Как идеально изогнуть профильную трубу под углом 90 градусов. Сложности процесса
- Как идеально изогнуть профильную трубу под углом 90 градусов. Сложности процесса
- Как согнуть профильную трубу 40х40. Способы гибки и их особенности
- Как согнуть профильную трубу 40х20. Труба профильная –, что это такое
- Как согнуть профильную трубу 20х20 под 90 градусов. Процесс идеального изгиба профильной квадратной трубы под прямым углом
- Как согнуть профильную трубу 100х100. Изгиб профильной трубы под 45 градусов
- Как согнуть трубу под 90 градусов. Как согнуть профтрубу под углом 90 градусов: простой способ
- Как согнуть профильную трубу под 135 градусов. Гибка профтруб с предварительным нагревом
- Как согнуть профильную трубу 50х50. Сгибание профильных изделий посредством трубогиба
- Гибка профильной трубы под 90 градусов. Мастер показал, как согнуть профильную трубу под углом 90 градусов
Как идеально изогнуть профильную трубу под углом 90 градусов. Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.

В первом случае гнуть металл приходится без нагревания. Такой способ лучше тем, что металл не теряет свои свойства. Однако без нагревания материала изогнуть металл будет очень сложно. При нагревании изготовить изгиб гораздо проще, но металл может потерять свои свойства и стать менее прочным.
 Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Если осмотреть профессиональное оборудование, то можно заметить, что внутри прокатного валика есть специальный паз, который продавливает середину стенки профильной трубы. Это помогает тем, что внутренняя кромка сдавливается и складок становится меньше.
Секторная сварка
 Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях , после чего материал загибается в необходимом направлении и прорези завариваются сваркой. В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь.
 Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
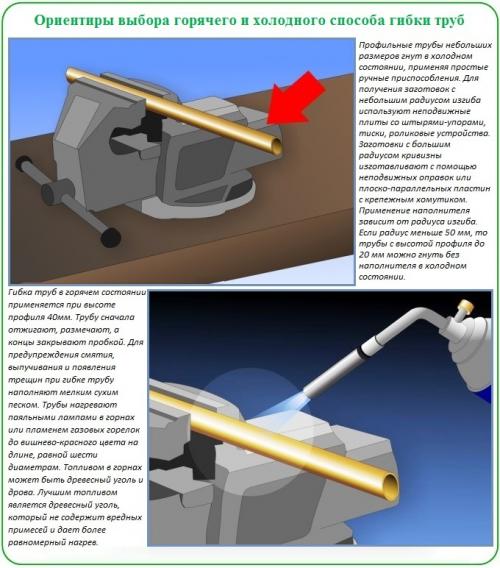
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок. Важно, чтобы изделие было полностью забито песком . Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
 Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Как согнуть профильную трубу 40х40. Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
Как согнуть профильную трубу 40х20. Труба профильная –, что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
 По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
 Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения – ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15 | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | |
| 60 х 60 | ||
- Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.
Как согнуть профильную трубу 20х20 под 90 градусов. Процесс идеального изгиба профильной квадратной трубы под прямым углом
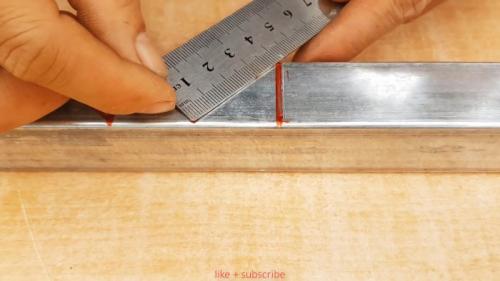
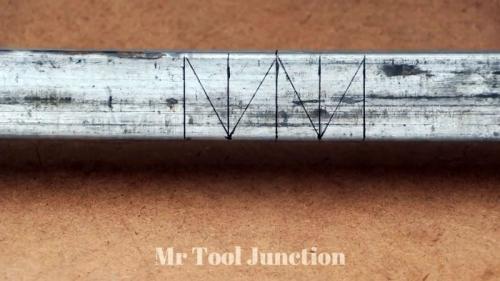
Отмечаем поперечной линией середину (15 см от любого торца) профильной квадратной трубы длиной 30 см. Проводим от этой отметки две линии справа и слева с помощью такого же куска профильной квадратной трубы, которые отстоят друг от друга ровно на длину стороны этого коробчатого профиля.

Продолжаем эти четыре линии по поверхностям двух прилегающих сторонах профильной квадратной трубы, не нарушая их параллельности и расстояния между ними. Соединяем диагональю две левые и две правые линии. То же самое проделываем и на противоположной стороне коробчатого профиля.
Измеряем штангенциркулем размер стороны квадратной трубы и откладываем его на диагоналях от внутренних концов в направлении внешних. Проводим от соответствующих точек на гранях трубы ко всем этим отметкам перпендикулярные линии, концы которых соединяем по смежной стороне профильной квадратной трубы.


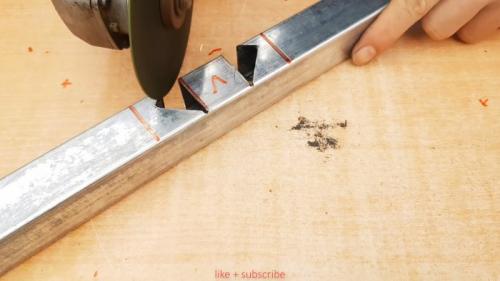
Отмечаем крестиком участки, которые предстоит вырезать, что и выполняем с помощью болгарки.


Удаляем вырезанные участки и зачищаем все линии резки ручным напильником по металлу, удаляя образовавшиеся при резке заусенцы, и сглаживая острые кромки.

Остается лишь согнуть в направлении друг друга концы квадратной трубы так, чтобы линии резки сомкнулись вокруг центрального коробчатого элемента.
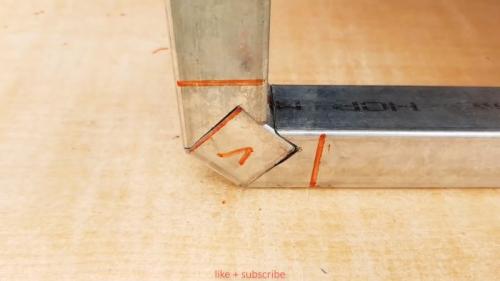
Помещаем во внутренний угол магнитный угольник, еще раз сдавливаем концы профильной трубы и выполняем прихватки по линиям контакта с помощью сварочного аппарата. Или скручиваем уголком при помощи саморезов по металлу.

Зачищаем болгаркой места прихваток и убеждаемся в том, что получился изгиб профильной квадратной трубы в точности под 90 градусов.
Как согнуть профильную трубу 100х100. Изгиб профильной трубы под 45 градусов
В центре будущего изгиба профильной трубы маркером под угольник проводится поперечная линия. Такая отметка делается со всех 4-х сторон трубы.Далее на одной из сторон нужно сделать еще 4 поперечные линии по 2 слева и справа от центральной. Они проводятся под угольник с отступом в половину сечения трубы. К примеру, если она 40х40 мм, значит следует отступать с шагом 20 мм, а если 50х50 мм, то 25 мм. Такие же линии нужно нанести на противоположной стороне трубы.







Как согнуть трубу под 90 градусов. Как согнуть профтрубу под углом 90 градусов: простой способ
Рассмотрим один из способов сгибания квадратной профильной трубы под углом 90 градусов. Берите себе на заметку.
В качестве «подопытного» будем использовать отрезок профильной трубы размером 40х40 мм.
Своим опытом поделился с нами автор YouTube канала KH welding. Идея классная, поэтому однозначно заслуживает внимания.
Основные этапы работ
Первым делом отрезаем кусок профиля требуемого размера (в данном случае — 30 см). Размечаем заготовку и отмечаем центр.
Далее от центральной точки откладываем еще две точки — по 20 мм в обе стороны, и чертим прямые линии. От каждой линии откладываем ещё две точки на расстоянии 40 мм (размер профильной трубы) и тоже чертим линии.
В результате у нас должно получиться три квадрата размером 40х40 мм, как на фото ниже.
С помощью угольника переносим начерченные линии на остальные стороны профильной трубы.
На двух параллельных сторонах заготовки в крайних квадратах дополнительно чертим диагонали. Откладываем на них отрезки длиной по 40 мм и ставим точки.
Далее от каждой точки чертим две линии, направленные к краю профильной трубы (как на фото ниже).
На противоположной стороне заготовки делаем все зеркально. Потом соединяем точки на рёбрах профтрубы прямыми линиями.
На следующем этапе отмечаем места, которые нужно будет вырезать, и потом вырезаем с помощью болгарки.
Потом останется только согнуть заготовку и обварить получившиеся швы. Такое с оединение получилось не только надёжным, но и красивым. А как думаете вы?

Как согнуть профильную трубу под 135 градусов. Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Как согнуть профильную трубу 50х50. Сгибание профильных изделий посредством трубогиба
Чтобы придать нужный радиус изгиба профильной трубы, применяют специальный слесарное устройство под названием «трубогиб». Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Трубогибы классифицируются по способу привода:
- С ручным приводом. Этот способ применяется для изгиба трубы небольшого поперечного сечения.
- Электрический. Станки с электрическим приводом оправданы в тех случаях, когда требуется сгибать большое количество профильного проката с большими габаритами. Изгибаемые элементы получаются с ровными и гладкими краями.
Для того как согнуть профильную трубу в единичном количестве, а также для выполнения одноразовых работ покупать собственный трубогибочный станок нецелесообразно и нерентабельно.
Стоит подумать об аренде устройства или, о самостоятельном изготовлении устройства своими руками.
Профилегибочный станок – устройство с валами, один из которых со свободным ходом под давлением равномерно выгибает трубу нужной формы по всей длине. Валы выточены под определенное сечение. Давление происходит постепенно, пока не будет достигнут нужный изгиб. Усилие придается вручную или с помощью электропривода, гидравлики.
Благодаря особенностям конструкции профилегиб качественно сгибает стальной трубопрокат без нагревания как в отдельном участке, так и по всей длине под различным углом, в различных плоскостях.
Изготовить гибочное устройство своими руками также возможно, на это уйдет много усилий, времени и средств, однако процесс выгибания труб станет легче. Ручной станок для гибки профиля прост в эксплуатации, имеет небольшие габариты, его можно установить в гараже или небольшой мастерской. Трубогибу следует обеспечить надежное устойчивое положение, работу следует выполнять не спеша, постоянно проверяя соответствие шаблону.
Как гнуть профильную трубу в домашних условиях, вопрос непростой. Следует учесть много нюансов и сделать все правильно, дабы не испортить материал. Большое внимание уделяется размерам сечения, толщине стенки, расчету радиуса изгиба, также стоит решить – применять нагрев, наполнитель или нет.
Гибка профильной трубы под 90 градусов. Мастер показал, как согнуть профильную трубу под углом 90 градусов
Чтобы согнуть профильную трубу под 90 градусов, можно использовать разные способы. В сегодняшней статье рассмотрим один из них.
Своим личным опытом сгибания профтрубы поделился с нами автор YouTube канала Mr Technic. Советуем взять на заметку.
Из основных инструментов нам потребуются:
- угольник;
- маркер для разметки;
- линейка;
- болгарка;
- напильник по металлу;
- сварочный аппарат.
Обратите внимание: данный способ сгибания и сварки профильной трубы вы можете использовать при изготовлении различных декоративных металлоконструкций.
Основные этапы работ
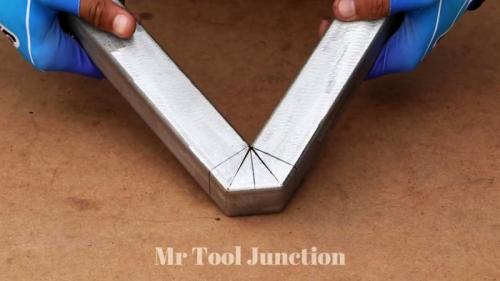
Первым делом с помощью угольника и маркера размечаем заготовку из профтрубы под углом 45 град.
Используя металлическую линейку, измеряем длину начерченной линии. В данном случае — это 70 мм. Откладываем это расстояние вдоль профтрубы.
После этого при помощи угольника необходимо будет провести третью линию, под углом 90 градусов. Должно получиться, как на фото ниже.
Переносим разметку на противоположную сторону заготовку. Заштриховываем маркером часть стенки профиля, которую нужно вырезать.
На следующем этапе берем болгарку и вырезаем все лишнее. Обрабатываем края напильником, чтобы не было заусенцев.
В завершении останется только согнуть профильную трубу и обварить швы. Зачищаем сварные швы при помощи болгарки. Угловое соединение готово!
Как согнуть профильную трубу под углом 90 градусов, подробно показано в авторском видеоролике ниже. Спасибо за внимание. Поделитесь своим мнением в комментариях, что вы думаете о данном способе.