Правильная последовательность сварки профильных труб. Способы, которые позволяют не допустить прожоги при сварке профильной трубы
- Правильная последовательность сварки профильных труб. Способы, которые позволяют не допустить прожоги при сварке профильной трубы
- Как варить профильную трубу полуавтоматом. Суть работы полуавтоматов при сваривании труб
- Сварка металлических профилей. Правила соединения профильных труб
- Виды сварных соединений профильных труб. Способы и методы сварки
- Ведёт профильную трубу при сварке. Повело при сварке —, что делать
- Как варить профильную трубу и не прожечь. Что делать, если сварка прожигает металл
Правильная последовательность сварки профильных труб. Способы, которые позволяют не допустить прожоги при сварке профильной трубы
При сварке электродом диаметром 2,0 мм инвертор устанавливается на силу тока около 60 А.
При сварке профилей электродом диаметром 3,0 мм рекомендуется использовать ток 80-90 А.
Окончательное практическое значение сварочного тока для сварщика-любителя лучше всего выбрать, испытав режим на опытном образце. Если у вас нет опыта, вы должны использовать меньший ток, чтобы избежать перегорания, независимо от того, прилипает электрод или нет. По мере накопления опыта вы сможете выполнять соединения с хорошим проваром даже без профиля.
Профильные трубы можно сваривать встык, внахлест или под углом 90°. При сварке тестовых изделий сила тока изменяется для достижения оптимальной геометрии сварного шва. Металл не должен прогорать, а дуга должна быть стабильной и легко зажигаться. Например, для электродов MP-3 диаметром от 2,5 до 3 мм. Сварочный ток должен составлять около 75-80 А.
Условия сварки, сила тока при сварке и присоединительные размеры следует брать из технического паспорта; если вы хотите запросить TWA, воспользуйтесь формой обратной связи внизу этой страницы. Мы вышлем вам по электронной почте спецификацию, адаптированную к вашему случаю.
Чем меньше диаметр электрода, тем меньше сила тока и, следовательно, ниже температура заготовки. При сварке тонких предметов рекомендуется использовать более тонкий электрод, чтобы избежать прожога металла.
После завершения подготовки приступайте к сварке изделия. Если толщина составляет 1,5 мм, необходимо начать с прихваток, чтобы не прожечь тонкий металл.
Как варить профильную трубу полуавтоматом. Суть работы полуавтоматов при сваривании труб

1. Отличительные особенности.
Полуавтоматическая сварка труб не имеет кардинальных отличий от проведения процедуры ручным аппаратом, но по окончании процесса некоторые особенности заметить можно. Полуавтоматический шов будет иметь зигзагообразную форму плавления. Кроме того, сам процесс займет гораздо меньше времени.
Проволока-электрод, используемая в полуавтоматической сварке, может иметь диаметр от 0,8 до 1,2 мм в зависимости от специфики труб. Перед началом работ кромки изделия иногда подготавливают разделкой.
2. Область применения полуавтомата.
Благодаря различным формам агрегата его можно использовать как в цехах промышленных масштабов, так и на отдельном объекте (выездной формат работ).
Полуавтоматическая сварка трубы, как правило, производится на этапе заготовок. Монтаж водопровода, газопровода и оснастки промышленных помещений, как правило, производится на самом объекте при помощи других технологий.
Особенности монтажа имеют значение при выборе типа швов. Так, для соединения двух элементов используют стыковые и нахлесточные швы, а в некоторых случаях – угловые.
VT-metall предлагает услуги:
Для монтажа водо- и газоснабжения мастера выезжают на объект и проводят процедуру непосредственно в эксплуатационных условиях. Для простоты перемещения аппарата его устанавливают на специальный прицеп. При этом работы производятся с применением газовой защиты (например, СО2).
3. Подготовительные работы.

Чтобы шов получился качественным, а скрепление прочным, следует провести некоторые подготовительные работы. Сперва необходимо нарезать трубы. Затем под углом снимаются фаски (это делается для более глубокой проварки стыков). После этого счищается верхний слой кромок и оцентровывается место соединения.
Для контроля качества операций, проделанных на этом этапе, скос кромок проверяется в нескольких местах, оценивается параллельность деталей изделия (они должны располагаться точно под углом 90° по отношению к центральной оси), осматриваются срезы на предмет чистоты. Наличие на кромках пятен ржавчины или нескольких капель масла существенно снижают прочность сцепления труб. Во избежание подобной ситуации необходимо произвести очистку материала с внешней и внутренней стороны не менее чем на 15 мм от среза.
Для четкой стыковки труб необходимо установить их строго параллельно и сделать вдоль места сцепления несколько прихваток – коротких швов того же качества, что и основной. Это делается для того, чтобы зазор не изменял свою конфигурацию во время проведения полуавтоматической сварки трубы.
Для сварки сложных материалов (поржавевших, оцинкованных и т. п.) полуавтоматическим способом лучше всего подходят медная и алюминиевая проволоки. Именно они дают равномерный и прочный шов в такой ситуации.
Сварка металлических профилей. Правила соединения профильных труб
Большинство металлических труб, используемых как основа для различных объектов, являются тонкостенными. Работа с ними отличается повышенной сложностью и качественно выполнить ее могут только квалифицированные сварщики. Сварка профильной тонкостенной трубы для начинающих пройдёт без особых проблем, если новички в этом деле, будут учитывать ряд немаловажных особенностей процесса, основные из них это:
- Мощность тока. Он должен быть в пределах 10-60 А ;
- Правильный выбор электродов. Для тонкостенных металлов подходят изделия, диаметр которых 0,5-2 мм;
- Тип сваривания. Варка труб должна проходить за один проход.
Как правильно и при этом быстро варить профильную трубу? Качество сварки в месте соединения определяется в первую очередь тем, насколько быстро перемещается электрод вдоль линии стыка . Варку шва рекомендуется закончить до того, как начнётся процесс остывания кромок. С отрывом сформировать шов можно, используя рутиловые электроды.
Не стоит игнорировать и общие правила , которые помогут сварить профильную трубу без изъянов независимо от её толщины:
- Под воздействием высоких температур не исключена деформация металлической заготовки. Нужно учитывать, что профиль больше подвержен расплавлению по сравнению с круглыми трубами;
- Не исключено попадание расплава внутрь трубы и полное её заполнение. Поэтому если необходимо сохранить пустотелость, нужно внимательно отслеживать состояние внутренних стенок заготовок;
- При создании торцевого соединения не исключается статическое напряжение в углах. Основные причины его появления — неверно сформированные на стыке валики или неравномерный прогрев металлопроката.
Для начинающих предпочтительнее выбрать сварку профильной трубы инвертором. Использование инверторного аппарата позволяет качественно сваривать разные сплавы металлов.
Виды сварных соединений профильных труб. Способы и методы сварки
Все профильные трубы изготавливают из стали, которая применяется для изготовления аналогичных изделий круглого сечения. К ним применимы такие же технологии соединения. Наиболее распространёнными считаются следующие виды сварки:
- электродуговая (плавящимся или неплавящимся электродом);
- газовая.

Два этих метода реализуются с применением различных сварочных аппаратов.
Сварка инвертором
Такой электросварочный аппарат получил своё название благодаря процессу преобразования стандартного переменного напряжения 220 В частотой 50 Гц в напряжение постоянного тока. Сварка профильной трубы инвертором считается наиболее простым и надёжным способом соединения двух заготовок. Основными преимуществами используемого агрегата считаются:
- хорошо отработана методика проведения работ;
- применим для начинающих сварщиков;
- исключает залипание электродов;
- обеспечивает высокое качество дуги;
- удаётся получить хорошее качество шва;
- все элементы сварочного аппарата доступны для применения даже для домашней мастерской;
- широкая область применения для сварки металлических конструкций.
Его применяют для производства каркаса из профильных труб толщиной от 2 мм. Используя этот метод из профильной трубы можно получить основу для теплиц или мебели.Свариваемыми элементами могут быть заготовки любой длины.Инвертор позволяет сваривать заготовки из различных марок металла с применением соответствующих электродов. В зависимости от толщины стенки, размера профиля трубы выбирают инверторные аппараты, способные обеспечить необходимый режим протекания процесса. Применение инверторных агрегатов используется для прокладки трубопроводов, как внутри, так и снаружи помещения. Благодаря универсальности инверторных аппаратов можно производить сварку под любым необходимым углом. Одним из оптимальных режимов считается работа под углом 90 градусов. В этом случае необходимо применять инструменты и приспособления, обеспечивающие сохранение вертикальность угла в течение всего периода работы. Для получения профиля заданной конструкции с применением трубы 2 мм необходимо аккуратно работать электродом, чтобы не допустить повреждения края заготовки и тем более прожога.
Ведёт профильную трубу при сварке. Повело при сварке —, что делать
Ведёт профильную трубу при сварке — что делать?
Профильная труба является одним из самых популярных видов металлопроката на сегодняшний день. Используя профильную трубу и сварку можно собрать множество полезных и легких конструкций из металла.
Единственная проблема, с которой приходится сталкиваться сварщикам в процессе работы, это температурные деформации при сварке. Толщина стен профильной трубы незначительная, что становится причиной возникновения деформаций и прожогов.
Нередко конструкцию из профильной трубы ведёт, а в самом металле образуются прожоги. Чтобы этого не случилось нужно понимать, как варить тонкие профильные трубы, толщина стен которых не более 2 мм. Какие правила существуют и как не допустить температурной деформации.
Что делать, если при сварке ведёт профильную трубу
Конструкции из профильной трубы чаще всего ведёт по швам, они уходят внутрь вследствие деформаций. Происходит это по причине неправильной технологии сваривания, либо из-за спешки и ошибок. Поэтому главное правило при сварке профильных труб — абсолютно никакой спешки.

Нагреваясь, металл ведёт в сторону, но если не спешить и давать время на остывание, как правило, он возвращается назад. Также при сварке тонкостенных профильных труб рекомендуется придерживаться следующего:
- Осуществлять сварку на малых токах (10-60 А);
- Не использовать толстые электроды. Максимальный диаметр электрода в данном случае должен быть не более 2 мм;
- Точечно прихватывать конструкцию и лишь затем, осуществлять сварку в один проход.

При сварке профильной трубы следует выдерживать короткую дугу. Сильный разрыв и удлинение сварочной дуги, непременно приведёт к образованию прожога. Также, нельзя сильно перегревать металл, нужно давать время на то, чтобы он остыл.
Какие электроды для сварки профильной трубы использовать
Варить профильную трубу рекомендуется электродами, которые предназначены для сварки низкоуглеродистых и углеродистых сталей. Самыми распространёнными марками электродных стержней являются УОНИ, МР-3, ОЗС и другие.

Перед свариванием металлоконструкций рекомендуется прокалить электроды в печи. Это позволит улучшить качество сварного соединения, а также облегчит работу сварщика по разжиганию электродных стержней и получению стабильной дуги.
Как бороться с температурной деформацией при сварке
Чтобы профильную трубу не вело при сварке, нужно заранее предугадать все нюансы:
- Сварные швы накладывать, таким образом, чтобы они компенсировали возникающее напряжение;
- Предварительно осуществлять изгиб конструкций в противоположную сторону от возникающих деформаций. Температурная усадка позволит выгнуть металл в обратную сторону;
- Охлаждать конструкцию естественным путем;
- Выбрать правильный режим сварки;
- Осуществлять тепловую правку после сваривания заготовок.

В общем, при сварке профильной трубы не нужно спешить. Сначала следует собрать всю конструкцию на прихватках, затем вывести геометрию, и лишь после этогом можно будет всё обварить по углам.
Как варить профильную трубу и не прожечь. Что делать, если сварка прожигает металл
Сварка прожигает металл: что делать, как варить инвертором?
Чтобы сварка не прожигала металл, нужно иметь хотя бы небольшой опыт сварщика и знания, какой ток выставить на инверторе и какими электродами лучше всего варить тонкий металл. Именно со сваркой тонкого металла, чаще всего и возникает данная проблема, когда электрод отводится от поверхности вверх, возникает длинная дуга, напрочь прожигающая дыру в металле.
Именно по этой причине для сварки тонкостенных труб необходимо выдерживать дугу как можно короче, чтобы не прожечь металл. Также, толщина металла не должна быть меньше диаметра электрода, поскольку прожечь металл толстыми электродами намного проще. О том, что делать, если сварка прожигает металл, и как этого избежать, будет рассказано ниже.
Почему сварка прожигает металл
Существует несколько основных правил при настройке и регулировке инвертора, которые помогут не прожечь металл при сварке:
- Во-первых, варить тонкий металл лучше именно инвертором на постоянном токе, подключив держатель электрода к плюсовой клемме аппарата, а массу к свариваемой заготовке. Таким образом, большая температура будет приходиться на электрод, а не на тонкостенный металл.
- Во-вторых, чтобы не прожечь металл при сварке инвертором нужно варить только на малых токах, от 30 до 50 А.

- В-третьих, толщина свариваемого металла должна быть не тоньше электрода для сварки. Варить тонкий металл лучше электродами 1,6-2 мм. Как раз, сварочный ток в 30-50 А и соответствует данным параметрам.
- В-четвертых, чтобы не прожечь тонкий металл, варить его нужно сначала не сплошным швом, а прихватками, делая как можно меньше зазор между свариваемыми элементами.
- В-пятых, варить металл толщиной в 0,5 мм, электросваркой очень и очень сложно, лучше всего для этих целей использовать сварку в защитной среде.
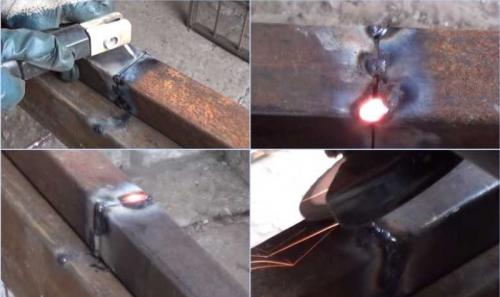
Существует и ещё один способ сварки тонкого металла, чтобы его не прожечь. Связан он с использованием дополнительного электрода, который будет применяться в качестве присадочного материала. Просто берете электрод и используете его для расплавления основным электродом, при этом, делая больший упор именно на него, а не на тонкий металл.

В таком случае получиться заварить тонкостенные изделия из стали и не прожечь их при этом.
Выбор режима и электродов для сварки
Ранее на сайте про ручную дуговую сваркууже рассказывалось о настройках инвертора, касательно применяемых электродов и толщины используемого металла. Но, как говорится, повторение никогда не будет лишним, особенно если речь идет о том, как сварить металл, чтобы его не прожечь.

Тонким для сварки считается металл, толщина которого составляет 2,5 и менее миллиметров. И, как было сказано выше, если сварка прожигает металл, то, нужно использовать электроды как можно меньше диаметром. Ниже будут представлены основные режимы сварочного инвертора и диаметр электродов, в зависимости от толщины свариваемого металла.
Настройка инвертора по диаметру электродов и толщине металла выглядит следующим образом:
- Толщина металла ( 0,5 мм ) — диаметр электрода ( 1 мм ), сварочный ток ( 10-20 А );
Представленные данные являются приблизительными, ведь при сварке инвертором, многое зависит и от параметров самой электросети. Если в ней будет пониженное напряжение, то, соответственно, значения тока на инверторе, также, придется повышать.

Кроме всего вышеперечисленного, стоит отметить и ещё одну важную деталь при, она относится к скорости движения электродом. Чтобы не прожечь металл, электрод нужно вести несколько быстрее, чем при сварке толстых металлов.