Как сварить профильную трубу под 90 градусов. Процесс сварки скругленного угла
- Как сварить профильную трубу под 90 градусов. Процесс сварки скругленного угла
- Труба угол 90 градусов металлический. Как сделать отвод 90 градусов из трубы
- Как сварить детали под прямым углом. Вертикальные и горизонтальные
- Как сварить уголок под 90 градусов. Как правильно сварить железный уголок под прямым углом
- Работа с профильной трубой. Изгиб профильной трубы –, что нужно знать
- Угол 90 градусов из профильной трубы. Резка под 45 градусов
- Как варить профильную трубу полуавтоматом. Особенности работы полуавтомата
- Как сварить профильную трубу под 45 градусов. Резка под 45 градусов
- Как варить профильную трубу, чтобы не повело. Повело при сварке —, что делать
Как сварить профильную трубу под 90 градусов. Процесс сварки скругленного угла
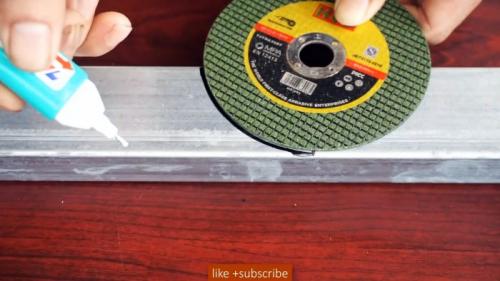
Скругленный угол формируется особым изгибом одной трубы, а не сваркой двух как стандартный прямой. Для этого на ней необходимо начертить поперечную линию с помощью угольника.

Затем со стороны будущего внутреннего угла от этой линии отмечается точка на расстоянии ширины трубы. В данном случае это 5 см, так что и метка ставится с отступом 5 см. Теперь нужно развести циркуль на 5 см, и соединить точку и край линии, нарисовав четверть круга.
Далее необходимо отметить за этой точкой вторую, на отдалении от линии равным расстоянию нарисованной окружности. Можно просто взять диск от болгарки с таким же округлением, приложить его к нарисованной дуге, и поставить метки по ее краям. Затем он устанавливается одной точкой на начало линии, и прокатывается по трубе. В месте касания второй его точки ставится нужная нам метка.
Высчитать это расстояние можно и математически, используя формулу длины окружности «P=2πr». Где r – это радиус круга, который в нашем случае всегда равен ширине трубы. Расстояние, которое нужно отступить от линии, будет равным четверти высчитанной по формуле окружности.
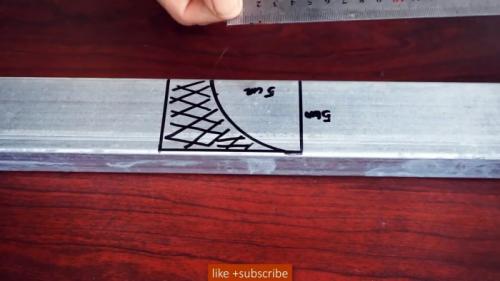
По последней метке на трубе рисуется еще одна поперечная линия под угольник. Теперь нужно заштриховать часть трубы, как на рисунке. Аналогично делаете с другой стороны трубы. Заштриховать нужно будет и короткий прямоугольник на боковой стенке.
Размеченная заштрихованная часть трубы отрезается.
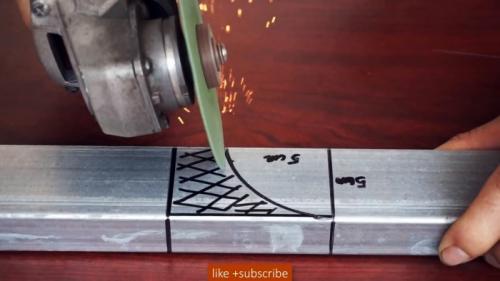

Края среза нужно зашлифовать.
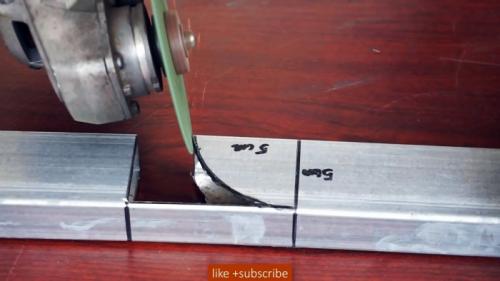
После этого труба сгибается.

Она будет сопротивляться, так что ее можно подбить молотком и придержать для прихватки сваркой.

Далее стык заваривается сплошным швом.


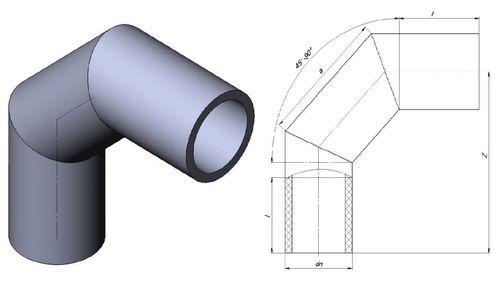
Труба угол 90 градусов металлический. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как сварить детали под прямым углом. Вертикальные и горизонтальные
При сваривании деталей, расположенных вертикально, расплав стекает вниз. Исключить образование капель помогает уменьшение длины дуги, для этого наконечник электрода приближают к обрабатываемой области.
Если стержень не залипает, его можно упирать в деталь.
Сварка шва имеет такие особенности:
Вертикальный сварочный шов и схема движения электрода.
- Металл подготавливают с учетом типа соединения и толщины заготовок. Детали закрепляют в нужном положении, накладывают короткие прихватки. Это препятствует смещению конструкции во время работы.
- Шов формируют как снизу-вверх, так и в обратном направлении. Первый способ считается более удобным. Под воздействием дуги сварочная ванна смещается вверх. Шов получается более качественным.
- Вести угловую сварку в вертикальной позиции можно с отрывом дуги. Во время перерыва расплав успевает остывать. При этом используют те же движения электрода, что при сварке без отрыва: в разные стороны, вкруговую или петлей.
- При сварке сверху вниз стержень устанавливают под прямым углом по отношению к поверхности заготовки. После возбуждения дуги прогревают деталь, отпускают наконечник и ведут сварку в этом положении. Способ не совсем удобен, поскольку требует постоянного контроля. Однако шов приобретает требуемые характеристики.
Горизонтальные соединения также можно формировать в разных направлениях. Метод выбирают с учетом предпочтений сварщика. Ванна также смещается вниз, поэтому угол наклона электрода увеличивают, принимая во внимание скорость сварки и силу тока.
При стекании расплава делают более быстрые движения, периодически отрывают дугу. За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно.
Горизонтальный сварочный шов.
Как сварить уголок под 90 градусов. Как правильно сварить железный уголок под прямым углом

Сегодня уголковый профиль довольно часто используется в процессе строительства различных зданий и сооружений.
Также его применяют при проведении менее глобальных работ, например, для сборки ограждающих конструкций для земельных участков.
Вопрос «как правильно сварить уголок?» интересует многих, поскольку от правильного выбора технологии сварки зависит прочность конструкции и долговечность её эксплуатации.
Как сварить железные уголки под прямым углом?
Сварить уголок под 90 градусов не так просто, как может показаться. Существует достаточно много вариантов такой сварки. Тонкости заключаются в том, чтобы наиболее точно расположить два уголка по отношению друг к другу. Можно выделить несколько основных видов соединений:
- Уголки располагаются вертикальными полками наружу (один уголок вкладывается в другой). Такой способ обеспечит наиболее гладкую форму свариваемой рамы и именно поэтому используется чаще всего.
- Кромки уголкового профиля разделываются под угол 45° и после этого стыкуются.
- Вязка угла в шип – в полках уголка делают вырезы (самый сложный способ).
Рассмотрим первый, самый простой способ сварки уголка в рамку. Предварительно необходимо сделать заготовки из уголкового профиля, отрезав их в размер и зачистив область наложения сварного шва.
Затем, уложив уголки в рамку, нужно измерить диагонали, чтобы убедиться в правильности размеров будущего изделия.
Далее с торца каждого угла (с внешней стороны) необходимо сделать прихватки при помощи электрода. Это необходимо, чтобы зафиксировать положение уголков в рамке. Затем выполняются прихватки внутри рамки (в каждом углу).
Обратите внимание
После наложения прихваток необходимо осуществить полную обварку мест стыковки металлических уголков. В зависимости от того, насколько велика будет нагрузка на рамку при эксплуатации, зависит, сколько швов придется наложить – то есть достаточно ли выполнить только внутреннюю сварку или еще и обварку всех торцов снаружи.
Завершающим этапом сварки металлических уголков в рамку станет зачистка швов от шлака. Данную операцию необходимо выполнять аккуратно, чтобы не повредить сварной шов.
Как сварить два уголка встык?
Сваривать уголки, как, собственно, и другие профили, встык несколько легче, чем выполнять сварку под углом.
Предварительную разделку кромок можно не выполнять и сразу стыковать концы двух уголковых профилей. Главное, чтобы кромки были зачищены, поскольку в противном случае в сварочном шве могут образоваться поры.
Количество проходов может быть различным и зависит от толщины стенок свариваемого уголка.
Сваривать металлический уголок можно, совершая электродом колебательные движения или круговые (спиралью). Прежде чем начать сварку, нужно зажечь дугу, например, ударом электрода о металлическую поверхность.
Угол наклона электрода должен быть равен 45°. Это позволит сварщику свободно наблюдать за сварочной ванной и формировать ровный шов.
После завершения сварки необходимо аккуратно отбить образовавшийся шлак и брызги.
Чтобы сварной шов при сварке уголкового профиля был максимально прочным и надёжным, необходимо пользоваться качественными расходными материалами. Для их приобретения обращайтесь в компанию Welding Materials.
Мы осуществляем продажу электродов, сварочной проволоки, принадлежностей для сварки и средств индивидуальной защиты от лучших производителей.
Для вас действуют самые низкие цены и удобные условия оформления заказа!
Работа с профильной трубой. Изгиб профильной трубы –, что нужно знать
Профильная труба
Рассчитывать на то, что все сложится гладко и просто с первого раза довольно наивно, но с другой стороны только оптимисты способны учиться на своих ошибках.
При работе с таким материалом как профильная труба важно не только понимать сам процесс изменения конфигурации, но и представлять то, какие изменения происходят в самом материале.
Профильная труба, а если речь идет о профильной трубе обычного прямоугольного или квадратного сечения, имеет несколько иные, чем обычная круглая труба, свойства :
- Первое – это особенность производства, профильная труба это в основном сварная конструкция, изготовленная методом горячей или холодной протяжки с последующим соединением краев заготовки сваркой.
- Во-вторых, само сечение имеет неоднородную толщину стенок. Для такой формы, характерным выступает значительное, до 30% утолщение металла в углах прямоугольника.
- В третьих, простыми усилиями приложения силы к месту изгиба можно скорее просто сломать ее, ведь при деформации изгибом, у такой по форме детали одна из сторон испытывает сжатие, одна растяжение, а вот две стороны профиля имеют комбинированную деформацию – на узком участке профиль и растягивается и сжимается одновременно.
И потому, перед тем как гнуть профильную трубу самостоятельно, для получения правильной, нужного размера и формы заготовки, необходимо, как минимум, позаботиться об использовании пусть самого примитивного, но крайне необходимого оборудования для сгибания труб.
Угол 90 градусов из профильной трубы. Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.

Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор – при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Как варить профильную трубу полуавтоматом. Особенности работы полуавтомата
Существенное отличие сварки полуавтоматом от обычной дуговой состоит в том, что процесс ведется не с помощью электродов, а с применением специальной проволоки, которая подается автоматически (с катушки). При этом сама сварка проводится вручную.
Сварочный полуавтомат профессиональный позволяет повысить как скорость процесса, так и эффективность. Кроме этого, данный вид сварки позволяет сваривать самые различные металлы – под разным углом, в разных плоскостях. Помимо черной стали можно варить нержавейку, алюминий, другие металлы.
Как работает сварочный полуавтомат? ясно демонстрирует, что сварка полуавтоматом производится при помощи горелки – в среде защитных газов. Ток подается на горелку через выпрямитель; при этом масса классически идет на свариваемую деталь.
Функция защитных газов – аргона, углекислого газа или смеси инертных – заключается в том, чтобы вытеснить воздух и содержащиеся в нем азот и водяной пар из зоны сварки, исключая, таким образом, загрязнение сварочного шва.
Также сварка полуавтоматом, видео которого вы найдете внизу, может осуществляться без защитного газа — порошковой или флюсовой проволокой, т.н. прямым током, когда плюс подается на проволоку.
Полуавтомат дает пользователю следующие преимущества перед ручной дуговой сваркой:возможность работать с тонкими – от 0,5 мм;внешнее покрытие или коррозия не являются препятствием для сварки;
более низкая стоимость по сравнению с другим сварочным оборудованием.
При этом полуавтомат имеет и свои недостатки. Во-первых, это излучение дуги, степень которого выше, чем при обычной сварке. Кроме того, при сварке без защитного газа капли металла могут разбрызгиваться на большей площади. Минимизировать такие недостатки поможет настройка сварочного полуавтомата.
Как сварить профильную трубу под 45 градусов. Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.
Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор — при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Как варить профильную трубу, чтобы не повело. Повело при сварке —, что делать
Ведёт профильную трубу при сварке — что делать?
Профильная труба является одним из самых популярных видов металлопроката на сегодняшний день. Используя профильную трубу и сварку можно собрать множество полезных и легких конструкций из металла.
Единственная проблема, с которой приходится сталкиваться сварщикам в процессе работы, это температурные деформации при сварке. Толщина стен профильной трубы незначительная, что становится причиной возникновения деформаций и прожогов.
Нередко конструкцию из профильной трубы ведёт, а в самом металле образуются прожоги. Чтобы этого не случилось нужно понимать, как варить тонкие профильные трубы, толщина стен которых не более 2 мм. Какие правила существуют и как не допустить температурной деформации.
Что делать, если при сварке ведёт профильную трубу
Конструкции из профильной трубы чаще всего ведёт по швам, они уходят внутрь вследствие деформаций. Происходит это по причине неправильной технологии сваривания, либо из-за спешки и ошибок. Поэтому главное правило при сварке профильных труб — абсолютно никакой спешки.

Нагреваясь, металл ведёт в сторону, но если не спешить и давать время на остывание, как правило, он возвращается назад. Также при сварке тонкостенных профильных труб рекомендуется придерживаться следующего:
- Осуществлять сварку на малых токах (10-60 А);
- Не использовать толстые электроды. Максимальный диаметр электрода в данном случае должен быть не более 2 мм;
- Точечно прихватывать конструкцию и лишь затем, осуществлять сварку в один проход.

При сварке профильной трубы следует выдерживать короткую дугу. Сильный разрыв и удлинение сварочной дуги, непременно приведёт к образованию прожога. Также, нельзя сильно перегревать металл, нужно давать время на то, чтобы он остыл.
Какие электроды для сварки профильной трубы использовать
Варить профильную трубу рекомендуется электродами, которые предназначены для сварки низкоуглеродистых и углеродистых сталей. Самыми распространёнными марками электродных стержней являются УОНИ, МР-3, ОЗС и другие.

Перед свариванием металлоконструкций рекомендуется прокалить электроды в печи. Это позволит улучшить качество сварного соединения, а также облегчит работу сварщика по разжиганию электродных стержней и получению стабильной дуги.
Как бороться с температурной деформацией при сварке
Чтобы профильную трубу не вело при сварке, нужно заранее предугадать все нюансы:
- Сварные швы накладывать, таким образом, чтобы они компенсировали возникающее напряжение;
- Предварительно осуществлять изгиб конструкций в противоположную сторону от возникающих деформаций. Температурная усадка позволит выгнуть металл в обратную сторону;
- Охлаждать конструкцию естественным путем;
- Выбрать правильный режим сварки;
- Осуществлять тепловую правку после сваривания заготовок.

В общем, при сварке профильной трубы не нужно спешить. Сначала следует собрать всю конструкцию на прихватках, затем вывести геометрию, и лишь после этогом можно будет всё обварить по углам.