Врезка трубы под 90 градусов. Как сделать отвод 90 градусов из трубы
Врезка трубы под 90 градусов. Как сделать отвод 90 градусов из трубы
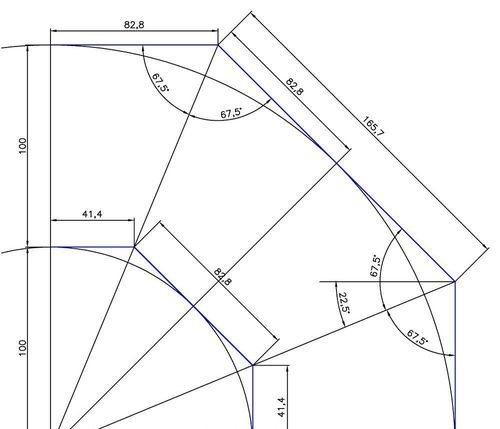
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

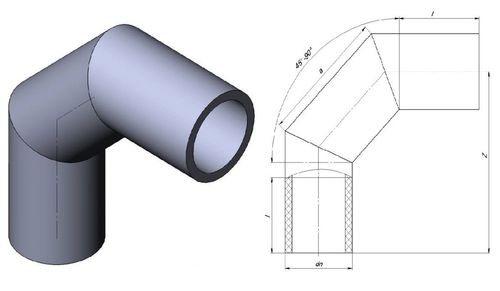
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Врезка трубы в трубу под углом 90 градусов гост. Разновидности угловых стыков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:

Стыковка мегистрали под острым углом
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
Врезка трубы в трубу гост. Технические трубопроводы по Госту 32569-2013

ГОСТ 32569-2013 используется при проектировании, разработке, испытании, монтаже и эксплуатации промышленных сетей, для перемещения химических, нефтяных и газовых сред (под давлением до 320 МПа и вакуумом от 665 Па), при температурном режиме от - 196 до + 700°С. Технологические стальные трубопроводы имеют ограничения, не допускается их применениее:
- для разработки магистралей (газопроводных, нефтепроводных и транспортировки продуктов);
- для оборудования электрических станций, котельных и шахт;
- для теплоснабжения, водопроводных и канализационных сетей;
особого предназначения (передвижные агрегаты, смазочные системы); - топливных сетей;
- патрубков для коллекторов, перемычек для печей;
- элементов обвязки отопительного оборудования.

Список расчетных параметров для составления проектов
Уровень давления
Расчетным давлением для труб выступает показатель:
- Максимального уровня напряжения для аппаратов, соединенных с трубопроводной магистралью;
- Для напорных труб (подключенных к насосному оборудованию, компрессорам или газодувкам) - наибольший показатель, развиваемый центробежным оборудованием, а для поршневых механизмов - напряжение при срабатывании предохранительных клапанов.
- Для труб, обустроенных предохранителями - предельный уровень напряжения, возникающий при отклонении от нормы с учетом его противодействия при сбросе. Допускается временное повышение расчетных параметров при работе клапанов до 10%.
Уровень расчетной температуры
Расчетным считается максимальный температурный режим сред (за исключением тепловых расчетов) в условиях одновременного действия давления по техрегламенту или проекту:
Для температурного режима до 20°С расчетные показатели при определении допускаемого напряжения составляют 20°С. Для труб, подвергающихся испытаниям на прочность и плотность вместе с другими технологичными установками (аппаратами, компенсаторами и др.), предусмотрено минимальное давление для всех элементов испытываемых систем.
Следует предусмотреть меры по устранению возможности превышения давления над расчетным и его сбросу через предохранительное устройство. Для предупреждения утечек и проливов следует предусмотреть наличие обратной арматуры.
Виды трубопроводных систем
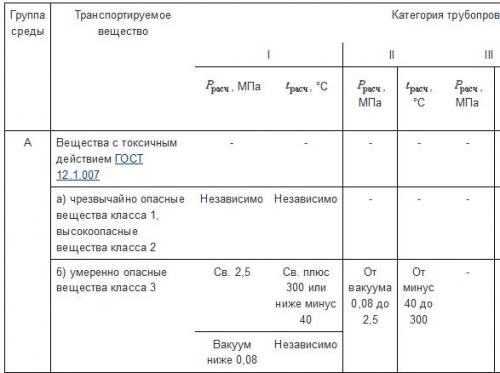
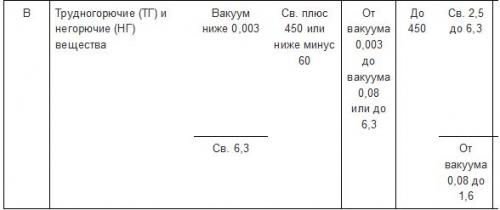
Исходя от класса опасности транспортируемых сред (пожаро- и взрывоопасных, вредных) их разделяют на 3 класса (А, Б, В). По расчетному давлению и температурному режиму разделяют 5 подкатегорий: I, II, III, IV, V (табл. 5.1). При расшифровке обозначений, кроме указания групп (А, Б, В), производители обращают внимание на подгруппы (а, б, в), позволяющие выяснить уровень токсичности и взрыво- и пожароопасности элементов (табл. 5.1). Например: «труба I класс А(б)»
Табл. 5.1
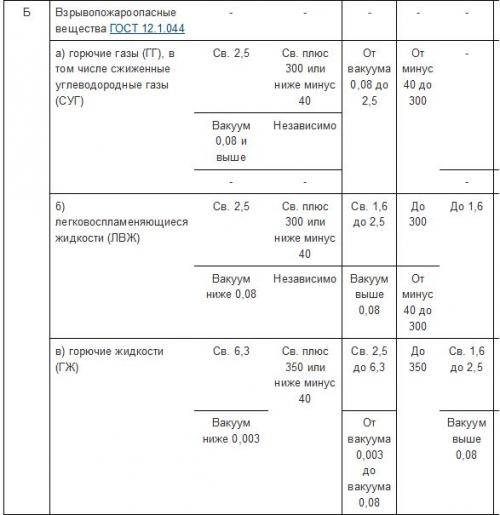
Конструктивные особенности
Конструкция трубопроводных сетей подбирается для возможности произведения всех типов контроля. При невозможности проведения наружного и внутреннего осмотра или гидравлического испытания, автор проекта указывает способ, сроки и уровень контроля, позволяющего своевременно выявить и устранить дефекты.

Фланцевая технология соединения
Фланцы типа 01 (плоского формата) используют для трубопроводных систем с номинальным давлением 25 амп. (PN 25) или температурном режиме от 300°С. Исключено применение плоских фланцев в трубопроводных системах при нагрузке с количеством циклов 2·10 и средах, способствующих коррозионному образованию. Крепежи и уплотнители соответствуют ГОСТ20700, , и НД.
Для трубопроводных систем со средами класса А и Б, транспортируемыми под давлением в 10 атм. (PN 10), требуется использование фланцев на 16 атм. (PN 16).
Для трубопроводных систем, эксплуатируемых при номинальном напряжении PN>25 вне зависимости от температурного режим и конструкций с температурным режимом от 300°С, вне зависимости от напряжения, используют фланцы приварного типа 11 по для стыкового соединения.
Виды уплотнительных покрытий фланцев труб для мягких прокладок, в зависимости от классификации сред, например для уплотнителей по ГОСТ481, приведены в положении Р.
Расчет врезки трубы в трубу. Врезка трубы в трубу под 90 градусов расчет
Врезка штуцера в трубу. Изготовление шаблонов (рыбок).
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Врезка трубы в трубу под 90 градусов. Покажу 2 гаражных способа.
Приветствую своих подписчиков и гостей канала. Наш блог создан для начинающих самоучек в ручной дуговой сварке, здесь мы делимся практическими советами по сварке и слесарными подготовительными работами перед сваркой, где будет нужна болгарка и другой инструмент.
Когда-нибудь любому человеку, который решил осваивать сварку и болгарку, придётся иметь дело с круглыми трубами. Сваривать их, стыковать, делать врезки. Поэтому сегодня я вам покажу 2 способа сделать врезку трубу в трубу под 90 градусов одного диаметра. Это простые гаражные способы, где нужно минимум расчётов. Знание-сила, а незнание столько силы забирает, пока догонишь как надо делать!
Чтобы сделать врезку трубы в трубу нужно сделать в торце трубы запилы болгаркой.
Эти запилы будут иметь вот такую форму. В этом случае трубы будут соединяться в Т образную форму не имея больших зазоров, а значит заварить это соединение будет намного проще и быстрее. Начнём разметку.
Сначала нам нужно разбить торец трубы на 4 ровные части. Некоторые опытные сварщики и слесаря это делают на глаз, но мы будем размечать более точно, чтобы потом не заваривать большие зазоры.
На листе бумаги, или на любой поверхности начертим две пересечённые под прямым углом линии. Место пересечения будем считать нулём. От нуля во все стороны отложим по 30 мм, это размер радиуса трубы, диаметр наших труб составляет 60 мм.
Ставим торец трубы в границах наших отмеченных радиусов и наносим 4 метки на саму трубу, вот так мы точно разбили торец на 4 ровные части.