Сварка тонкого металла электродом. Какими электродами лучше варить тонкий металл
- Сварка тонкого металла электродом. Какими электродами лучше варить тонкий металл
- Какими электродами варить тонкий металл. Какими электродами лучше варить тонкий металл
- Как варить тонкий металл полуавтоматом. Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
- Сварочный полуавтомат – кратко об устройстве
- Выбор газа в зависимости от свариваемого металла
- Связь толщины металла и диаметра проволоки
- Как проводится сварка полуавтоматом без газа
- ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
- Подготовка аппарата к работе – сборка / установка проволоки
- Как варить жестянку электродом. Техники и методы сварки тонких листов металлов
- Сварка тонкого металла графитовым электродом. Достоинства и недостатки графита
- Сварка тонкого металла инвертором. Особенности инверторной сварки тонкого металла электродом
- Мини сварка для тонкого металла. Мини сварочная система – общие сведения
- Сварка тонкого металла внахлест электродом. Особенности
- Как варить тонкий металл, чтобы его не повело. Варим тонкий металл так чтобы не прожечь
Сварка тонкого металла электродом. Какими электродами лучше варить тонкий металл
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.

электроды для тонкого металла
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой . Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».
Какими электродами варить тонкий металл. Какими электродами лучше варить тонкий металл
Начинающим сварщикам — какими электродами лучше варить тонкий металл
Сварка тонкого металла требует опыта и знаний. Если неправильно варить, то можно прожечь дыру. Однако и ошибки в выборе электродов приводят к не менее значимым проблемам.
Многие используют для сварки «всего» одни и те же электроды 3 мм, что не совсем правильно. Диаметр электродов должен подбираться с учётом толщины свариваемых металлов, и некоторых других параметров.
Конечно же, когда под рукой нет ничего кроме электродов 3 мм, то и ими приходится варить. Тем не менее, толстые электроды гасят дугу, так как для сварки тонкого металла нужен пониженный сварочный ток.
Какими электродами лучше варить тонкий металл
Для обеспечения стабильности дуги и качественной сварки тонкого металла необходимо чтобы электрод горел постоянно. Электроды толщиной в 4 и более миллиметра гасят дугу, поскольку сварка ведётся при пониженном токе. Увеличение же сварочного тока приводит к неминуемому прожогу металла.

Пониженный ток, это ток от 10 до 75 А. Следовательно, если взглянуть на таблицу ниже, то можно увидеть, что для сварки на таком токе используются электроды преимущественно 2 мм и меньше диаметром. Опытные сварщики для сварки тонких металлов выбирают электроды от 2 до 2,5 мм.

Кроме этого важно учитывать и то, из какой именно стали выполнена заготовка. Для сварки слабораскисленной и низкоуглеродистой стали выбираются электроды с кислой и основной обмазкой, также бывает рутиловое и целлюлозное электродное покрытие.
Марки электродов для сварки тонколистового металла
Если нужны конкретные марки электродов для сварки тонких металлов, то рекомендуется обратить собственное внимание на следующие электроды:
OK 63.30 ESAB — сварочный шов полученный данными электродами обладает высокой устойчивостью к коррозии. Электроды можно применять для сварки в любом пространственном положении и при осуществлении вертикальных соединений.

ОМА 2 — электроды отлично справляются со сваркой даже сильно окисленных поверхностей. Однако благодаря минимальной проплавляющей способности они популярны именно при сваривании тонколистовой стали. Сварочный шов можно вести в любом пространственном положении.
МТ 2 — используются для сварки металлов, толщина которых составляет менее 1 мм. Важной особенностью электродов МТ 2, является то, что ими можно варить, используя как постоянный, так и переменный ток. Причём для сварки заготовок толщиной менее 1 мм, лучше всего использовать инвертор с постоянным током, а для металлов толщиной более 1 мм, обычный трансформатор переменного тока.

Опытный сварщик может получить ровный и аккуратный шов даже на тонком металле. Начинающим электросварщикам в этом деле пока сложно, но ничего страшного, поскольку всё приходит с опытом.
Тем не менее, правильный выбор расходных материалов для сварки поможет более качественно варить тонкий металл, без его сильного разбрызгивания и прожогов.
Как варить тонкий металл полуавтоматом. Уроки сварки: Сварка полуавтоматом для начинающих + ВИДЕО
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Практическая часть:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример,) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример,). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например,.
В независимости от вида устройства рабочая комплектация остается стандартной:
Сварочный аппарат
Баллон с газом и редуктором
Газовый шланг
Кабель с зажимом заземления

Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.

С выбором диаметра поможет таблица:
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.

Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.Как варить жестянку электродом. Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла ? Вещь нужная и для освоения сварки подходящая.
Сварка тонкого металла графитовым электродом. Достоинства и недостатки графита
Графитированные электроды способны проводить ток, не плавясь при этом, что случается с проволокой из иных материалов. В этом заключается главная отличительная особенность таких изделий. Электроды из графита выпускаются с наконечниками разных форм и длины, бывают обычными или омедненными.
Опишем наиболее выгодные характеристики электродов данного вида:
- доступная стоимость, широка распространенность;
- экономичный расход;
- материал, из которого создают стержень, не прилипает к соединяемым деталям;
- способность быстро разогреваться до температуры плавления металла;
- для разжигания дуги при работе инвертором потребуется ток в 5-10 А.
Также следует отметить, что сварной шов на медных проводах, изготовленный с применением графитовых электродов своими руками, получается стойким к коррозии, высоким температурам, но сама проволока при этом не склонна к образованию трещин при выполнении работы.
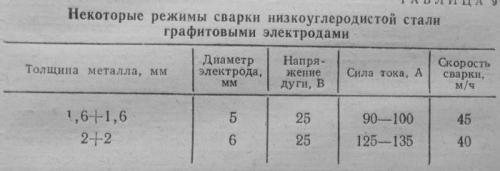 Таблица режимов сварки графитовыми электродами.
Таблица режимов сварки графитовыми электродами.
Сварка тонкого металла инвертором. Особенности инверторной сварки тонкого металла электродом
Инверторная сварка – оптимальный выбор, если требуется выполнить сварку тонкого металла. Если технология работы не будет нарушена, шов получится высококачественным, полностью герметичным, сохранит свою прочность спустя много лет. А если потребуется, его можно спрятать под лакокрасочным покрытием или сделать последующую доработку.

Сварка тонкого металла инвертором для начинающих – непростая задача. Для качественного шва надо набить руку и познакомиться с особенностями технологии. Данный способ позволяет соединять всевозможные конструкции с тонкими стенками, например элементы кузова машины, автодетали, резервуары, трубы.
Однако у такого вида сварки есть один минус: полученный результат будет нестабильным, если температура окружающего пространства минусовая.
Инверторная сварка тонкого металла осуществляется по принципам, которые в корне отличаются от технологии сварки изделий с толстыми стенками.
Прежде всего необходимо брать в расчет следующую особенность: тонкий металл под воздействием электротехнических сил ведет себя специфическим образом. Далее подробно рассмотрим, какие преимущества и недостатки есть у инверторной сварки.
Если необходимо соединить инвертором заготовки из металла, стенки которых менее 0,2-0,3 см, могут возникнуть следующие сложности:
- Прогорание заготовки из тонкого металла в результате перегрева. Чтобы такого не произошло, следует максимально быстро выполнять соединение элементов, однако важно при этом сделать шов качественным. Когда обработка производится в течение длительного времени, даже если металл не прогорит, может случиться его искривление. Это значит, что электрод следует проводить только по направлению шва. Не должно быть каких-либо отклонений.
- Важно, чтобы значение силы тока было небольшим. Это приведет к тому, что дуга станет короче. Если дистанция увеличится, дуга погаснет. В ряде ситуаций происходит такое, что она не разжигается. В таком случае придется подобрать сварочник с характеристиками холодного напряжения до 70 вольт, а также с функцией постепенного изменения силы тока (с 10 ампер).
- Металл искривится, если он нагреется до высокой температуры. Поэтому нельзя допускать того, чтобы температура увеличивалась, в противном случае тонкий металлический лист изменит свою форму. Чтобы такого не произошло, нужно правильно подобрать характеристики сварки, а также следить за степенью накала. Также можно использовать термоотводящие материалы. Их осторожно подкладывают под шов.
- Образование непроваров на лицевой стороне, а с обратной – наплывов. Такая проблема зачастую возникает, если сварочный шов по данной технологии выполняет неопытный мастер. Все вышеуказанные недостатки получится устранить, если правильно подобрать характеристики сварки, изменив условия или использовав другой инструмент.
Мини сварка для тонкого металла. Мини сварочная система – общие сведения
Вообще-то, в профессиональной терминологии, как такового, понятия приставки «мини» не существует – это простое проявление «народной» любви к рассматриваемому инструментарию. Правильно «мини сварочные аппараты» нужно именовать «компактными инверторами». Однако, данный класс оборудования завоевал достаточную популярность в последнее время благодаря тенденции к уменьшению габаритов любого строительно-монтажного оборудования, в угоду повышения его мобильности. Все же, даже маленькие приборы по своему функционалу могут подразделяться на:
- Бытовые;
- Профессиональные;
- Промышленные.
Приставку «мини» возможно применить к любому сварочному аппарату, у которого большинство деталей, так сказать, «упакованы» прямо в основной корпус и который имеет достаточно скромные функциональные характеристики.
ВАЖНО! Не обязательно мини-аппарат всегда маломощен – он может иметь неплохую мощность, но быть способен выполнять очень узкий круг операций.
Как правило, маленьким агрегатом для производства сварочных работ называют аппарат дуговой сварки с весом в 2 килограмма и мощностью в 150 ампер.
Преимущества мини-моделей
Маленький сварочник имеет множество преимуществ. Основные – это его размеры и масса. При данных уменьшенных показателях попросту не возникает проблем с транспортировкой и хранением. Если мастеру-любителю часто приходиться использовать его в летний сезон на дачном участке, то отвезти/привезти установку не составит никакого труда, а хранение в зимней период можно осуществлять в квартире/гараже. Тем более, что агрегат и при хранении и при перевозке не будет занимать много пространства.
Кроме того, миниатюрное сварочное оборудование не испытывает проблем с подключением. Для работы вполне возможно использовать стандартную розетку на 220 В (даже в электрогенераторе) и производить сварку. Работа возможна и при перепадах напряжения, ибо оборудование не нуждается в мощном питании, т.к. потребляет мало электричества.
Невзирая на компактные размеры, аппарат будет вполне функционален и будет способен плавно регулировать силу тока, и поддерживать стабильность при горении дуги. Стоит отметить, что в отличие от громоздких строительных моделей, миниатюрные варианты не потребуют особых навыков обращения и работы.
Недостатки мини-моделей
Основным недостатком мини сварочных аппаратов возможно назвать отсутствие у них возможности работать с электродами, диаметр коих превышает 3 миллиметра. Тем более, что большинство стандартных мини-моделей с трудом смогут поддержать дугу и на 3-миллиметровом электроде. Отсюда ясно, что некоторый спектр работ, для которых нужны только толстые электроды, для маленьких аппаратов попросту неподвластен.
Следующим недостатком возможно обозначить скромные технические параметры. Даже если на корпусе имеется надпись «220 Ампер», мини-инвертор редко когда поддержит больше 150 Ампер. Отдельно необходимо упомянуть, что если подача электричества будет нестабильной, то данный параметр будет и еще ниже.
Ввиду того, что рассматриваемое оборудование имеет компактный корпус, то на полновесную систему охлаждения в аппарате рассчитывать не приходиться. Отсюда вывод – интенсивная работа на протяжении долгого времени невозможна в силу рисков перегреть агрегат и получить его поломку. Однако, эту трудность можно решить, делая частые перерывы в рабочем процессе.
Кроме того, из-за компактных размеров, на мини-агрегаты не устанавливают системы антизалипания или форсажа, что будет создавать дополнительные неудобства в процессе сварки.
Сварка тонкого металла внахлест электродом. Особенности
Разговор про сварку тонкого металла стоит начать с того, что это очень сложная процедура. Даже опытные специалисты сталкиваются с серьезными трудностями. Что уж говорить про тех, кто только начинает свою профессиональную карьеру. Сварочные работы с изделиями из тонколистового металла отличаются в корне от работ с более толстыми предметами. Нюансы касаются и режимов, и применяемого оборудования, и электродных инструментов.
Чаще всего на практике применяются инверторные системы. Сильный разогрев в любом случае противопоказан — из-за него материал будет прогорать, начнут возникать дырки.


Чем быстрее работает сварщик, тем лучше достигаемый результат. Времени на вождение электродами в разных плоскостях нет вообще. Их надо двигать строго по той линии, по которой формируют шов.
Важно также и то, что сварка тонкостенного металла должна вестись на слабом токе. Это позволяет сократить выделение тепла и исключить перегрев. Однако побочным эффектом оказывается необходимость делать укороченную дугу. В результате она будет затухать даже при небольшом отрыве от поверхности. Проблемы вызывает и розжиг электрической дуги, что вынуждает применять оборудование с приличной вольт-амперной характеристикой и с плавно регулируемым сварочным током.


Проблемы может доставить искажение геометрии при повышенном нагреве. Со стороны смотрится, как будто изделие начало выгибать волнами. Избежать подобной проблемы или устранить ее достаточно трудно. Придется тщательно бороться с перегревом или же заботиться об усиленном отводе тепла. Это можно сделать только путем применения подкладок с повышенной теплопроводностью.
Особенно сложно сварить максимально тонкий (менее 1 мм или примерно того же уровня) металл. Но при умелом подходе эта задача вполне решаема (даже с зазором). Обязательно необходимо применять держатели. Оптимально в таком случае применять 3-миллиметровый электрод, имеющий рутиловое покрытие.

Для изделий толщиной 2 мм целесообразно также ограничиться сравнительно «слабыми» решениями.
Если толщина металла составляет до 1,5 мм, то лучше брать 2-миллиметровый электродный инструмент без покрытия. Похожим образом поступают и при работе по металлу толщиной до 3 мм. Рекомендуется ток силой от 40 до 60 А. Важнейший момент, о котором надо заботиться обязательно, это профилактика прожига. Другие отклонения случаются редко, особенно при строгом соблюдении режимов.

Как варить тонкий металл, чтобы его не повело. Варим тонкий металл так чтобы не прожечь
Варим тонкий металл так, чтобы не прожечь и не деформировать
Счастливые обладатели сварочных аппаратов часто сталкиваются с такой проблемой, как прожоги тонкого металла. Чаще всего при выполнении работ по дому приходится сваривать профильную трубу или тонкие листы стали, например для того, чтобы сделать мангал.
Как раз вот тут и возникают различные проблемы, но чаще всего это дыры в металле из-за неправильно подобранного сварочного тока и других ошибок. Также нередко металл деформирует, и выровнять его потом попросту невозможно.
Как варить тонкий металл, чтобы не повело? Что нужно понимать и какие ошибки чаще всего допускаются начинающими сварщиками? Читайте в данной статье.
Ошибки, которые допускаются при сварке тонких металлов
В первую очередь следует рассмотреть ряд грубых ошибок, которые допускаются теми, кто купил сварочный аппарат, так сказать «для себя» и не является сварщиком. Чаще всего прожоги допускаются из-за этих, самых распространённых ошибок.

Ошибки при сварке:
- Выбираются электроды больших диаметров. Это первая ошибка, из-за которой никак не получается заварить тонкую жестянку;
- Ошибки при подборе сварочного тока, тока больше чем нужно;
- Слишком медленное перемещение электрода при сваривании тонких металлов;
- Сварка на прямой полярности. Следует знать, что тонкий металл варят на обратной полярности. Температура нагревания металла, таким образом, существенно меньше, чем на прямой полярности;
- Подобраны «плохие» электроды.

Как видно, существует достаточно много ошибок, которые допускаются при сварке тонких металлов.
Какими электродами варить тонкий металл
Для сварки тонких металлов, профильной трубы и т. д., лучше всего использовать только подходящие по диаметру электроды. Многие допускают одну критическую ошибку и варят любой металл электродами 3 мм. Однако зачем создавать себе проблемы, когда в продаже существуют электроды и 2 мм, и даже меньше по диаметру.

Таким образом, для металла толщиной до 3 мм, целесообразно использовать электроды 1,6-2 мм диметром. Всё что больше можно варить электродами 3-4 мм. Кроме того, для сварки тонкого металла лучше всего воспользоваться электродами MP-3С, которые допускается использовать как с переменным, так и с постоянным током.
Подбираем правильно сварочный ток
В подборе сварочного тока и настройке аппарата для сварки нет ничего сложного. Определившись с нужным диаметром электродов, можно определить, какой правильный ток сварки нужен в том или ином случае.
Для сварки электродами 1,6-2 мм, нужен сварочный ток от 30 до 80 Ампер. Чтобы варить электродами 3-4 мм по диаметру, необходим сварочный ток от 80 до 150 Ампер.

При этом чтобы не прожигался металл, следует, как было сказано в начале статьи, варить на обратной полярности. Для этого к электроду подводится плюс, а к свариваемому металлу минус.
Ну а теперь что касается деформации металла. Чтобы этого не произошло, сначала целесообразно приваривать металлы точечно, заодно выставляя и фиксируя заготовки тем самым. Недопустимо варить сразу сплошным швом, так как тонкий металл тут же ведёт и деформирует от большой температуры.