Сварка инвертором для начинающих в домашних условиях. Распространенные виды сварки
- Сварка инвертором для начинающих в домашних условиях. Распространенные виды сварки
- Как научиться варить сваркой ресанта. Азы
- Режимы сварки инвертором. Влияние тока
- Сварка инверторная. Что такое инвертор?
- Как варить сваркой новичку. Как правильно варить электросваркой: 10 советов новичку
- Как варить инвертором. Сварка инвертором для начинающих
- Сварка инвертором полярность. Пример сварки двух заготовок прямой и обратной полярностью
- Сварка для новичков, как научиться. Пошаговая инструкция для новичков
Сварка инвертором для начинающих в домашних условиях. Распространенные виды сварки
Инверторные аппараты классифицируются по типу сварки, от чего зависят размеры и масса устройств. Миниатюрные модели инверторов соответствуют ручным видам сварки. Их применяют в бытовых условиях и в небольших домашних мастерских. Полуавтоматические инверторные приборы чуть больше по размеру и весу. Их мощность также имеет более высокий показатель. Такие модели можно использовать как в домашних условиях, так и на небольших производствах.
По типу назначения инверторные аппараты разделяются на бытовые, профессиональные и узкоспециализированные модели . Изготовлением бытовых конструкций в основном занимаются китайские производители. Но не всегда эти устройства отличаются высоким качеством и отличными характеристиками. Именно поэтому предпочтительнее выбирать брендовые аппараты. Что касается профессиональных и узкопрофильных устройств, их производством занимаются страны Европы, Россия и США.

В конструкциях профессионального типа инверторов применяются электроды разных видов, мощности и спектра возможностей, из-за чего их выбирают многие строительные компании. Высококвалифицированные сварщики, работающие самостоятельно либо на компанию, приобретают узкоспециализированные инверторы, благодаря которым получается работать с комфортом в самых сложных условиях.
Особое внимание начинающим мастерам следует уделить разновидностям швов, которые может сделать инверторный аппарат . В зависимости от расположения сварочные швы разделяются на горизонтальные, вертикальные, потолочные и наклонные. В процессе выполнения горизонтальных швов основная трудность заключается в том, что жидкий металл стекает вниз. Для создания вертикального шва специалисты делают соединения одним проходом. Потолочные швы являются наиболее трудными, так как сварочная ванна располагается кверху дном над человеком. Наклонный сварной шов также является сложным в исполнении, из-за чего специалисты рекомендуют делать соединения в один электродный прием.
Как научиться варить сваркой ресанта. Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе . Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест .

Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других .
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки — к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
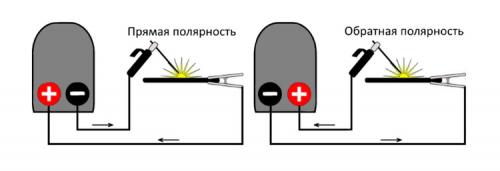
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице .
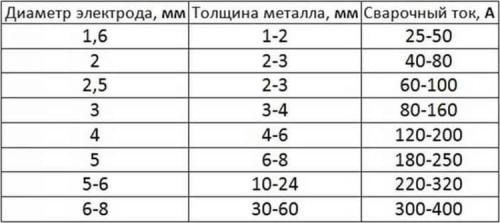
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
Режимы сварки инвертором. Влияние тока
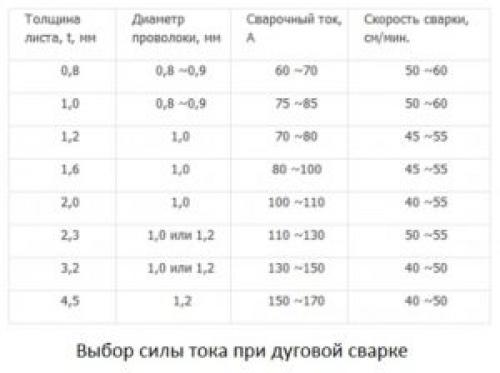 Выставляя режим, подбор силы тока делают по таблицам. Ток зависит от толщины свариваемых изделий и сварочной проволоки.
Выставляя режим, подбор силы тока делают по таблицам. Ток зависит от толщины свариваемых изделий и сварочной проволоки.
Точную юстировку делают по виду дуги и шва. Необходимо понимать, чем сильнее ток, тем температура под основанием дуги будет выше и это скажется на быстроте сварки.
Режим сварки при сильном токе и чрезмерно тонком сварочном проводе вызовет перегрев и разбрызгивание металла. Если заготовки тонкие, то часто при таком режиме происходит их прожигание.
При слабом токе дуга становится неустойчивой или вовсе обрывается. Шов получается некачественный, появляются непроваренные участки. Такой режим не стоит выбирать.
Необходимо учитывать, что глубина сварочной ванны зависит от вида тока. Если используется аппарат на постоянном токе, то глубина провара у него будет на 15 % больше, чем у переменного.
Сварка в режиме постоянного тока тоже имеет свои особенности. Так, при прямой полярности глубина кратера получается на 40% меньше, чем при использовании обратной полярности.
Прямая полярность – это когда электрод подсоединен к клемме инвертора со знаком «-», а соединяемые изделия к клемме со знаком «+». При обратной полярности все подключается наоборот.
При прямой полярности может применяться электрод с кальциево-фтористой обмазкой, позволяет варить низко и среднеуглеродистую сталь, чугун.
Инверторный режим (обратная полярность) используется, когда необходимо варить низкоуглеродистые и низколегированные стали, тонколистовые детали.
От положения свариваемого стыка в пространстве изменяется и ток. Так, при горизонтальном шве табличные значения рекомендуют уменьшать на 15-20%.
Сварка инверторная. Что такое инвертор?
Инверторный сварочный аппарат или просто инвертор — один из источников энергии для электродуговой сварки, в основе которого лежит использование тока высокой частоты. Его работа осуществляется за счёт силовой электроники и небольшого трансформатора.
 Инверторный сварочный аппарат
Инверторный сварочный аппарат
Достоинствами его признано низкое энергопотребление, компактность, небольшой вес и размеры, достаточно высокое качество шва.
К отрицательным сторонам инвертора можно отнести относительно высокую стоимость, боязнь влаги, пыли и низких температур (характерно для бюджетных моделей), чувствительность к скачкам напряжения, дорогостоящий ремонт.

Отличия процесса сварки инвертора от трансформатора
Давай те рассмотрим сам процесс сварки и отличие в этом вопросе инвертора от трансформатора. И здесь, главный недостаток привычных трансформаторов это недостаточная устойчивость дуги вместе с низкой стабильностью режима, которая полностью зависит от колебаний электро-сети. У сварочных инверторов здесь неоспоримое преимущество, так как инверторные источники обеспечивают стабилизированный постоянный сварочный ток, который не зависит от колебаний входного напряжения и обеспечивает, таким образом, более устойчивую дугу и минимальное разбрызгивание металла при сварке. Более технологически подкованный инвертор, отличает от трансформатора, как минимум наличие плавной регулировки сварочного тока, не говоря уже о наличии специальных функций, присутствующих в арсенале даже у бюджетной модели, таких как Hot-Start, Anti-Sticking, Arc-Force и др.
Помимо всего выше перечисленного, сварочный инвертор потребляет гораздо меньше электроэнергии и может работать от автономных источников питания- бензиновых и дизельных электрогенераторов (на нашем сайте Вы можете ознакомиться с актуальными моделями генераторов ). Для примера, электропотребление инвертора при работе электродом диаметром в 3мм равносильно потреблению двух электрочайников, что вполне укладывается в бытовые нормы. Исходя из всего перечисленного, сваривать инвертором гораздо более выгодно, приятней, а главное проще, чем трансформатором.
Как варить сваркой новичку. Как правильно варить электросваркой: 10 советов новичку
Сварочные работы по мелочам часто нужны владельцам частных домов и дач. Чтобы не обращаться к профессионалам, не платить за это, достаточно приобрести необходимое оборудование и научиться самому как правильно варить электросваркой. Навыки лучше всего оттачивать на инверторе — сварочном аппарате, который работает на постоянном токе, отличается малыми габаритами и весом, а также недорого стоит.
Варить металл инвертором — лучшее, с чего может начать новичок.
Сварочный инвертор: устройство и принцип работы
Устройство, которое способно преобразовать переменный электрический ток 220 — 380В при частоте 50 Гц в постоянный и пригодное для прочного соединения металлических конструкций называется сварочным инвертором.

КПД достигает 90%. Оплачивать бешеные счета за электроэнергию не придется. Инвертор «мотает» чуть больше обычного расхода, но не сильно много.
Плюс, на напряжение бытовой сети инверторы никак не влияют, так что соседи и не догадаются о проходящих рядом сварочных работах и у них не станут мигать лампочки и перегреваться бытовая техника.
Также, что немаловажно для жителей частного сектора, агрегат может сносно работать и при пониженном напряжении. Например, при 170 В доступна сварка трехмиллиметровым электродом.
Дуга при работе инвертором получается «мягче» и удерживается легче.
Начинка устройства для сварки будет интересна электрикам и тем, кто собрался его ремонтировать.
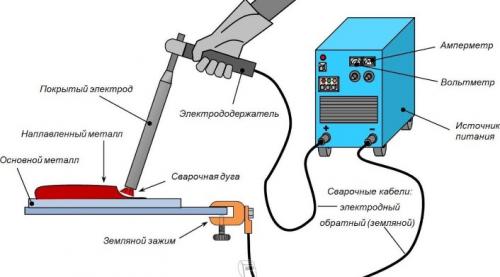
Рассмотрим то в конструкции инвертора, чем будем пользоваться, внешний вид, рабочие узлы:
- Корпус. В виде металлического ящика с прорезями для вентиляции. На нем находятся все рабочие узлы агрегата.
- Ремень или ручка, которые крепятся на корпусе для транспортировки сварочного аппарата к непосредственному месту работы.
- Клавиша или тумблер для включения с индикаторами питания и перегрузки (перегрева).
- Ручки для выставления параметров сварки — тока и напряжения.
- Розетки для подключения рабочих кабелей. «+» и «-«. Один — с прищепкой-клеммой для подключения массы (заземления), другой — для электрода. Стоит обратить внимание на то, что чем они жестче и короче, тем меньше комфорта во время сварки!
- На задней панели — разъем для подключения кабеля к электросети.
Как научиться варить сваркой
Раньше в училищах и ПТУ этому учили 3 года. Но азам при желании можно научиться на пару недель. Со временем, практикуясь, можно достичь мастерства.
Главное при обучении соблюдать все правила безопасности. Не забывайте про защитную одежду. Не оставляете открытыми участки тела, иначе загар вам обеспечен. Работайте только в защитной маске, а сбивая шлак — в очках.
Рассмотрим все поэтапно, как правильно варить электросваркой.
Подготовительные работы
Подготавливаем рабочее место. Уделяем внимание личной безопасности. В процессе сварки всегда есть риск пострадать от электротока, искр и окалины. К подготовке к сварочным работам нужно всегда относиться достаточно серьезно.
Для учения и практики подойдет толстый кусок металла.

Помимо него нам понадобится следующее:
- краги (специальные толстые плотные перчатки);
- маска;
- плотная спецодежда, которая способна защитить тело от летящих искр;
- прочная толстокожая обувь;
- молоток;
- металлическая щетка;
- очки для защиты глаз.
Как подключать электрод
Легче всего работать с универсальным 3,2 мм электродом, который помещается в держатель сварочного кабеля и фиксируется. Для зажима применяются пружинные и винтовые устройства.
Электрод вставляется при нажиме кнопки или повороте винта в открывающееся отверстие.
Ни в коем случае он не должен шататься!
После установки электрода подключаются кабели.
При этом стоит обратить внимание на то, что инвертор имеет положительный и отрицательный выход (полярность), а также 2 сварочных провода:
- один с зажимом — подсоединяется к детали;
- другой — на электрод.
При прямой полярности плюс подсоединяется на свариваемую деталь, а минус — на держатель электрода. При обратной — наоборот.
Как варить инвертором. Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.
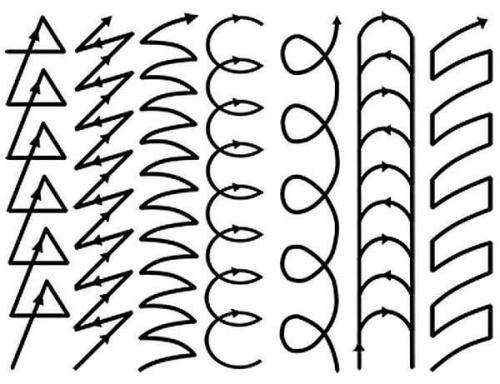
Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
Сварка инвертором полярность. Пример сварки двух заготовок прямой и обратной полярностью
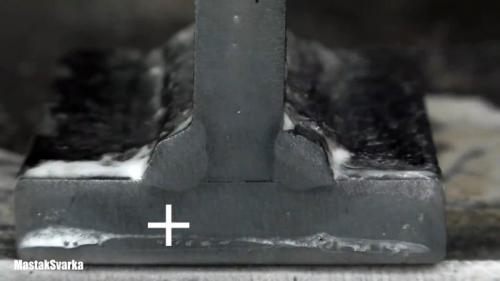
После завершения сварочного процесса детали разрежем пополам в поперечном направлении и оценим глубину проплавления металла при сварке на прямой и обратной полярности. Для большей объективности предстоящего эксперимента воспользуемся двумя одинаковыми тавровыми образцами. Одно изделие завариваем с применением электродов УОНИ 13/55, второй – с использованием электродов ОЗС-12.
Во всех предстоящих экспериментах используем сварочный ток величиной 140 А и электроды диаметром 4 мм. Колебательные движения электродом в процессе сварки не совершаем, а просто ведем его прямо по траектории сварки. Одну сторону изделия провариваем с применением обратной полярности. Затем изделие разворачиваем на 180 градусов и другую сторону варим с применением прямой полярности.

Второе изделие завариваем электродами ОЗС-12 также одну сторону на прямой полярности, другую – на отрицательной полярности при том же сварочном токе величиной 140 А. По субъективным ощущениям какой-то разницы при сварке двумя типами электродов не чувствуется.
Далее удаляем образовавшийся шлак постукиванием молотком, зачищаем сварные швы металлической щеткой и внимательно рассматриваем полученные результаты. Визуальный осмотр сварочных швов, выполненных разными электродами при прямой и обратной полярности, каких-то видимых различий не обнаруживает.
Распиливаем на пильном станке детали в поперечном направлении и рассматриваем сечение в плоскости поперечного разреза, полученное электродами УОНИ 13/55.

Немного заметно, что при сварке на обратной полярности сварочный шов проварился несколько глубже, чем при прямой полярности.
Подобный же эффект наблюдается и при рассмотрении сварных швов деталей, произведенных электродами ОЗС-12.

Сварка для новичков, как научиться. Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки . Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз . Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани . Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом .


Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.

Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.