13 способов, как согнуть профильную трубу. Как согнуть профильную трубу в кольцо быстрее, чем трубогибом
- 13 способов, как согнуть профильную трубу. Как согнуть профильную трубу в кольцо быстрее, чем трубогибом
- Гибка профильной трубы под 90 градусов. Процесс идеального изгиба профильной квадратной трубы под прямым углом
- Как согнуть профильную трубу 100х100. Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
- Как согнуть профильную трубу для навеса. Как сделать навес из профильной трубы своими руками. Как изогнуть профиль для навеса своими руками?
- Как согнуть профильную трубу 20х40. Зависимость способа гибки от вида материала
- Как согнуть профиль своими руками. В чем сложность сгибания профильных труб
- Как согнуть квадратную трубу. Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
- Как согнуть металлический профиль. В чем заключается сложность гибки профильного проката
13 способов, как согнуть профильную трубу. Как согнуть профильную трубу в кольцо быстрее, чем трубогибом
Когда под рукой есть роликовый трубогиб, согнуть профильную трубу в кольцо не составит никаких проблем. А если трубогиба нет, можно обойтись и без него.
В сегодняшней статье расскажем, как сделать простое приспособление, с помощью которого согнуть профтрубу в круг получится даже быстрее, чем трубогибом.
Чтобы сделать приспособление для гибки профтрубы, нам потребуются:
- листовой металл;
- стальная полоса (если нет — можно вырезать из листового металла);
- уголок;
- болт с гайками.
Для работы потребуется электродрель, УШМ и сварочный аппарат. Самоделка проста в изготовлении, поэтому никаких сложностей при её создании не возникнет.
Из минусов данной конструкции стоит отметить только тот факт, что приспособление «заточено» под конкретный диаметр колец. Если вам нужны кольца разного диаметра, лучше сделать выбор в пользу трубогибочного станка.
Основные этапы работ
В данном случае мы будем делать приспособу для изготовления колец диаметром 200 мм. Для этого сначала чертим на бумаге окружность. Потом нужный диаметр умножаем на число «π» (3,14). Получаем значение 628 мм.
Сгибаем полосу в круг и обрезаем болгаркой все лишнее. Прикладываем заготовку к окружности, чтобы сравнить диаметр.
На следующем этапе вырезаем из листового металла прямоугольную пластину. Она будет использоваться в качестве основания. Привариваем к ней ранее изготовленный шаблон.
Дополнительно вырезаем из листового металла косынки и привариваем их к внутренней стороне шаблона — это будет усиление.
Отрезаем кусок строительного уголка подходящей длины. Привариваем заготовку к нижней части основания. Уголок нужен, чтобы зафиксировать приспособление в тисках.
В завершении останется только просверлить в основании два отверстия рядом друг с другом и обработать их напильником по металлу, чтобы получился паз. Вставляем в него болт и накручиваем на резьбу две гайки.
Процесс изготовления кольца из профтрубы
Самодельное приспособление зажимаем в слесарных тисках. От профильной трубы отрезаем заготовку требуемого размера (628 мм). Фиксируем край заготовки между упором (болтом) и шаблоном. Руками сгибаем заготовку вокруг шаблона.
После этого болгаркой отрезаем лишнюю часть профиля, выравниваем края и обвариваем место стыка. Получилось идеально ровное кольцо.

Гибка профильной трубы под 90 градусов. Процесс идеального изгиба профильной квадратной трубы под прямым углом
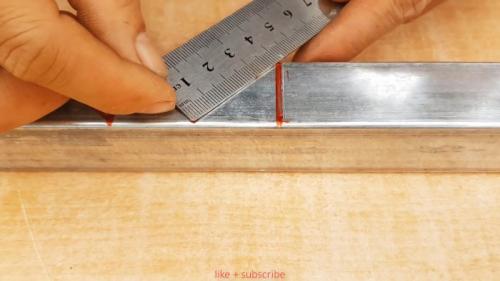
Отмечаем поперечной линией середину (15 см от любого торца) профильной квадратной трубы длиной 30 см. Проводим от этой отметки две линии справа и слева с помощью такого же куска профильной квадратной трубы, которые отстоят друг от друга ровно на длину стороны этого коробчатого профиля.

Продолжаем эти четыре линии по поверхностям двух прилегающих сторонах профильной квадратной трубы, не нарушая их параллельности и расстояния между ними. Соединяем диагональю две левые и две правые линии. То же самое проделываем и на противоположной стороне коробчатого профиля.
Измеряем штангенциркулем размер стороны квадратной трубы и откладываем его на диагоналях от внутренних концов в направлении внешних. Проводим от соответствующих точек на гранях трубы ко всем этим отметкам перпендикулярные линии, концы которых соединяем по смежной стороне профильной квадратной трубы.


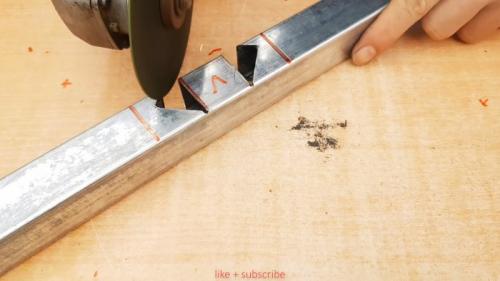
Отмечаем крестиком участки, которые предстоит вырезать, что и выполняем с помощью болгарки.


Удаляем вырезанные участки и зачищаем все линии резки ручным напильником по металлу, удаляя образовавшиеся при резке заусенцы, и сглаживая острые кромки.

Остается лишь согнуть в направлении друг друга концы квадратной трубы так, чтобы линии резки сомкнулись вокруг центрального коробчатого элемента.
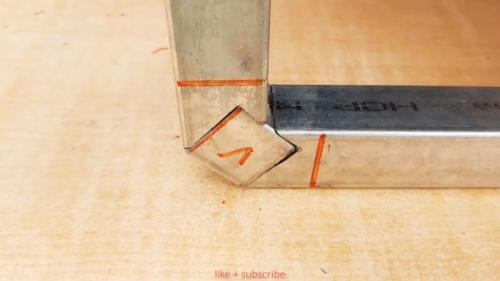
Помещаем во внутренний угол магнитный угольник, еще раз сдавливаем концы профильной трубы и выполняем прихватки по линиям контакта с помощью сварочного аппарата. Или скручиваем уголком при помощи саморезов по металлу.

Зачищаем болгаркой места прихваток и убеждаемся в том, что получился изгиб профильной квадратной трубы в точности под 90 градусов.
Как согнуть профильную трубу 100х100. Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
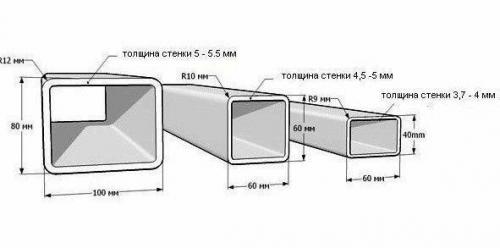
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные . Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу для навеса. Как сделать навес из профильной трубы своими руками. Как изогнуть профиль для навеса своими руками?
В домашних условиях металл гнется как в холодном, так и в горячем состоянии. Правильный метод может быть определен экспериментально. Как согнуть секционную трубу в домашних условиях, становится понятно с первой попытки.
Как согнуть профильную трубу: советы и рекомендации специалистов
Профильные трубы имеют более высокую прочность благодаря ребрам жесткости. По этой причине их предпочитают использовать для каркасов теплиц, навесов и парапетов. На плоские стороны легче крепить другие материалы. Но согнуть квадратные и прямоугольные трубы сложнее, поскольку жесткость ребер одинакова. Поэтому я поделюсь своим опытом, как сделать это своими руками.
Из-за четырех ребер жесткости при простой гибке «на холоде» или нагреве горелкой возникают следующие проблемы:
ребро теряет свою плоскостность, трубка может вращаться вокруг своей оси,
сварной шов расходится,
труба раздавлена,
Профилированные трубы гнутся на специальных станках. Их конструкция включает три ролика: два нижних опорных и один верхний зажимной-ведомый. Первые два используются для поддержки трубы и ее отвода назад и вперед. Третий ролик нажимает сверху и задает радиус изгиба. Машины могут управляться вручную или с помощью электропривода. Этот метод используется для сгибания гладких, изогнутых углов. Метод может быть воспроизведен на самодельном станке, где прижимным элементом является домкрат, задающий угол изгиба. Это относится к серийному производству гнутых деталей.
Однако можно обойтись и более простыми устройствами, если требуется всего несколько поворотов.
Горячий способ
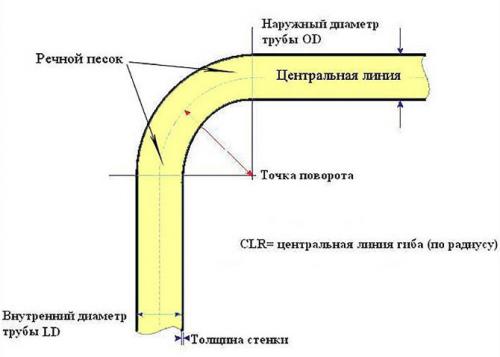
При этом трубка заполняется речным песком. Используйте воронку, предварительно запечатав другой конец профиля деревянной стамеской. Закрепите песок, воткнув деталь в землю. Прикрепите второй конец. Следующий:
Зажмите профильную трубу в тисках перед зоной гибки.
Нагрейте участок паяльной лампой или сварочной горелкой.
Согните со свободного конца на нужный угол.
Песок предотвращает образование морщин или закрывает полость, но не защищает от искривления краев. Процесс подходит для сечений до 50×50 мм с толщиной стенки 2,5 мм.
Холодный способ 1
Процесс гибки труб холодного профиля доступен, когда на улице мороз. Труба заполняется водой и запаивается на концах. Затем его выгибают наружу, чтобы вода замерзла. Затем трубу сгибают в «холодном» состоянии, зафиксировав ее в тисках. Однако я рекомендую этот метод только для сечения 20х20 мм с толщиной стенки 1,5 мм. Углы закруглены, но без выравнивания стены.
Чтобы сделать прямые углы, используйте шлифовальную машину с отрезным кругом. Сделайте V-образный надрез с углом 45º с внутренней стороны, согните трубу вручную и заварите соединение. Чтобы устранить острый внешний угол, сделайте два V-образных разреза под углом 22° рядом друг с другом. Тогда у вас получится гладкая фаска. Для полукруглых изгибов необходимо несколько прорезей через каждые 4-6 см. Подходит для труб любого сечения и толщины стенок.
Совет. Конструкцию изогнутой фермы следует выбирать в зависимости от проекта и доступности метода строительства. В принципе, вы можете согнуть необходимую деталь в любой слесарной мастерской, где есть трубогибочный станок, и самостоятельно приварить опоры.
Варианты фундамента для вертикальных стоек из профиля
Вертикальные опоры могут быть установлены несколькими способами:
1. 1. Уложите щебень или мелкие камни на дно ямы. Нижний край мачты обработан антикоррозийной краской. Мачта устанавливается вертикально, закрепляется опорами, и яма заполняется бетоном.
Самый простой пример бетонирования столба, но не самый практичный
2. подготовленная яма заполняется бетоном и вставляется чугунный элемент, к которому затем приваривается вертикальная стойка.
Поперечное сечение через фундамент с заложенной секцией. Вертикальная стойка устанавливается на закладную секцию, приваривается и при необходимости усиливается сварными опорами.
3. действуйте, как в пункте 2, за исключением того, что вместо закладной секции устанавливаются анкерные болты.
Как согнуть профильную трубу 20х40. Зависимость способа гибки от вида материала
Трубы могут иметь различное поперечное сечение. Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Чтобы правильно согнуть профильную трубу квадратного или прямоугольного сечения, не повредив ее, при расчетах необходимо отталкиваться от ее высоты. Если высота составляет менее 20 мм, то можно выполнять сгибание на промежутке, длина которого в два с половиной раза больше, чем высота. Предметы, высота которых более 20 миллиметров, необходимо сгибать на промежутках, имеющих длину в три с половиной раза больше.

Процесс гибки профильной трубы с помощью оправки
Большую роль при выборе способа гибки играют и характеристики металла, из которого изготовлена труба. При сгибании заготовки из низкоуглеродистой стали следует учитывать, что материал после проведения процесса частично вернет свою первоначальную форму. Поэтому, при выполнении работ в домашних условиях, следует загнуть требуемый участок немного сильнее. После отпружинивания металла изделие приобретет необходимую форму.
На минимально допустимый радиус сгиба влияет и толщина стенки. Для профилей, толщина стенок которых составляет менее двух миллиметров, лучше применить способ резки с последующим применением сварочных работ. Для более толстых стенок можно применить способы горячего или холодного прокатывания.
Как согнуть профиль своими руками. В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Обратите внимание! Специалисты утверждают, что профильные трубы с толщиной стенок менее 2 мм лучше не гнуть. Прочность в местах сгиба будет достаточно низкой, даже при идеальном соблюдении технологии. Для таких труб лучше предпочесть сварные соединения.
Как согнуть квадратную трубу. Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные . Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных . По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть металлический профиль. В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
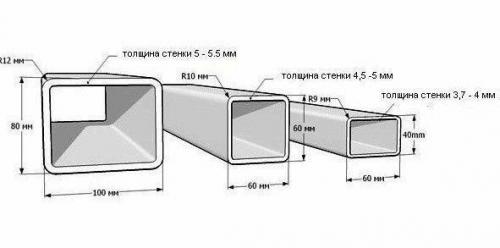
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.