Тока для сварки
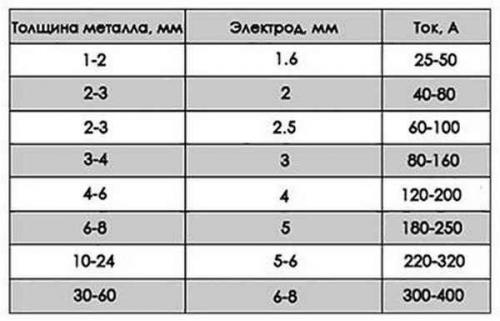




Последние обновления на сайте:
1. Как подобрать силу тока для сварки инвертором. Как настроить сварочный ток начинающему сварщику2. Техника и основы сварки инвертором для начинающих. Готовимся, приобретаем, запасаемся
3. Правильная установка дверной коробки межкомнатной двери. Заделка щелей, отверстий и установка добора
4. Особенности инверторной сварки для начинающих. Как выбрать сварочный инвертор?
5. Стусло или торцовка для ручной циркулярной пилы.. Прецизионное поворотно-наклонное профессиональное стусло 550 — 600 мм.
6. Самый простой способ резать углы плинтуса. Способы резки пластиковых плинтусов
7. Нарезка керамогранита под 45 градусов. Как разрезать керамогранит по эскизу
8. Наклонные и поворотные узлы прецизионного стусла. Виды и типы стусел
9. Укладка пола без плинтуса. Как сделать пол без плинтуса?
10. Чем заменить плинтуса для пола по линолеуму. Что сейчас делают вместо плинтусов
11. Особенности сварки тонкого металла инвертором. Особенности технологии
12. Как отрезать круглую трубу под углом. Резка труб большого диаметра
13. Как аккуратно состыковать напольный плинтус при.. Стыкуем правильно
14. Самостоятельная установка межкомнатной двери. Как заменить дверь: пошаговая инструкция
15. Основные способы сборки дверной коробки. Особенности
16. Каким диском резать металл болгаркой. Абразивные диски
17. Сборка дверной коробки своими руками. Дверные коробки — виды, материалы, конструкция
18. Как распилить наличник вдоль в домашних условиях. Как правильно распустить наличник вдоль его длины
19. Как запилить дверную коробку под 45 градусов без Стусла. Как правильно запилить торцы дверной коробки
20. Изготовление отводов из рыбок. Секторные сварные отводы. Изготовление отводов из рыбок.
21. Как отрезать угол плинтуса с помощью самодельного стусла. Как резать потолочный плинтус: работа с помощью стусла или без инструмента
22. Как сварить трубы разного диаметра. Разновидности сварных швов и соединений труб
23. Как распилить древесину Под углом. 5 советов, Как правильно резать дерево циркулярной пилой
24. Как приклеить потолочный плинтус и чем. Как клеить потолочный плинтус: советы и инструкция для «чайников»
25. Как правильно резать трубу болгаркой. Резка под 45 градусов
26. Простая самоделка для удобства резки труб и профиля болгаркой. Самодельные приспособления для болгарки
27. Как распилить доску под нужным углом. Как срезать доску под углом циркулярной пилой
28. Как распилить деревянный брус 100х100 ровно. Подробности
29. Лобзик пилит под углом, как исправить. Как износ и качественная сборка влияют на кривизну распила
30. Как клеить потолочный плинтус к натяжному потолку. Расчет материала
31. Как правильно наклеить потолочный плинтус. Как правильно клеить?
32. Как ровно отрезать трубу. Какие существуют инструменты
33. Как клеить потолочный плинтус самостоятельно. Подготовительные мероприятия
34. Технология резки профильных труб. Лазерная резка профильных труб
35. Устройство для резки труб под 90 и 45 градусов. Как ровно отрезать профильную трубу поперек
36. Как отрезать большой плинтус. Чем резать пластиковый плинтус для пола: выбор инструментов
37. Как пилить плинтус под угло. Напольные
38. Как правильно отрезать угол 45 градусов. Как отрезать угол 45 градусов
39. Как отрезать плинтус под 45 градусов. Под 45 градусов
40. Как отрезать металлический уголок под 45 градусов. Как отрезать трубу под 45 градусов с высокой точностью в домашних условиях
41. Как правильно вырезать угол на багете. Как правильно зарезать углы плинтуса, используемый инструмент для вырезки и обрезки углов
42. Как правильно запилить деревянный плинтус. Основные разновидности напольных плинтусов
43. Как резать багеты для стыковки внешних углов. Как правильно резать багеты на углах
44. Как пилить плинтуса под углом. Как запилить угол плинтуса на нужном расстоянии
45. Чем вырезать Плинтус на полу. Виды напольных плинтусов
46. Как зарезать потолочный плинтус. Монтируем потолочный плинтус
47. Обрезка обоев у потолочного плинтуса. Как обрезать обои под потолочный плинтус
48. Как правильно обрезать потолочный плинтус. Потолочный плинтус — галтель
49. Как правильно запилить угол потолочного плинтуса. С использованием стусла
50. Как зарезать багет без стусла. Как резать потолочный плинтус: работа с помощью стусла или без инструмента