Сварка стальных труб разного диаметра. Из металла
- Сварка стальных труб разного диаметра. Из металла
- Врезка труб разного диаметра. Воротниковый способ заварки врезки труб разных диаметров
- Как сварить две трубы встык. Подготовка труб к сварке
- Как соединить металлические трубы разного диаметра. Соединение при помощи сварки
- Как сделать переход трубы с большего на меньший диаметр. Как сварить трубы разного диаметра — лепестковый переход
Сварка стальных труб разного диаметра. Из металла
 При проводке стального внутреннего водопровода используются трубы малого диаметра с тонкой стенкой. Сварка тонкостенных труб из стали производится с помощь газовой горелки или электрической дуги.
При проводке стального внутреннего водопровода используются трубы малого диаметра с тонкой стенкой. Сварка тонкостенных труб из стали производится с помощь газовой горелки или электрической дуги.
При врезке внутренней гребенки квартиры в стояк используется Т-образное соединение. В трубе большего сечения делают отверстие, а тонкие стенки второй трубы немного стачивают болгаркой для лучшей стыковки.
Разделка кромок при этом варианте не делается. Перед началом сварки детали очищают от ржавчины и грязи, стыкуют. Здесь важно следить за правильным расположением стыков. Они должны быть перпендикулярны или находится под определенным углом.
При работе в заготовительных цехах, как правило, используют сварку полуавтоматом. На строительных площадках, предпочтение отдается газосварке.
 После правильной стыковки, требуется выполнить прихватки для фиксации соединения. Прихваток на малом сечении достаточно 2, с ростом диаметра, количество хваток увеличивается.
После правильной стыковки, требуется выполнить прихватки для фиксации соединения. Прихваток на малом сечении достаточно 2, с ростом диаметра, количество хваток увеличивается.
При неповоротном стыке вначале производят сварку потолка, затем делают вертикальный шов и варят в нижнем положении. При таком виде работ необходимо привлечение квалифицированного специалиста.
Трубы разного диаметра могут соединяться через металлические переходники или вставляться одна в другую.
Если металлические трубы разного диаметра вставляют одна в другую, т о можно сделать надрезы в большей трубе, подогнуть края, и далее произвести сварку.
Фитинги принято использовать при резьбовых соединениях стальных заготовок. Сварка регистров, приварка бочонков к трубопроводу при переносе газового оборудования – это неполный перечень, где может понадобиться выполнить сварку трубопроводов разного сечения.
Врезка труб разного диаметра. Воротниковый способ заварки врезки труб разных диаметров
Проще всего врезать трубу небольшого диаметра в трубу заведомо большую. Для этого приставляем первую перпендикулярно ко второй и наносим контур меньшей трубы на поверхность большой. Вырезаем круг, вставляем в него малую трубу и обвариваем место врезки.
Если предстоит врезка двух одинаковых по диаметру труб, то на врезаемой выполняем т. н. «штаны» – сегменты, которые в наибольшей своей части должны иметь размер в три раза меньше диаметра.
Ниже рассмотрим самый сложный случай в части раскроя, когда врезаемая труба по диаметру немного меньше основной, например, соответственно 89 мм или 76 мм и 100 мм.

Понадобится
- заготовки труб двух разных диаметров;
- болгарку с отрезным и шлифовальным кругом;
- маркер;
- линейку, угольник;
- сварочный аппарат;
- молоток.
Алгоритм процесса врезки круглых труб
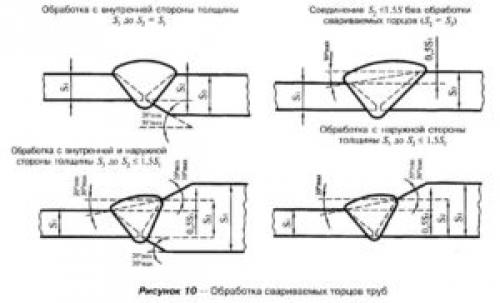
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.

На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.


Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.

Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.

Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.

Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.

До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.

Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А. Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.
Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.

Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.
Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.

Как сварить две трубы встык. Подготовка труб к сварке

Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
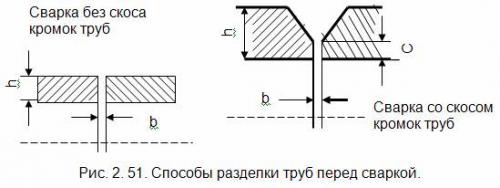
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Выбор электродов
Для сварки металлических труб используются плавящиеся электроды и неплавящиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Обмазка электродов
Здесь несколько позиций, где используются различные материалы для образования защитной поверхности. У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Типы сварных соединений
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений. Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
Как соединить металлические трубы разного диаметра. Соединение при помощи сварки
Данный тип обеспечивает должную надежность на долгое время. Но он требует набора специальных знаний и умений, непрофессионалу качественно выполнить работу сложно. Важным также является подбор оборудования для проведения сварочных работ. Работа может выполняться как при помощи электрического, так и газового сварочного аппаратов.
Правила, которые необходимо соблюдать до работы и во время неё:
- Соединяемые поверхности должны быть зачищенными от грязи и ржавчины.
- Соединяемые элементы должны быть ровно отрезанными, без деформаций, почти идеально состыковывающимися друг с другом.
- При проведении сварки , работа производится непрерывно, не давая шву остыть.
Газовую сварку желательнее проводить со свариваемыми элементами малого диаметра, в остальном, предпочтительнее использование электрического сварочного аппарата. Сваривание осуществляется различными способами (их начитывается около 32), при этом, используются сгоны, переходники, уголки.
Основные из них:
- Стык , когда свариваются элементы одинакового диаметра.
- Нахлест , когда одна свариваемая деталь вставляется в другую большего диаметра.
- Тавр , когда одна труба вваривается в бок другой.
- Угол , свариваемые элементы отрезаются под необходимым углом и свариваются.
Необходимо помнить, что соединение данным методом лучше осуществлять профессионалу, который имеет постоянную практику и освоил различные виды ведения сварки: нижнее, потолочное, вертикальное.
Если же вы хотите освоить данный метод самостоятельно, то:
- Купите недорогой сварочный аппарат.
- Изучите всю теорию.
- Потренируйтесь в сваривании профилей, уголков, не имеющих нагрузки.
- Попробуйте сварить небольшое количество водопроводных труб поворотным методом и пустить по ним воду, если не будет подтеков, то можете усложнить задачу.
- Провести пару соединений бесповоротным способом.
Некоторые правила проведения сварочных работ:
- Всегда используйте специальную одежду.
- Работайте всегда с маской или защитным стеклом.
- При наложении каждого сварного шва , убирайте шлак.
- При сваривании труб , количество слоев шва зависит от толщины стенок: чем толще стенки, тем толще шов.
- Сварное соединение должно плавно переходить в свариваемый элемент.
- Важно не допускать попадания окалин внутрь, так как это приведет к засорению трубопровода.
Важным является выбор электродов для сварки. Электрод имеет металлическое основание, покрытое специальным составом для сварки. Они имеют разный диаметр, в зависимости от толщины свариваемых труб.
При покупке, посоветуйтесь с профессионалами, каким электродам отдать предпочтение, только качественный материал не будет залипать и даст постоянную дугу. Для труб диаметром до 100 мм, желательно использовать 3 электроды.
Как сделать переход трубы с большего на меньший диаметр. Как сварить трубы разного диаметра — лепестковый переход
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В статье мастер сантехник расскажет, как можно сварить между собой две трубы с разным диаметром.
Изготовление сварных переходов для труб
Переходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев.
Что потребуется
Прежде чем браться за работу, следует сначала приготовить все необходимое для предстоящей операции:
- Сварочный аппарат ;
- Резиновая лента;
- Линейка;
- Маркер;
- Бумага;
- Циркуль.
Как сделать лепестковый переход на трубе
Первым делом края свариваемых труб нужно отторцевать максимально ровно.
Далее необходимо разделить окружность большей из труб на восемь абсолютно равных частей. Лучше всего сначала произвести все расчёты и разметку на бумаге.
При изготовлении переходов из труб путем вырезки клиньев величина m определяется по формуле:
m = (π(DH1 — DH2)/n)·c
Где:
- m – наибольшая ширина вырезаемого клина в мм;
- DH1 – наибольший наружный диаметр перехода в мм;
- DH2 – наименьший наружный диаметр в мм;
- n – число клиньев;
- с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Когда план будет готов, переносим разметку с масштабного чертежа с бумаги на саму трубу.
Размеченные клинья аккуратно вырезаются при помощи болгарки.
Полученные выступы стягиваются тугой резиновой лентой до нужно диаметра.
В таком состоянии трубы с разным диаметром соединяются и свариваются. По мере надобности бандаж отпускается.
Также завариваются продольные разрезы.