, как нижнее положение, с наклоном электрода 90° к поверхности трубы.

Рисунок 1. Корень шва.
Заполнение разделки.
Рекомендуются два варианта:
Первый вариант. Второй валик (второй слой) выполняется в один проход электродом диаметром 3 мм на повышенном сварочном токе, проплавляя и соединяя нижнюю кромку-корневой валик - и верхнюю кромку. Скорость сварки меньше, чем при сварке корневого валика. Манипулирование электродом - поперечное, минимальное.
Второй вариант. Второй слой электродом диаметром 3 мм (рис. 1) выполнять следующим образом. Потолочная и нижняя зоны выполняются в несколько проходов в зависимости от ширины разделки. Вертикальная зона выполняется в один проход. Первый валик (2) потолочного положения выполняется на нижнюю часть разделки, которая является как бы полочкой шириной 1-1,5 диаметра электрода с покрытием, как наплавка в потолочном или горизонтальном положении до положения (вертикально-горизонтального), когда необходимо переходить на вертикальную сварку. Второй валик (3) начинать, отступив от начала первого валика на 5-10 мм, который является площадкой для второго. Техника сварки та же, что и первого валика. Выйдя на горизонтальный уровень (2-го) валика (нежелательно в этом месте делать остановку или замену электрода), начать сварку по всей ширине разделки, проплавив кратер первого валика. Техника сварки как вертикальных швов, только с каждым шагом манипулирование электродом, помимо подъема, производить, смещая электрод по горизонтали, стараясь сохранить ширину слоя, набранную в потолочном положении двумя валиками. Таким способом сварку производить до положения (нижнего), когда возникает трудность управлять жидкой ванной по всей ширине. В этом случае необходимо перейти на сварку в несколько проходов так же, как и в потолочном положении. Первый валик закончить за горизонтальной линией как можно дальше, но не допуская подтека и нависания на предыдущий шов другого участка. Последующий валик закончить чуть раньше на 5-10 мм, чем первый. Каждый предыдущий валик является площадкой для последующего, это способствует нормальному управлению сварочным процессом. В той же последовательности выполнить вторую половину стыкового соединения (2-го участка), предварительно (при необходимости) зачистив, подрубив начало и окончание каждого прохода. Последующие слои (рис. 2) выполняются так же, не забывая оставлять в каждом слое незаполненную разделку на ширину электрода с покрытием между предпоследним валиком и верхней кромкой разделки в потолочной и нижней зоне. При сварке больших толщин зона вертикально-горизонтальная при большой ширине разделки выполняется также в несколько проходов.