Сварка водопроводных труб электросваркой. Подбор электродов
- Сварка водопроводных труб электросваркой. Подбор электродов
- Как варить трубы отопления. Сварка металлических труб отопления
- Сварка труб без отрыва дуги
- Сварка труб электродом. Выбор электродов для электросварных труб
- Какой сваркой варить трубы отопления. Как выполнить правильный шов
- Сварка труб разного диаметра. Процесс соединения двух металлических труб разного диаметра в отсутствии фитингов
Сварка водопроводных труб электросваркой. Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:- С неплавящейся серединкой . Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой . В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С) . Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA) . Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR) . Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC) . Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B) . Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: " Разновидности электродов для сварки труб – выбираем подходящие ".
Как варить трубы отопления. Сварка металлических труб отопления
Использование металлических труб отопления диктует жесткие требования к качеству их соединения. Стык труб должен быть герметичным и надежным, что особенно важно при сильных температурных нагрузках.
Больше полезных материалов:
Сварка труб отопления является одним из самых востребованных и распространённых способов использующихся для объединения теплоисточника с теплопроводом и отопительными приборами (батареями) в единую систему. Монтаж труб с помощью сварки зарекомендовал себя как в домашних, так и в производственных условиях, а также при ремонте действующих магистралей.
Использование сварки позволяет обеспечить высокий уровень прочности и долгий период работы отопительной системы.
Наиболее популярным методом сварки тепловых сетей, является ручная электродуговая сварка. Значительно реже используется полуавтоматическая и автоматическая газовая сварка. РДС выполняется определенными видами электродов, которые могут обеспечить требуемые характеристики металла шва. Особенности состава и требования к свойствам сварочных электродов регулируются ГОСТом и ТУ.
Сварка труб отопления, при наличии необходимого оборудования и базовых навыков, может выполняться своими руками. Если же опыт сварки отсутствует, лучше обратится за помощью к специалисту сварщику.
Что необходимо для сварки труб отопления?
Для установки стальных труб необходимы следующие инструменты:

– сварочный аппарат – в качестве источника тока;
– болгарка или резак – для резки труб;
– защитная маска, костюм и перчатки – для обеспечения безопасности процесса сварки и здоровья сварщика;
– электроды – для выполнения сварочных работ;
– молоток – используется для удаления шлака.
Также нужны будут средства для зачистки и обезжиривания стальных поверхностей.
Подготовка поверхности
 Перед началом выполнения сварочных работ, нужно подготовить свариваемые поверхности. Чтобы исключить появление дефектов в сварочном шве, места стыковки трубных элементов должны быть тщательно зачищены (до металлического блеска) и обезжирены. Деформированные участки необходимо выправить или отрезать болгаркой.
Перед началом выполнения сварочных работ, нужно подготовить свариваемые поверхности. Чтобы исключить появление дефектов в сварочном шве, места стыковки трубных элементов должны быть тщательно зачищены (до металлического блеска) и обезжирены. Деформированные участки необходимо выправить или отрезать болгаркой.
Угол раскрытия кромки у подготовленных трубных стыков, должен быть около 65 градусов. Торцевая плоскость реза должна располагаться исключительно под углом 90 градусов к оси изделия. Величина притупления составляет около 2 мм.
Трубы отопления большого диаметра свариваются после их торцевания с помощью особой техники. Размеры стыков должны соответствовать установленным ГОСТом требованиям к толщине изделий, химическому составу и механическим свойствам.
Важным фактором, влияющим на эффективность работ, является выбор сварочных электродов.
Электроды для сварки труб отопления
 Качество сварного шва зависит от выбранного электрода.
Качество сварного шва зависит от выбранного электрода.
Существует два основных вида электродов: плавящиеся и неплавящиеся. Они отличаются материалом стержня. Сердцевиной неплавящихся электродов могут быть графит, вольфрам или уголь. Основанием плавящихся электродов является сварочная проволока, химический состав которой зависит от конкретной марки изделия. Как правило, плавящиеся электроды имеют диаметр от 2 до 5 мм, но могут встречаться и больших диаметров.
Электрод состоит из металлического стержня, покрытого специальным составом. Сердцевина электрода обеспечивает прохождение тока для создания электрической дуги, а покрытие служит для защиты сварочной ванны от внешних факторов окружающей среды и поддержания стабильности горения дуги.
Как варить трубы отопления. Сварка металлических труб отопления
Использование металлических труб отопления диктует жесткие требования к качеству их соединения. Стык труб должен быть герметичным и надежным, что особенно важно при сильных температурных нагрузках.
Сварка труб отопления является одним из самых востребованных и распространенных способов использующихся для объединения теплоисточника с теплопроводом и отопительными приборами (батареями) в единую систему. Монтаж труб с помощью сварки зарекомендовал себя как в домашних, так и в производственных условиях, а также при ремонте действующих магистралей.
Использование сварки позволяет обеспечить высокий уровень прочности и долгий период работы отопительной системы.
Наиболее популярным методом сварки тепловых сетей, является ручная электродуговая сварка. Значительно реже используется полуавтоматическая и автоматическая газовая сварка. РДС выполняется определенных видами электродов, которые могут обеспечить требуемые характеристики металла шва. Особенности состава и требования к свойствам сварочных электродов регулируются ГОСТом и ТУ.
Сварка труб отопления, при наличии необходимого оборудования и базовых навыков, может выполняться своими руками. Если же опыт сварки отсутствует, лучше обратится за помощью к специалисту сварщику.
Установка стальных труб
Для установки стальных труб необходимы следующие инструменты:
- молоток – используется для удаления шлака.
- Средства для зачистки и обезжиривания стальных поверхностей.
Важно помнить, что сварка труб отопления требует соблюдения определенных мер безопасности и использования соответствующего оборудования и инструментов.
Сварка труб без отрыва дуги
В сегодняшней статье обсудим такой полезный вид сварочно-слесарных работ, как «операционный шов». Этот вид работ применяется в большинстве случаем при замене труб водоснабжения и его должен уметь выполнять каждый сварщик.
Бывают такие случаи, когда труба смонтирована слишком низко или впритык к полу и к ней никак не подлезть, чтобы заварить снизу — в этом случае и прибегают к «операционному шву».
Этот вид шва мне когда-то показал опытный сварщик, когда я работал в городской «Теплосети». С тех пор мне приходилось периодически его выполнять и он всегда получался надёжным и выручал в таких сложных ситуациях. Настало время поделиться опытом и с Вами! Поехали!
1. Подготовка
Первое, что нужно сделать это ровно состыковать обе трубы, снять фаски и почистить околошовную зону. В моём случае задача немного сложнее, потому что труба мало чего тонкостенная (3 мм), так ещё и оцинкованная (горит, как фольга), поэтому фаски я снимал совсем немного, оставив побольше притупление кромок, а также зазор делал совсем небольшой — 1 мм.
После стыковки и чистки — рисуем на трубе, которую будем стыковать треугольник или квадрат. Через такое «вскрытие» и будет проходить наша «операция».
Далее привариваем к треугольнику огарок электрода (или что-то другое) и вырезаем болгаркой наш намеченный треугольник:
Затем стыкуем наши трубы с необходимым зазором и делаем прихватки с торцов нашего среза. * Если Ваша труба имеет толщину стенки свыше 4 мм — выставляйте зазор по диаметру стержня электрода.
Теперь наш стык готов к «операции»!
2. Сварка и зачистка
Сварку можно производить двумя методами — с отрывом дуги и без отрыва. Тут все зависит от обстоятельств, Вашего личного предпочтения или навыков. * Я покажу оба варианта: одну половину работы выполню без отрыва электродами с основным покрытием , а другую с отрывом рутиловыми электродами .
Важно: на этом моменте, обычно, ещё немного сбегает вода из нашей неподвижной трубы, что может мешать выполнению швов. Чтобы на время её сдержать — закупориваем трубу любой ветошью, выполняем швы и не забываем её от туда достать!
Сварку начинаем полумесяцем, чуть выше нижней точки трубы и заканчиваем в месте нашей прихватки. Свариваем до полного сплавления кромок!
Далее такой же шов выполняем с другой стороны. Здесь крайне важно перекрыть замком наш первый шов в нижней точке, поэтому проплавляйте замок подольше!
Теперь подготавливаем нашу треугольную крышку и зону, куда будем её возвращать на место: снимаем фаску и чистим околошовную зону. Затем устанавливаем нашу крышку на место и делаем прихватки.
Теперь необходимо выполнить зачистку прихваток и зоны начала сварки. Именно это зона является самой важной!
Теперь свариваем первый шов: от начала указанного места и по диагонали до вершины нашего треугольника:
Перед началом второго шва нужно опять точно также зачистить зону начала сварки (очень важно!) :
С обратной стороны производим все те же самые действия по очереди:
«Операционный шов» закончен!
Если заглянуть во внутрь трубы, то очень хорошо видны наши проплавленные замки — все важные места, где мы соединяли наши швы:
Теперь Вы знаете все нюансы правильного «операционного шва» и сможете герметично соединять трубы в сложных местах!
Подписывайтесь на канал автора в Дзен — Euro Welder
Техника ведения электрода
#241 Леха Сварщик
Правильный вертикальный шов выполняеться именно с отрывом вариться!
Сообщение отредактировал Леха Сварщик: 11 Июнь 2014 17:32
#242 saper24
Объясните пожалуйста технику сварки с отрывом дуги. Как выполнять её правильно, нигде не могу найти информацию об этой технике. Варят все как хотят и как умеют. Я начинающий сварщик любитель и хочу научиться правильной технике сварки с отрывом дуги.
#243 Шурпет
- Город: Саратов
#244 Леха Сварщик
Леха Сварщик ,поясните, пожалуйста. Что есть «правильный вертикальный шов» в Вашем понимании?
Объясняю правильный вертикальный шов выполняеться на среднем токе, короткой дугой методом «лестница» т.е дугой вперед накладываеться козырек примерно на ширину 1,5-2 диаметра электрода отрываещься и следующий чтоб он перекрывал предъидущий.
Сварка труб электродом. Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы. Покрытие электрода служит двум целям: во-первых, оно обеспечивает стабильность работы электрической дуги, а во-вторых, это покрытие защищает готовый шов от влияния атмосферы. Читайте также: " Какая сварка водопроводных труб лучше – виды и особенности сварки ".
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.
При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет. Читайте также: " Разновидности электродов для сварки труб – выбираем подходящие ".
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Какой сваркой варить трубы отопления. Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.
Для относительно тонкого трубопроката (до 6 мм) подойдет двухслойный шов, при толщине от 6 до 12 мм применяется трехслойная сварка. Массивные и толстые фрагменты трубопровода соединяются четырьмя и более швами.
Швы выполняются поочередно, один за другим. Следующий шов можно начинать только после остывания предыдущего. Чтобы добиться качественного и красивого шва, нужно периодически снимать образующийся в месте сварки шлак, слегка постукивая по трубе молоточком.
Особенности сварки поворотных и неповоротных стыков
Для выполнения качественного поворотного стыка (там, где две трубы соединяются под определенным углом) можно использовать специальный вращатель, который фиксирует и обеспечивает максимально удобный доступ сварщику.
При отсутствии аппарата придется поворачивать трубу вручную, обрабатывая электродом участок сечения трубы 60-110 градусов.
При ручном выполнении поворотного стыка диаметр труб сначала проваривается на 2/4 с внешней стороны в два слоя, затем разворачивают и доваривают стык, используя все три-четыре слоя.
Неповоротный стык делать намного легче: совместить два фрагмента трубы и сделать несколько точек сварки (например, в виде воображаемого креста, или только с двух противоположных сторон). Варить трубу, начиная с нижней точки, двигая электрод к верхнему участку.
Как проверить надежность соединения
Герметичность сварки можно проверить только одним способом – пропустить через трубу воду или газ под давлением и проверить визуально на наличие протечек рабочей среды. Например, если выполняется сварка труб системы отопления, можно присоединить участок трубы к системе и наполнить ее водой. Если на участке сварного шва не покажутся капли воды, сварка выполнена качественно.
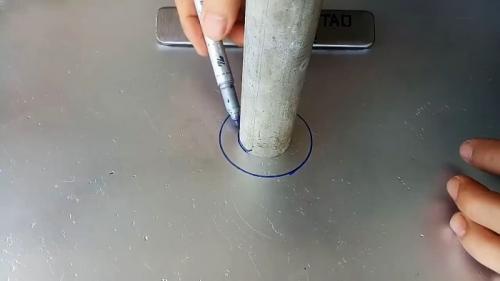
Сварка труб разного диаметра. Процесс соединения двух металлических труб разного диаметра в отсутствии фитингов
Проводим маркером на ровной и твердой поверхности две концентрические окружности, обводя поочередно трубы с внешней стороны, которые мы собираемся соединить между собой.

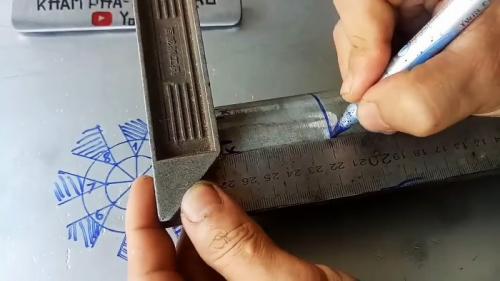
Меньшую окружность с помощью подручных средств разбиваем на 8 равных частей, вначале проведя два взаимно перпендикулярных диаметра, а затем еще два таких же диаметра, но сдвинутых на 45 градусов.

Нормируем точки пересечения концов диаметров с окружностью цифрами от 1 до 8. Затем поочередно прикладываем линейку к точкам 1 и 6, 1 и 4, 2 и 7, 2 и 5, 3 и 8, 3 и 6, 4 и 7, 5 и 8, и проводим от соединяемых линейкой точек прямые за пределы внешней окружности.

Заштриховываем участки, ограниченные отходящими от каждой цифры отрезками прямых и дугой внешней окружности, заключенной между ними.

Устанавливаем трубу с большим диаметром на внешнюю окружность и отмечаем на ее образующей начало и конец каждого заштрихованного участка на рисунке. Отмечаем эти дуги на трубе крестиками.

На некотором расстоянии от торца с нанесенными отметками проводим на поверхности трубы окружность параллельно торцу.

С помощью угольника проекции точек центров участков, отмеченных на торце трубы крестиками, переносим на проведенную выше окружность.
Соединяем точки концов участков на торце трубы с соответствующей точкой на окружности.

В результате на поверхности трубы получим 8 треугольников, которые вырезаем болгаркой.

Делаем неглубокие надрезы с внешней стороны трубы в точках по окружности, где располагаются вершины вырезов, для облегчения сгибания внутрь «лепестков» на конце трубы.

Зажимаем трубу в губках тисков и, ударяя снаружи поочередно по «лепесткам» молотком, наклоняем их к центру. Окончательную изгибную доводку «лепестков» осуществляем плоскогубцами.


Приставляем конец трубы меньшего диаметра к восьмиугольнику, составленному «лепестками», и убеждаемся в их точном совпадении.

Завершаем соединение двух труб разного диаметра, сваркой или процессом пайки.
