Как сделать колено из трубы 90 градусов. Как сделать отвод 90 градусов из трубы
- Как сделать колено из трубы 90 градусов. Как сделать отвод 90 градусов из трубы
- Как соединить две трубы под 90 градусов без сварки. Способ №1. Краб-элементы
- Как сделать отвод 90 градусов из 159 трубы. Как сделать отвод 90 градусов из трубы
- Как согнуть трубу под 90 градусов в домашних условиях. Особенности процесса
- Лекало для резки трубы под 90 градусов. Стусло для резки труб
- Как сделать отвод 90 градусов из жести. Техника изготовления воронок
- Как сварить трубу под 90 градусов. Процесс сварки скругленного угла
Как сделать колено из трубы 90 градусов. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
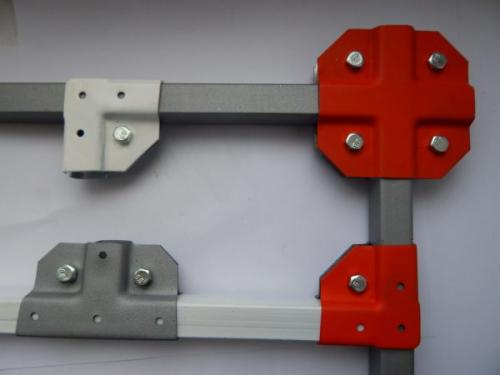
Как соединить две трубы под 90 градусов без сварки. Способ №1. Краб-элементы
Универсальные крепежные элементы, предназначенные для соединения профильной трубы прямоугольного/квадратного сечения. Каждый «краб» состоит из нескольких частей, которые при монтаже стягиваются болтами. Части «краба» выполняются из 1,5-миллиметрового металла, имеющего стойкое полимерное либо цинковое покрытие.
 Краб-крепление для профильной трубы
Краб-крепление для профильной трубы
Существуют такие виды краб-элементов:
- объемные (предназначены для соединения трех труб по углам или четырех внутри);
- Т-образные (предназначены для соединения трех труб);
- Х-образные (предназначены для фиксации четырех труб);
- Г-образные (предназначены для соединения двух профилей).
 Разновидности креплений профильных труб краб-системой
Разновидности креплений профильных труб краб-системой
Домашние мастера используют краб-системы, чтобы без сварки собирать:
- теплицы, парники;
- стеллажи, скамейки;
- летний душ;
- клетки для питомцев, вольеры;
- беседки, навесы;
- опоры для вьющихся растений, легкие ограждения.
 Такие крепежи используются в теплицах и парниках
Такие крепежи используются в теплицах и парниках
На заметку! Еще краб-системы используют для временного соединения деталей при ремонте сварных конструкций. В целом, это достаточно надежный способ соединения, едва ли уступающий сварке по прочности.
Плюсы
- большой срок службы (до 50-ти лет);
- конструкции можно многократно собирать/разбирать;
- доступная стоимость краб-элементов;
- со сборкой справится даже неквалифицированный работник;
- универсальность.
Минусы
- нельзя соединять трубы больше 40х40 мм;
- места соединений нужно защищать от коррозии, т. к. в них скапливается влага;
- трубы можно соединять лишь под углом 90 градусов;
- если возникнет большая нагрузка на разрыв, может произойти вытаскивание труб из краб-элементов;
- гайки нужно регулярно подтягивать.
Как сделать отвод 90 градусов из 159 трубы. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
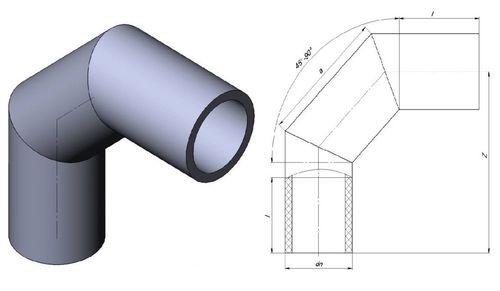
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как согнуть трубу под 90 градусов в домашних условиях. Особенности процесса
Суть процесса сгибания профильной трубы или металлической арматуры состоит в том, чтобы создать полный либо частичный изгиб в нужном месте заготовки.
Чтобы получить необходимые результаты, потребуется приложить определенные усилия на профиль или выполнить предварительный нагрев металла, а уже затем производить его гибку.


Если рассмотреть процесс гибки металлической заготовки, то очевидным становится факт, что на нее действуют силы сжатия, которые направлены на внутренний радиус изгиба, а также силы растяжения, которые тянут стенки металла по наружному радиусу сгибаемого материала. Обе эти силы имеют разные направления, в результате чего в процессе выполнения трубогибочных работ нередко возникают определенные затруднения:
- в процессе изгибания участки трубы будут менять свою конфигурацию неравномерно, что приведет к перекосу стенок трубы относительно друг друга;
- при чрезмерном приложении усилий во время растяжения материала по наружному радиусу стенка трубы может лопнуть или истончиться до такой степени, что прочность ее будет очень низкой;
- в процессе загиба на внутреннем радиусе трубы будут образовываться излишки материала, собираясь в гармошку.


Для того чтобы не столкнуться с подобными проблемами и выполнить гибку заготовки аккуратно и качественно, необходимо принимать во внимание характеристики материала, с которым предстоит работать, толщину его стенок, размер сечения заготовки и величину загиба, который потребуется сделать. Изучив всю перечисленную выше информацию, мастеру будет легче выбрать способ, который окажется наиболее подходящим для гибочных работ.


Лекало для резки трубы под 90 градусов. Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла — инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
Такой выглядит возможная конструкция стусла – приспособления, благодаря которому также можно резать трубы под разными углами. Однако стусло, как правило, удобно применять для реза труб малых
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Как сделать отвод 90 градусов из жести. Техника изготовления воронок
Если понимать, что фальцевое соединение — суть чуть ли не любого жестяного изделия, можно дать волю воображению и собирать сложные изделия из нескольких более простых. Пример тому — всевозможные воронки, тройники и угловые отводы.

Воронка состоит из двух коротких отрезков труб большего и меньшего диаметра. Они собираются как и обычные трубы, вот только края у них развальцовываются наружу на 8–12 мм. Впоследствии эти отогнутые бортики и используют для дальнейшего изготовления фальцев, либо, если нет претензий к герметичности, загибают жёсткие кромки и скрепляют между собой просекателем.
Техника клепания разных изделий может существенно отличаться, но на деле это не так важно, как правильное составление выкройки. Все заготовки следует вырезать только по шаблону
Например, для центральной части воронки — усечённого конуса — выкройка представляет собой сегмент кольца, где длина внутренней дуги определяется диаметром слива, а внешней — диаметром приемного раструба.

К сожалению, оборудование для производства подобных изделий имеет весьма узкую специализацию, а потому недоступно в виду как высокой цены, так и малой распространённости. Однако все изделия из жести и листового металла, будь то ведро, бак или обычный конёк, можно изготовить и вручную, станки лишь облегчают некоторые операции.
Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
Источник: https://baget-bez-stusla.aystroika.info/stati/kak-izgotovit-otvod-iz-segmentov-truby-materialy
Как сварить трубу под 90 градусов. Процесс сварки скругленного угла
Скругленный угол формируется особым изгибом одной трубы, а не сваркой двух как стандартный прямой. Для этого на ней необходимо начертить поперечную линию с помощью угольника.

Затем со стороны будущего внутреннего угла от этой линии отмечается точка на расстоянии ширины трубы. В данном случае это 5 см, так что и метка ставится с отступом 5 см. Теперь нужно развести циркуль на 5 см, и соединить точку и край линии, нарисовав четверть круга.
Далее необходимо отметить за этой точкой вторую, на отдалении от линии равным расстоянию нарисованной окружности. Можно просто взять диск от болгарки с таким же округлением, приложить его к нарисованной дуге, и поставить метки по ее краям. Затем он устанавливается одной точкой на начало линии, и прокатывается по трубе. В месте касания второй его точки ставится нужная нам метка.

Высчитать это расстояние можно и математически, используя формулу длины окружности «P=2πr». Где r – это радиус круга, который в нашем случае всегда равен ширине трубы. Расстояние, которое нужно отступить от линии, будет равным четверти высчитанной по формуле окружности.
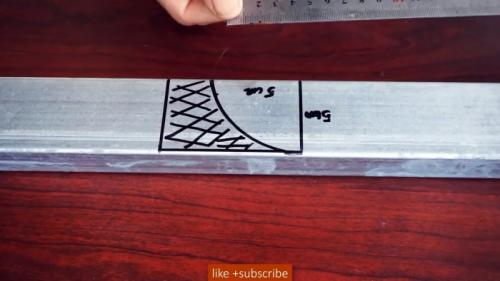
По последней метке на трубе рисуется еще одна поперечная линия под угольник. Теперь нужно заштриховать часть трубы, как на рисунке. Аналогично делаете с другой стороны трубы. Заштриховать нужно будет и короткий прямоугольник на боковой стенке.
Размеченная заштрихованная часть трубы отрезается.


Края среза нужно зашлифовать.

После этого труба сгибается.

Она будет сопротивляться, так что ее можно подбить молотком и придержать для прихватки сваркой.

Далее стык заваривается сплошным швом.

