Как подобрать силу тока для сварки инвертором. Как настроить сварочный ток начинающему сварщику
- Как подобрать силу тока для сварки инвертором. Как настроить сварочный ток начинающему сварщику
- Как правильно и легко подобрать сварочный ток. Общая информация
- Сварочный ток для электрода 5 мм. Сила сварочного тока
- Сила тока при сварке инвертором. Сварочный ток
- Какой ток для электрод. Настройки силы тока и диаметр электрода
- Диаметр электрода и толщина металла. Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы - выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны.
- Таблица тока для сварки инвертором. Сварка инвертором для начинающих
- Сварочный ток для электрода 3 мм. Выбор режима ручной дуговой сварки
- Таблица тока для сварки электродом. 1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Как подобрать силу тока для сварки инвертором. Как настроить сварочный ток начинающему сварщику
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.
Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:
- Электродом 2 мм можно сваривать металл толщиной от 1 до 2 мм. Сварочный ток при этом должен быть от 20 до 50 ампер;
- Электродом 2,5 мм сваривается металл толщиной от 2-3 мм. Значения тока на инверторе выставляются в пределах от 40 до 80 ампер;
- Электродом 3 мм рекомендуется варить металл, толщина которого составляет 3-5 мм. Значения тока при этом должно быть около 100-120 ампер.

Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.

Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.

В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Как правильно и легко подобрать сварочный ток. Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье , обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.
Подбор электродов, в свою очередь, тоже очень важный этап. Диаметр подбирают исходя из толщины металла. Чем толщина больше, тем больше и диаметр. Параллельно нужно смотреть, для какого пространственного положения предназначены выбранные вами электроды. Идеальный вариант — сварка электродами в том положении, для которого они предназначены. Но все мы понимаем, что ни каждый сварщик (особенно домашний) может позволить себе покупать разные электроды для выполнения различных швов.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов . Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов , уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Сварочный ток для электрода 5 мм. Сила сварочного тока

Из этого материала вы узнаете :
- Важность силы сварочного тока
- Расчет силы сварочного тока в зависимости от типа электрода
- Дополнительные факторы, влияющие на силу сварочного тока
- Популярные марки электродов под разную силу сварочного тока
Важность силы сварочного тока
Для определения количества выделяющейся тепловой энергии используют формулу:
Q = (I^2) × R ,
в которой:
I – сила тока;
R – сопротивление.
От этих параметров зависит, на какую глубину проплавится при сварке металл. От ампеража в данном случае зависит прочность шва и возможность появления зон непровара.
Превышение нужных значений ведет к тому, что сварочная ванна через прогоревшие насквозь стенки начинает пропускать наружу расплавленный металл.
Только с учетом целого ряда условий можно определить, какой должна быть сила сварочного тока. Рассмотрим, как различные факторы влияют на процесс:
- Одним из критериев является диаметр главного расходного материала – электродов. Чем он выше, тем больше необходимые значения ампеража. В среднем, это +30 ампер на каждый миллиметр. Упаковка расходников должна содержать информацию о диапазоне рабочих токов.
- Также сила тока, необходимая для сварки, зависит от толщины свариваемых частей. Чем более толстый металл подлежит свариванию, тем больший диаметр стержней необходим для работы. Соответственно, увеличивается ампераж. Это вызвано необходимостью большего количества тепловой энергии для того, чтобы расплавить кромки более толстых заготовок. Также выбор силы сварочного тока осуществляется с учетом общих размеров деталей. Кромки со снятыми фасками тоньше на стыке, что позволяет понизить ампераж.
VT-metall предлагает услуги:
Следующий немаловажный фактор – особенности сварного шва. Сварка может быть:
- однопроходной;
- многопроходной.
Вторым типом соединения пользуются, соединяя толстые детали. При этом для каждого из слоев меняют диаметр стержня, изменяя, соответственно, и настройки по амперажу. В корневой части используют электрод диаметром 3 мм, далее пользуясь более толстыми.
На то, какая сила сварочного тока используется в каждом конкретном случае, влияет и положение швов в пространстве. Рекомендуемые величины:
- для нижних – 100 % рекомендованного ампеража;
- для вертикальных – 85–90 %;
- для потолочных – 75 %.
Сварку постоянным током можно производить с двумя видами полярности:
- прямой, когда к электроду подведен минусовый полюс;
- обратной, если «минус» подключен к заготовке.
От способа подключения зависит то, как распределяется температура по длине дуги, а значит, потребуется и настройка по силе тока.
Расчет силы сварочного тока в зависимости от типа электрода
Сила сварочного тока в каждом конкретном случае выбирается, исходя из таких параметров, как марка и диаметр электродов, пространственное положение швов, особенности соединений, толщина и марка свариваемых деталей. Также выставляемая сила тока зависит от температурных условий, в которых осуществляется сварка.

Показатели качества и надежности сварных швов в значительной степени зависят от выбранного сварочного тока. Чтобы обеспечить стабильный сварочный процесс, следует принимать во внимание все перечисленные параметры и осуществлять сваривание деталей, устанавливая оптимальный ампераж.
Итак, следует запомнить, что между сварочным током и диаметром электродов существует взаимосвязь.
Выбор силы тока при сварке требует ответственного подхода, так как ошибка с большой долей вероятности станет причиной дефектов шва. Когда силы сварочного тока не хватает для того, чтобы проплавить края заготовок, по шву образуются участки непроваров и несплавлений. Если же ампераж слишком велик, существует вероятность прожечь металл насквозь.
Определить требуемую силу тока для сварки несложно, так как на упаковках расходников, в специальной литературе и в сборниках нормативов можно найти нужную информацию. Приведенная ниже таблица содержит рекомендации по настройке ампеража.

Как уже было сказано, приведенные значения подлежат коррекции в зависимости от расположения швов в пространстве. Вертикальные и потолочные швы следует варить, понизив сварочный ток на 10–15 %. Также важно учесть, что для таких соединений нужно использовать электроды не толще 4 мм. Если учесть эти рекомендации, можно ожидать нормального течения процесса сварки без риска прожечь металл или получить непровар.
Регулировку напряжения сварочной дуги рассматривать не будем, так как современные аппараты снабжены автоматизированной функцией настройки этого параметра.
Таблица 1. Диаметр электродов при сварке встык
Таблица 2. Диаметр электродов для угловых и тавровых соединений
Формула для определения силы сварочного тока:
Iсв = πdэ2 × J / 4 ,
где dэ – диаметр электрода;
J – допустимая плотность тока.
Сила тока при сварке инвертором. Сварочный ток
Как выбрать сварочный инвертор по техническим характеристикам? В этом деле исходят из тех изделий и их толщины, с которыми вы планируете работать. В первую очередь выбирают максимальный сварочный ток, который может выдать агрегат. Обозначается Imax, единица измерения — Амперы.
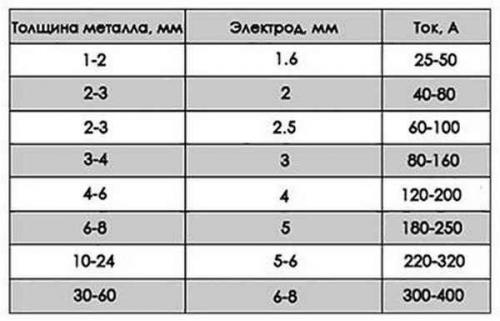
Есть достаточно четкая зависимость между толщиной металла, с которым вы хотите работать, и током, который нужен будет для сварки. Эта зависимость представлена в таблице.
| Диаметр электродов, мм | Толщина металла, мм | Сварочный ток, Амперы |
|---|---|---|
| 1,5 мм | 1,2 - 2,0 мм | 30 - 75 А |
| 2,0 мм | 1,5 - 3,0 мм | 40 - 100 А |
| 2,5 мм | 1,5 - 5,0 мм | 50 - 120 А |
| 3,0 мм | 2,0 - 12,0 мм | 100 - 150 А |
| 4,0 мм | 4,0 - 20, мм | 120 - 200 А |
| 5,0 мм | 10 - 40 мм | 170 - 270 А |
Если вы собираетесь варить черный металл (уголки, швеллера и т.д.) толщиной не более 1 см, вам достаточно чтобы инвертор мог выдавать 160-180 Ампер. Если хотя бы время от времени, работать придется с большей толщиной, нужен ток до 200 Ампер. Листы железа толще 2 см в быту нигде не используются, так что 220-250 Ампер для дома или дачи явный перебор. Вряд ли стоит переплачивать за ненужную мощность, лучше тогда деньги потратить на приобретение агрегата выше классом (или на хорошую маску-хамелеон , без которой начинающему сварщику будет тяжело).

Кроме сварочного инветрора нужны будут еще защитные рукавицы и маска сварщика. Новичкам в сварочном деле рекомендуют маску-хамелеон
Минимальный ток Imin нужен при сварке инвертором тонких металлов . Если вам нужно будет варить сталь или нержавейку толщиной до 2 мм, вам нужно будет греть свариваемые детали как можно меньше. Тут и понадобится минимальный ток. Как правило нижний предел регулировки 10 А, но есть агрегаты, на которых меньше 30-40 А не выставишь. Они хороши для тех случаев, если для «тонких» операций у вас есть специальное оборудование (например, сварочный полуавтомат).
Важна также организация регулировки силы тока. Она может быть ступенчатой или плавной. Плавная регулировка лучше — она позволяет точнее подобрать режим работы для каждого металла и электрода.
Какой ток для электрод. Настройки силы тока и диаметр электрода

Думаю все уже успели понять, что диаметр электрода непосредственно исходит из толщины изделия металла. Как было написано выше по тексту. Толщина=диаметру.
Пример: когда работник должен сварить деталь, толща которой будет от 2 миллиметров до 8 миллиметров, тогда подбираются электроды диаметром от 2,5 миллиметров до 5 миллиметров.
Этого Вам будет предостаточно для работы. А как же сила тока? Ответ на поверхности.
Когда Вы делаете сварочные работы по изделию из металла диаметром электрода от 3,5 миллиметров, сила тока будет равняться 60 Амперам-100 Амперам. Не нужно удивляться этой разнице.
Вы будете самостоятельно подбирать значение, это зависит от плотности металлического изделия с которым происходит работа. Самым универсальным значением будет 80 Ампер. Оно хорошо подойдет для новичков.
Когда работник применяет 4-х миллиметровый диаметр электрода сила тока будет составлять 120 Ампер- 200 Ампер. Это один из распространенных диаметров электродов. Этот диаметр могут использовать специалисты своего дела и новички по сварке.
Если Вы хотите использовать полупрофессиональный трансформер (либо 5 миллиметровый электрод), для непрерывной работы и стабильного горения дуги. Нашей рекомендацией будет применять 160 Ампер — 200 Ампер.
Для работы на профессиональном оборудовании(или с калибром 8 миллиметров), Вам нужно применять силу тока от 250 до 345 Ампер.
Обращаем Ваше непосредственное внимание на небольшие инверторные сварочные устройства. Они есть в любом специализированном магазине. Понравятся профессионалам и любителям своего дела.
Но в этих аппаратах бывают недостатки. Они используют малый диаметр проволоки, приблизительно от 2 миллиметров. При использовании силы тока от 40 Ампер до 50 Ампер.
Рекомендация-приобретая такие модели смотрите, что б в аппарате плавно регулировалась подача тока. Неизменно следуйте правилам по установке силы тока.При нарушении в работе металлическое изделие будет прожигаться, а не плавится на необходимую глубину.
От правильности регулировки будет зависеть качество швов. Так что читайте нормативно правовые акты, ГОСТ. Точная информация = правильная работа.
Диаметр электрода и толщина металла. Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы - выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны.
- Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные. Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
- Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
- Выбор диаметра электрода
- Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку. Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1:
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
- Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
- выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т.д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
- Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):
- Для сварки потолочных швов сила тока должна быть на 10 - 20% меньше, чем при нижнем положении шва.
- Кроме того, на силу тока оказывает влияние полярность и вид тока . К примеру, при сварке постоянным током с обратной полярностью катод и анод меняются местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным током на 15 - 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует учитывать при выборе режимов сварки.
Таблица тока для сварки инвертором. Сварка инвертором для начинающих
Если вы собираетесь самостоятельно заняться сварочными работами и решили делать это с помощью инверторного аппарата, вам нужно разбираться заранее как работать сварочным инвертором.
Тогда читайте эту статью: все, что здесь написано, вам пригодится.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор , напрямую связано с электрически током.
А это означает, что без знания и выполнения правил техники безопасности, как варить сварочным инвертором, вам не стоит начинать, это даже не обсуждается.
Эти правила просты и бесхитростны:
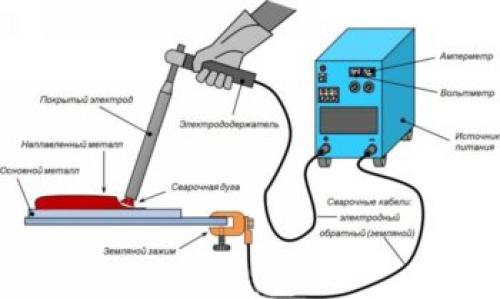
- Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору. Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
- После визуальной проверки установить ручку с регулятором силы тока на минимальное значение. Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
- Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Все эти зависимости можно найти в исчерпывающих инструкциях к самому аппарату и во вкладышах в пачках с электродами. Теоретически ток сварки можно подобрать по диаметру стержня электрода: на каждый миллиметр диаметра должно приходиться около 30 А.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
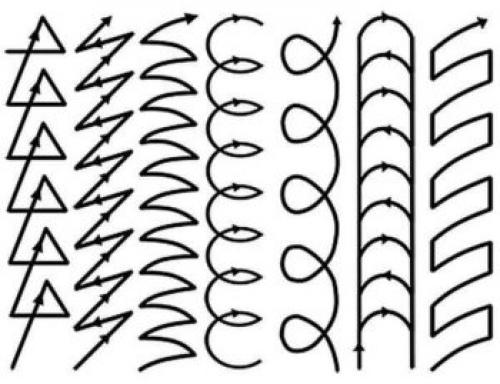
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки.
Розжиг электрода проводится двумя способами: постукиванием или чирканьем. Если электрод новый, он поджигается легко. Если он уже горел, он покрыт пленкой из шлака, которая мешает быстро поджечь расходник.
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.

Сварочный ток для электрода 3 мм. Выбор режима ручной дуговой сварки
Под режимом сварки понимают группу контролируемых параметров, определяющих ее условия. Параметры режима сварки подразделяют на основные и дополнительные.
К основным параметрам режима ручной сварки относят Силу тока, род и полярность тока, напряжение на дуге, диаметр электрода и скорость сварки. К дополнительными параметрам, состав и толщина покрытий электрода, положение электрода и положение изделия при сварке.
Самым важным и первичным этапом в определение режимов сварки является подбор диаметра электродов. Диаметр электрода выбиратеся в зависимости от толщины металла и пространственного положения сварного шва и вида соединения. Примерное соотношение между толщиной металла S и диаметром электрода при сварке шва приведено в таблице ниже. Пространственные положение в которых можно варить электродами указана на пачке. Подробнее об обозначении характеристик электродов и их расшифровке читайте в статье Покрытые электроды, характеристики, технические требования. Классификация, маркировка ГОСТ 9466-75
Сварные шва вертикальные, горизонтальные и потолочные вне зависимости от толщины металла варят электродами диаметром как правило 3 мм максимум до 4 мм, чтобы избежать стекание жидкого металла и шлака из сварочной ванны.
Также корень шва выполняют электродами диаметром не более 3 мм, для обеспечения полного провара, а последующие слои шва выполняют электродами большего диаметра.
Настройка силы тока в зависимости от диаметра электрода
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, а также температуру окружающей среды. Сварочный ток — один из главных параметров процесса сварка, от которого зависит качество и надежность полученного сварного шва. При учете всех указанных факторов необходимо стремиться работать на оптимально возможной силе тока обеспечивающем стабильный процесс сварки.
Важно: Сварочный ток и диаметр электрода взаимосвязаны.

К выбору сварочного тока нужно подходить ответственно! Неправильно выбранный сварочный ток приведет к дефектам. При слишком большой силе тока будут получать прожоги свариваемых деталей. При недостаточной силе сварочного тока металл не будет плавиться получаться непровары и несплавления.
Таблица тока для сварки электродом. 1 Сварочный ток (выбор сварочного тока посредством подбора диаметра электрода)
Важнейшим параметром при работе ручной дуговой сварки является сила сварочного тока. Именно сварочный ток будет определять качество сварочного шва и производительность сварки в целом.
Обычно рекомендации по выбору силы сварочного тока приведены в инструкции пользователя, которая поставляется в комплекте со сварочным аппаратом. Если таковой инструкции нет, то силу сварочного тока можно выбрать в зависимости от диаметра электрода. Большинство производителей электродов размещают информацию о величинах сварочного тока прямо на упаковках своей продукции.
Диаметр электрода подбирают в зависимости от толщины свариваемого изделия. Однако помните, что увеличение диаметра электрода уменьшает плотность сварочного тока, что приводит к блужданию сварочной дуги, её колебаниям и изменениям длины. От этого растет ширина сварочного шва и уменьшается глубина провара – то есть качество сварки ухудшается. Кроме того, уровень сварочного тока зависит от расположения сварочного шва в пространстве. При сварке швов в потолочном или вертикальном положении рекомендуется диаметр электродов не меньше 4 мм и понижение силы сварочного тока на 10-20 %, относительно стандартных показателей тока при работе в горизонтальном положении.