Врезка трубы в трубу под 90 градусов. Алгоритм процесса врезки круглых труб
- Врезка трубы в трубу под 90 градусов. Алгоритм процесса врезки круглых труб
- Врезка трубы в трубу под углом 45 градусов. Технология сварочного процесса
- Сварить трубу под 90 градусов. Как сделать отвод 90 градусов из трубы
- Врезка труба в трубу одного диаметра. Необходимые материалы при подсоединении к центральному трубопроводу
- Расчет врезки трубы в трубу. Врезка труба в трубу.
Врезка трубы в трубу под 90 градусов. Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.Обрезаем кромку привариваемой трубы под прямым углом.










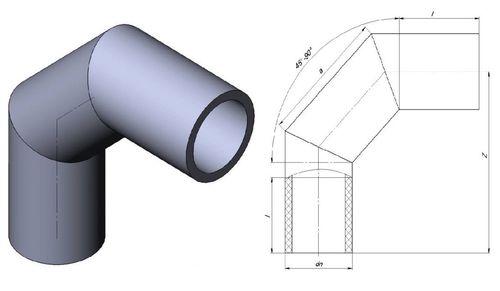
Врезка трубы в трубу под углом 45 градусов. Технология сварочного процесса
При других углах разворота решить задачу с помощью линейки и листа бумаги невозможно — на помощь придется вызывать компьютерную технику. Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали.
Для ПНД труб существуют электросварные или литые отводы под 45 градусов заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно. Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом.
Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения. Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:.
При работе с болгаркой необходимо учитывать следующий фактор — при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ. Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом.
Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют. При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура.
Деталь обрезается в несколько заходов с постепенным углублением канавки. Использование шаблона не слишком удобно — приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям.
При наличии сварочного аппарата можно сделать простое стусло — направляющие для диска болгарки, не дающие ему уходить в сторону. Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности.
Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент. Чтобы поперек ровно отрезать круглый трубопровод или металлопрофиль прямоугольного сечения, используют лист обычной бумаги.
Им оборачивают заготовку таким образом, чтобы кромки бумажного листа совпали, после чего его фиксируют на детали с помощью скотча или клея. Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.
Металлопрофиль или круглую трубу можно распилить при помощи шаблона, надев на них ровно обрезанный элемент с большим внутренним диаметром.
Чтоб получить ответвления металлических трубопроводных линий в виде тройников, применяется воротниковая врезка, для которой необходимо вырезать кромку круглой трубы, примыкающей к стенкам другой под прямым углом.
Сварить трубу под 90 градусов. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Врезка труба в трубу одного диаметра. Необходимые материалы при подсоединении к центральному трубопроводу
В зависимости от материала водопроводной трубы, может понадобиться использование определённых дополнительных элементов оборудования.
Чтобы врезаться в пластиковую трубу с давлением около 1,6 МПа, необходимо задействовать кольцевой хомут-седёлку. В этом приспособлении имеется спираль с фрезой, применяемые при формировании отверстия
При покупке седёлки для врезки в водопровод стоит обратить внимание на штрих-код, отмеченный на её корпусе. Он обеспечивает точность параметров создаваемого отверстия
Для врезки в чугунную или стальную трубу необходимо купить седловой хомут. Это приспособление разделено на две части, стягиваемые в процессе эксплуатации болтами. Металлическое седло оснащается запирающей пластиной.
К трубопроводу оно монтируется кронштейном. Врезку в стальной водопровод можно осуществить и без применения седёлки посредством приваривания патрубка, однако, при таком способе имеет значение диаметр магистральной трубы, который должен быть с большим сечением.
Сегодня благодаря приемлемой цене и отменному качеству большую популярность у специалистов завоевали седёлки со встроенными клапанами и фрезой. Применяются они обычно при врезке в трубопровод, находящийся под давлением не более шестнадцати бар.
Их оснащают муфтой, что позволяет производить монтаж сварочным аппаратом. Наиболее привлекательной особенностью таких седёлок является хорошая сопротивляемость коррозийным процессам, продлевающая срок службы до пятидесяти лет.
Расчет врезки трубы в трубу. Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
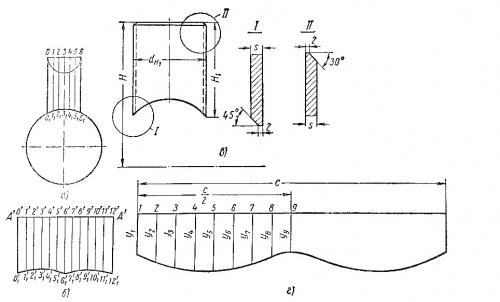
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).