Как подогнать трубу к трубе для сварки. Сварка трубы в трубу под прямым углом
- Как подогнать трубу к трубе для сварки. Сварка трубы в трубу под прямым углом
- Врезка трубы в трубу гост. Технические трубопроводы по Госту 32569-2013
- Калькулятор врезки трубы в трубу
- Врезка трубы в трубу (развертка). Шаблоны развертки для сварки труб
- Как врезать трубу в трубу разного диаметра. Воротниковый способ заварки врезки труб разных диаметров
- Врезка трубы в трубу под углом 45 градусов. Как сделать отвод 90 градусов из трубы
- Как приварить трубу к трубе 90 градусов. Как сварить две трубы под углом 90 градусов?
Как подогнать трубу к трубе для сварки. Сварка трубы в трубу под прямым углом
Врезка трубы в трубу: как правильно разметить и вырезать зону стыковки без спец. инструмента
Нередко приходиться соединять две круглые трубы одного и того же диаметра под 90 градусов. Выполнение такого соединения «на глазок» не гарантирует качественности и прочности стыковки. Но при использовании довольно простой разметки с этим делом справится любой человек.
Понадобится
- два круглые трубы одинакового диаметра;
- маркер, мерная рулетка и циркуль;
- керн и молоток;
- тиски слесарные;
- болгарка;
- ручной напильник;
- кусок картона;
- ножницы и др.
Процесс разметки и выреза зоны поперечной стыковки двух одинаковых круглых труб
На образующей одной трубы керним центр места стыковки с другой трубой. Будем работать с трубами наружным диаметром 60 мм. Ровным счетом ничего не изменится, если они будут другого размера.
Разводим ножки циркуля на половину диаметра трубы, т. е. на 30 мм, что является также ее радиусом. Ставим ножку циркуля в ранее намеченную точку на поверхности трубы и наносим на нее окружность.
Через намеченную точку (центр окружности) проводим воображаемое сечение, перпендикулярное оси трубы. От точек его пересечения с проведенной циркулем окружности откладываем в стороны по 5 мм.
Проводим линии, проходящие через намеченные точки, и плавно спрягающиеся с линией окружности.
Материал внутри внешней замкнутой линии, нанесенной на поверхность трубы, вырезаем с помощью болгарки. Удаляем заусенцы и слаживаем оставшиеся неровности ручным напильником.
Вокруг отрезка второй трубы, установленного вертикально на лист плотной бумаги или картона, проводим маркером окружность и вырезаем ножницами круг, ограниченный ею.
Складываем вырезанный картонный круг пополам по диаметру, отмечаем линию сгиба, вновь распрямляем его и ровно укладываем на торец трубы отметкой линии сгиба наружу.
Точки пересечения линии сгиба (диаметра) круга с цилиндрической поверхностью трубы отмечаем маркером.
Делим линию сгиба картонного круга на три равные части по 20 мм и сгибаем одну из внешних частей круга по линии (хорде), перпендикулярной диаметру, и проходящей через отметку крайней точки 20 мм.
Отрезаем ножницами полученный сегмент по хорде, прикладываем его к внешней поверхности трубы так, чтобы хорда была на уровне торца трубы, а ее центр совпадал с ранее нанесенной на трубу отметкой.
Удерживая картонный сегмент в таком положении, обводим маркером дугу сегмента по поверхности трубы. Повторяем эту процедуру и со второй точкой на трубе с противоположной стороны.
Удаляем с двух сторон металл трубы, ограниченный нанесенными линиями, и сглаживая острые кромки и углы.
Стыкуем трубы в единственно возможном положении и завариваем линии контакта.
Врезка трубы в трубу гост. Технические трубопроводы по Госту 32569-2013

ГОСТ 32569-2013 используется при проектировании, разработке, испытании, монтаже и эксплуатации промышленных сетей, для перемещения химических, нефтяных и газовых сред (под давлением до 320 МПа и вакуумом от 665 Па), при температурном режиме от - 196 до + 700°С. Технологические стальные трубопроводы имеют ограничения, не допускается их применениее:
- для разработки магистралей (газопроводных, нефтепроводных и транспортировки продуктов);
- для оборудования электрических станций, котельных и шахт;
- для теплоснабжения, водопроводных и канализационных сетей;
особого предназначения (передвижные агрегаты, смазочные системы); - топливных сетей;
- патрубков для коллекторов, перемычек для печей;
- элементов обвязки отопительного оборудования.

Список расчетных параметров для составления проектов
Уровень давления
Расчетным давлением для труб выступает показатель:
- Максимального уровня напряжения для аппаратов, соединенных с трубопроводной магистралью;
- Для напорных труб (подключенных к насосному оборудованию, компрессорам или газодувкам) - наибольший показатель, развиваемый центробежным оборудованием, а для поршневых механизмов - напряжение при срабатывании предохранительных клапанов.
- Для труб, обустроенных предохранителями - предельный уровень напряжения, возникающий при отклонении от нормы с учетом его противодействия при сбросе. Допускается временное повышение расчетных параметров при работе клапанов до 10%.
Уровень расчетной температуры
Расчетным считается максимальный температурный режим сред (за исключением тепловых расчетов) в условиях одновременного действия давления по техрегламенту или проекту:
Для температурного режима до 20°С расчетные показатели при определении допускаемого напряжения составляют 20°С. Для труб, подвергающихся испытаниям на прочность и плотность вместе с другими технологичными установками (аппаратами, компенсаторами и др.), предусмотрено минимальное давление для всех элементов испытываемых систем.
Следует предусмотреть меры по устранению возможности превышения давления над расчетным и его сбросу через предохранительное устройство. Для предупреждения утечек и проливов следует предусмотреть наличие обратной арматуры.
Виды трубопроводных систем
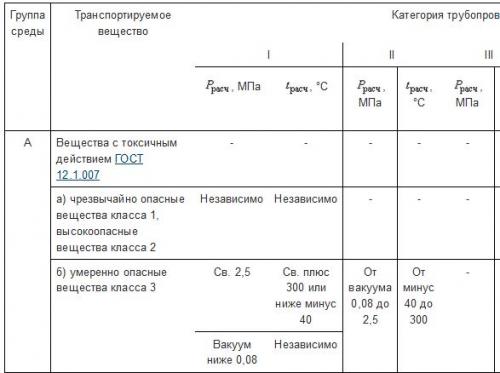
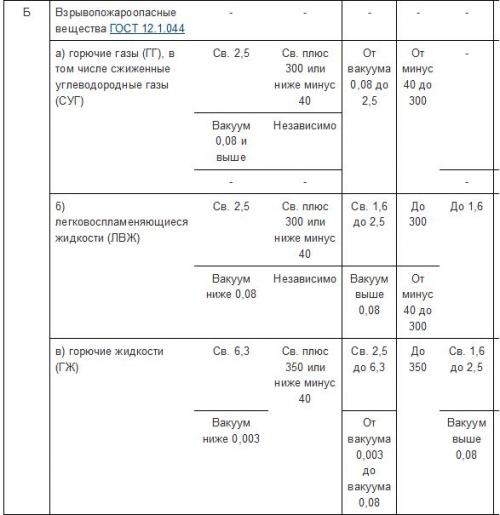
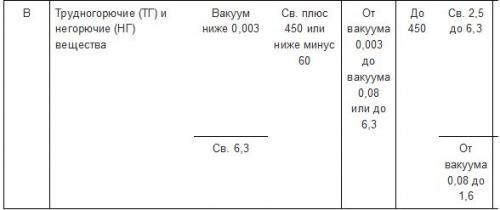
Исходя от класса опасности транспортируемых сред (пожаро- и взрывоопасных, вредных) их разделяют на 3 класса (А, Б, В). По расчетному давлению и температурному режиму разделяют 5 подкатегорий: I, II, III, IV, V (табл. 5.1). При расшифровке обозначений, кроме указания групп (А, Б, В), производители обращают внимание на подгруппы (а, б, в), позволяющие выяснить уровень токсичности и взрыво- и пожароопасности элементов (табл. 5.1). Например: «труба I класс А(б)»
Табл. 5.1
Конструктивные особенности
Конструкция трубопроводных сетей подбирается для возможности произведения всех типов контроля. При невозможности проведения наружного и внутреннего осмотра или гидравлического испытания, автор проекта указывает способ, сроки и уровень контроля, позволяющего своевременно выявить и устранить дефекты.

Фланцевая технология соединения
Фланцы типа 01 (плоского формата) используют для трубопроводных систем с номинальным давлением 25 амп. (PN 25) или температурном режиме от 300°С. Исключено применение плоских фланцев в трубопроводных системах при нагрузке с количеством циклов 2·10 и средах, способствующих коррозионному образованию. Крепежи и уплотнители соответствуют ГОСТ20700, , и НД.
Для трубопроводных систем со средами класса А и Б, транспортируемыми под давлением в 10 атм. (PN 10), требуется использование фланцев на 16 атм. (PN 16).
Для трубопроводных систем, эксплуатируемых при номинальном напряжении PN>25 вне зависимости от температурного режим и конструкций с температурным режимом от 300°С, вне зависимости от напряжения, используют фланцы приварного типа 11 по для стыкового соединения.
Виды уплотнительных покрытий фланцев труб для мягких прокладок, в зависимости от классификации сред, например для уплотнителей по ГОСТ481, приведены в положении Р.
Калькулятор врезки трубы в трубу
Врезка штуцера в трубу. Изготовление шаблонов (рыбок).
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Калькулятор врезки трубы в трубу
Как разрезать трубу под любым углом
Сечение цилиндра (трубы)
Сделать сварной тройник
Сделать сварной переход
Разметка отверстий на фланцах
На сайте Вы найдёте электронные расчётные таблицы для построения развёрток фасонных элементов трубопроводов любых типов и любых размеров . Таблицы сделаны в формате Excel 2007, будут открываться в любой последующей версии Office. Таблицы максимально защищены от неправильных действий пользователя, не ломаются. Незаменимы для сварщиков, жестянщиков, изоляционщиков и проектантов трубопроводов.
Все таблицы платные . Покупая таблицу, Вы получаете от меня бесплатную консультацию, возможность изменения таблицы под Ваши нужды. Так же Вы можете сделать индивидуальный заказ на изготовление таблицы по Вашему заданию.
скачать бесплатную таблицу «Разметка фланцев».
Вопросы пишите на imelnikow@yandex.ru . Успехов в работе!
Описание элементов трубопроводов.
При сооружении новых и ремонте старых трубопроводов, при изготовлении воздуховодов всегда возникает необходимость в изготовлении элементов трубопроводов.
Сегментные сварные отводы
служат для изменения направления трубопроводов.
- Отводы (многозвенные колена) различаются по углу изгиба колена — на прямоугольные и косоугольные.
- По числу звеньев — на двухзвенные и многозвенные.
- По размерам и форме — на колена рациональных и минимально возможных габаритов.
Тройники
служат для устройства ответвлений.
Врезка трубы в трубу (развертка). Шаблоны развертки для сварки труб
Врезка штуцера в трубу. Изготовление шаблонов (рыбок).
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90 °. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1отложить отрезок 001, на перпендикуляре 1’1′1отложить отрезок 111и т. д. Точки 0′1, 1′1, 2′1и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.
Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90 °.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Размеры разверток штуцеров для тройников.
Таблица 1. Размеры (в мм) разверток штуцеров для тройников (рис. 1 в и г).
Как врезать трубу в трубу разного диаметра. Воротниковый способ заварки врезки труб разных диаметров
Проще всего врезать трубу небольшого диаметра в трубу заведомо большую. Для этого приставляем первую перпендикулярно ко второй и наносим контур меньшей трубы на поверхность большой. Вырезаем круг, вставляем в него малую трубу и обвариваем место врезки.
Если предстоит врезка двух одинаковых по диаметру труб, то на врезаемой выполняем т. н. «штаны» – сегменты, которые в наибольшей своей части должны иметь размер в три раза меньше диаметра.
Ниже рассмотрим самый сложный случай в части раскроя, когда врезаемая труба по диаметру немного меньше основной, например, соответственно 89 мм или 76 мм и 100 мм.

Понадобится
- заготовки труб двух разных диаметров;
- болгарку с отрезным и шлифовальным кругом;
- маркер;
- линейку, угольник;
- сварочный аппарат;
- молоток.
Алгоритм процесса врезки круглых труб
Мы воспользуемся широко применяемой технологией воротниковой врезки, когда формируется кромка врезаемой перпендикулярно круглой трубы по отношению к основной трубе. Мы будем придерживаться следующей порядка, реализуя этот способ.
Обрезаем кромку привариваемой трубы под прямым углом.

На ней маркером наносим четыре точки, являющиеся местом пересечения двух взаимно перпендикулярных диаметров и торца трубы. Если все сделано правильно, то эти точки располагаются равномерно по кругу через 90 градусов.


Приставляем трубу размеченным концом к боковой поверхности основной и замеряем с помощью металлической линейки или рулетки наибольший зазор между торцом первой и образующей второй. Он в нашем случае оказался равным 30 мм.
От двух противоположных точек на торцах откладываем вниз по образующей 30 мм. Наносим маркером на боковую поверхность трубы две плавные линии, исходящие из одной смежной точки на торце, в противоположные стороны, чтобы они проходили через нижние метки, и сходились во второй точке на торце.
По выполненной разметке, используя болгарку с отрезным диском, вырезаем фрагменты в виде двух одинаковых округленных сегментов. Фигурные вырезы на торце трубы зачищаем, чтобы не осталось заусенцев и неровностей.

Примеряем трубу по месту и, если обнаружится недостаточное прилегание, подправляем эти места болгаркой и добиваемся более точного совпадения поверхностей труб.

Переносим маркером наружный контур привариваемой трубы на боковую поверхность основной. Внутри полученной замкнутой линии строим конгруэнтную линию, отступив от внешней на толщину стенки трубы. Именно по новой линии будем производить рез.

Вырезаем с помощью болгарки круг в трубе по разметке и обрабатываем края, чтобы удалить заусенцы и скруглить кромки под сварку.

До начала сварочных работ угольником проверяем перпендикулярность труб. Угол между образующими должен составлять 90 градусов. Делаем прихватки в двух-трех местах.

Сварку начинаем с нижней точки контакта и осуществляем в два прохода ниточным швом: корневым и облицовочным. Этим мы обеспечим лучшее качество сварного соединения.
При сварке важно правильно выбрать силу тока, которая зависит от качества подаваемой электроэнергии и, в частности, напряжения. Обычно речь идет о 70-80 А. Варим трехмиллиметровым электродом УОНИ-13-55, стараясь, чтобы шлак не попадал в металл.
Пройдя от нижней точки до верхней, останавливаемся и отбиваем шлак молотком. Обнаруженные недостатки некритичны, т. к. их можно будет устранить при втором проходе – облицовочном.
Точно также завариваем другую половину стыка поверхностей труб. После чего слегка обрабатываем первый шов, удаляя большие наплывы и шлак.

Начинаем накладывать лицевой шов с нижней части, держа электрод под углом 45 градусов по ходу, и перемещая его поперечно первому шву, или «елочкой». Далее шов варим, держа электрод почти вертикально к поверхности, и заканчиваем первую половину, располагая электрод снова под 45 градусов по ходу, и совершая круговые движения.
Начинаем накладывать лицевой шов также с нижней точки и доводим его до верхней, после чего отбиваем молотком со шва шлак.
Точно также варим лицевой шов на второй половине соприкосновения труб. По мере продвижения наверх замедляем скорость сварки, чтобы шов был везде одинаковым.
Также отбиваем шлак и производим зачистку шва с помощью болгарки. В результате получился аккуратный и надежный сварочный шов.

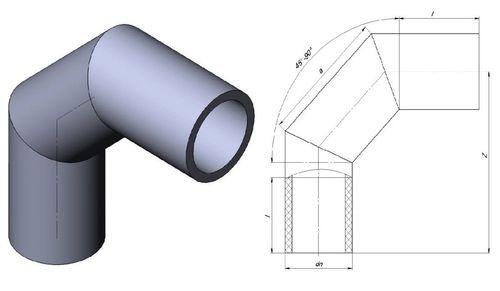
Врезка трубы в трубу под углом 45 градусов. Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
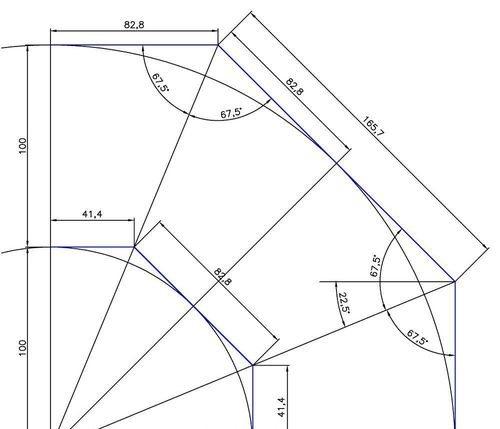
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как приварить трубу к трубе 90 градусов. Как сварить две трубы под углом 90 градусов?
Как сварить две трубы одинакового диаметра под углом 90 градусов при условии, что конструкция не для воды, а качели? Я пробовал на обрезках - получается, только если одну трубу расплющить молотком. Другой вариант - вырезать в торце трубы круглую выемку, но как это сделать болгаркой? (особенно если соединений много). Спрашиваю потому, что на уже готовых сваренных конструкциях видел, что возможно и не вырезать и не плющить. Совершенно непонятно как там сделан такой широкий сварной шов.
31.08.2006 в 10:59Порекомендую для таких целей тиски для сварки труб различных моделей (в том числе и для сварки врезок в трубу) Смотрите здесь:
Как приварить трубу к трубе 90 градусов: секреты и советы
Вот вопрос, который интересует многих: как сварить две трубы под углом 90 градусов? Это может быть полезно для создания качелей, столбов, опор и других конструкций. В этом тексте мы рассмотрим несколько способов сварки труб под углом 90 градусов.
Способ 1: расплющение молотком
Один из простых способов - это расплющение молотком обрезка трубы. Это не идеальный способ, но он может быть полезен в случае необходимости. Однако, это не рекомендуется для длинных труб, так как может возникнуть проблема с прочностью.
Способ 2: вырезка болгаркой
Второй способ - это вырезка болгаркой в торце трубы круглой выемки. Это более сложный способ, но он может быть полезен для создания более прочной и качественной сварки. Однако, это может быть сложно, особенно если вам нужно сварить несколько труб.
Секреты и советы
Вот несколько секретов и советов для успешной сварки труб под углом 90 градусов:
- Выберите подходящий материал для сварки. Для качелей и других конструкций, не связанных с водой, можно использовать различные материалы, такие как сталь, алюминий или медь.
- Выберите подходящий инструмент. Для сварки труб под углом 90 градусов вам может потребоваться болгарка, молоток, тиски для сварки труб и другие инструменты.
- Убедитесь, что ваш инструмент находится в хорошем состоянии. Недопустимый инструмент может привести к качественным ошибкам.
- Практикуйте и повторите процесс несколько раз, чтобы улучшить свои навыки.
Порекомендую
Если вам нужно сварить несколько труб, я рекомендую использовать тиски для сварки труб. Они могут помочь вам создать качественный и прочный шов.
Смотрите здесь для выбора подходящих тисков для сварки труб.
2Maxkrash 1/2" и 3/4" трубы можно без подгонки заварить. Канительно, малость - электро, газом проще. Можно проварить, где плотно сходится, и пруток диаметра 6мм - хомутиком (8мм и толще, не согнешь аккуратно).
2чукча Накладки, неудобно будет, лучше треугольные косынки - встык.
Maxkrash написал :
Другой вариант - вырезать в торце трубы круглую выемку, но как это сделать болгаркой?
По моему, болгаркой легче делать так:
В трубе к которой приваривается торец другой, делаем два надреза (между ними 90 градусов) вырезая клин.
В торце другой трубы так же срезаем лишние участки под тем же углом.