Диаметр электрода для сварки профильных труб. Ручная дуговая сварка
- Диаметр электрода для сварки профильных труб. Ручная дуговая сварка
- На какой полярности варить профильную трубу. Технология сварки профильной трубы
- Электроды для сварки тонкостенных труб. Содержание:
- Сварка профиля электродом. Сварка инвертором
- Каким электродом варить трубу 2 мм. Сварочные работы с тонкостенным металлом (до 2х мм) - выбор электродов, технология процесса
- Электроды для профил. 5 мм. Обобщенно о сварке профильной трубы
- Сварка каркаса из профильной трубы. Сварка профильной трубы – видео уроки
- Сварка профильной трубы 2 мм. Сварка труб электродуговой сваркой
Диаметр электрода для сварки профильных труб. Ручная дуговая сварка
Этот метод часто используется специалистами. Этот метод прост в использовании. Этот метод позволит получить сварной шов хорошего качества при имеющемся оборудовании.
Для этой цели сварщики используют инверторный или трансформаторный сварочный аппарат. Чтобы сделать работу более удобной, можно дополнительно использовать различные аксессуары. Один из них — магнитный квадрат. Они облегчают сварку трубных заготовок под нужным углом.
Специалисты часто используют центрирующие элементы. Они используются для выравнивания осей деталей, когда они сталкиваются друг с другом. Используются как внешние, так и внутренние выравниватели. Струбцина — это тип патрона, который позволяет жестко зажимать заготовки на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубчатых элементов с различными размерами поперечного сечения и толщиной стенок. Если профильные трубы изготовлены из металла толщиной более 4 мм, концы труб предварительно зачищаются, а затем обезжириваются.
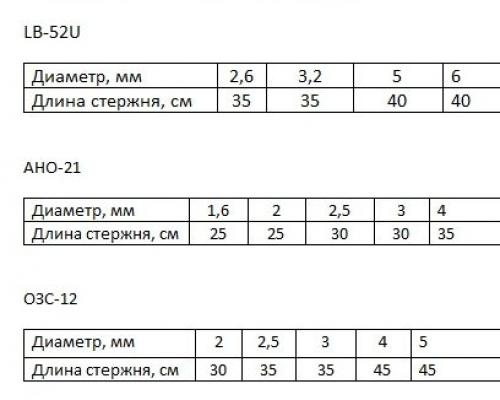
Кроме того, необходимо знать, какими электродами сваривать профильную трубу, чтобы получить прочное соединение. Если толщина стенки не превышает 4 мм, используйте стержни диаметром 2 -3 мм. Сварочный ток устанавливается на сварочном аппарате в диапазоне от 5 0 А до 60 А.
Важно! При сварке тонкостенных профильных труб нет необходимости в предварительном формировании кромок. Необходимо соблюдать минимальное расстояние между деталями. Процессы ручной дуговой сварки могут выполняться вертикально, горизонтально и даже вниз.
Процесс электродуговой сварки в газовой защитной среде
Профильная труба соединяется таким образом с помощью нерасходуемых электродов. Этот метод используется для сварки тонкостенных деталей, которые предварительно очищены и обезжирены.
Для правильного выполнения процесса также необходимо знать, какие электроды используются для сварки профильной трубы 2 мм. Вольфрамовые стержни используются при соединении такого проката. Их диаметр должен составлять 1 мм. Если толщина стенки металлопроката превышает 2 мм, то используются электроды с сечением 1 ,6 мм.
Диаметр сварочной проволоки также должен быть выбран правильно. Эта характеристика также зависит от толщины металла. Если он составляет 1 мм, следует использовать проволоку диаметром от 1 мм до 1 ,5 мм. При толщине стенки трубного профиля 2 мм — используйте проволоку с сечением от 2 мм до 2 ,5 мм.
При выполнении самого процесса профессионалы держат электрод на минимальном расстоянии от точки сварки. Это позволяет сделать дугу как можно короче и улучшить качество сварного шва. Электрод перемещается только в направлении сварки. При этом не происходит никаких боковых перемещений.
Важно: Наполнитель должен подаваться плавно. В противном случае произойдет откол. Максимальный расход газа должен составлять 1 2 л/мин.
Также важно правильно установить силу тока при дуговой сварке в среде защитного газа. Сила тока должна составлять 5 0-1 2 0 А. Толщина металла зависит от выбранного значения.
На какой полярности варить профильную трубу. Технология сварки профильной трубы
Само собой разумеется, что успех проделанной работы зависит не только от правильности выбора расходных материалов, настроек инвертора, и некоторых других особенностей сварки. Варить профильную трубу лучше на небольших токах, чтобы сильно не расплавлять металл. Ни о какой газовой сварке речи идти и не может, только ручная дуговая сварка.
Электроды можно использовать диаметром 2-3 мм. Для каждого из них выбирается свой определённый сварочный ток. Для электродов диаметром до 2 мм, значения сварочного тока должны быть не более 50 ампер. Если используются электроды 3 мм, то сварочный ток должен быть выше, но не более чем 100 ампер.
В большинстве случаев ток для сварки выбирается экспериментальным путём. Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.

При этом многое зависит и от качества подготовительных работ. Поэтому для начала следует осуществить подготовку перед сваркой.
- Подогнать профильную трубу по размерам металлоконструкции. Сделать подрезку и подгонку деталей. Резать трубу рекомендуется болгаркой или сабельной пилой, но никак не при помощи сварочного аппарата.
- Важно выровнять стыки профильных труб и максимально подогнать их. Обычно именно из-за этого и ведёт всю конструкцию. Также следует уделить должное внимание подготовке и очистке металла от ржавчины. Кромки труб должны быть ровными, а зазор между ними — минимальным.
- Только после этого свариваемые детали нужно уложить и зафиксировать точно так, как они и будут находиться в готовой конструкции.
Снимать струбцины или магнитные крепежи можно только после того, как сварка будет завершена, а стыки полностью остынут.
Источник: https://baget-bez-stusla.aystroika.info/novosti/sposoby-svarki-profilnoy-truby-elektrodugovaya
Электроды для сварки тонкостенных труб. Содержание:
Очень часто при монтаже коммуникаций возникает вопрос о том, как более надежно можно соединить между собой трубы. Конечно, сегодня существует немало способов подобного соединения, производители выпускают разнообразные фитинги и другие изделия, позволяющие сделать соединение труб герметичным. Но довольно часто трубопровод монтируется с целью дальнейшей закладки его в стену или в пол, и, таким образом, постоянный доступ к нему становится невозможным. Таким образом, требуется так соединить трубы между собой, чтобы потом не возникало необходимости проверять надежность этого соединения. И практически единственным способом, который может обеспечить это, является сварка.
Как правило, для монтажа коммуникаций используются трубы с тонкими стенками. А сварка тонкостенных труб имеет целый ряд нюансов, справиться с которыми может только профессионал, имеющий достаточный практический опыт. Чаще всего для соединения тонкостенных труб используется газовая сварка, но и аппаратом для электрической сварки можно воспользоваться, если, конечно, речь идет о работе высококвалифицированного сварщика. Дело в том, что тонкий металл стенок труб очень легко и быстро прожигается насквозь, если сварщик не знает точно, какой сварной ток выставлять, какими электродами воспользоваться и какую скорость движения электрода выбрать.
Что касается самого процесса сварки, то многое здесь зависит от того, из какого материала изготовлена труба.
Сварка профиля электродом. Сварка инвертором
Такой электросварочный аппарат получил своё название благодаря процессу преобразования стандартного переменного напряжения 220 В частотой 50 Гц в напряжение постоянного тока. Сварка профильной трубы инвертором считается наиболее простым и надёжным способом соединения двух заготовок. Основными преимуществами используемого агрегата считаются:
- хорошо отработана методика проведения работ;
- применим для начинающих сварщиков;
- исключает залипание электродов;
- обеспечивает высокое качество дуги;
- удаётся получить хорошее качество шва;
- все элементы сварочного аппарата доступны для применения даже для домашней мастерской;
- широкая область применения для сварки металлических конструкций.

Его применяют для производства каркаса из профильных труб толщиной от 2 мм. Используя этот метод из профильной трубы можно получить основу для теплиц или мебели.Свариваемыми элементами могут быть заготовки любой длины.Инвертор позволяет сваривать заготовки из различных марок металла с применением соответствующих электродов. В зависимости от толщины стенки, размера профиля трубы выбирают инверторные аппараты, способные обеспечить необходимый режим протекания процесса. Применение инверторных агрегатов используется для прокладки трубопроводов, как внутри, так и снаружи помещения. Благодаря универсальности инверторных аппаратов можно производить сварку под любым необходимым углом. Одним из оптимальных режимов считается работа под углом 90 градусов. В этом случае необходимо применять инструменты и приспособления, обеспечивающие сохранение вертикальность угла в течение всего периода работы. Для получения профиля заданной конструкции с применением трубы 2 мм необходимо аккуратно работать электродом, чтобы не допустить повреждения края заготовки и тем более прожога.
Каким электродом варить трубу 2 мм. Сварочные работы с тонкостенным металлом (до 2х мм) - выбор электродов, технология процесса

В своей профессиональной деятельности любой сварщик рано или поздно встретится с тонколистовым металлом. Это может быть любой металлический лист с толщиной до 2 мм.
Встречается он достаточно часто, например, из него изготавливаются профилированные трубы.
Работа такого типа не является самой сложной из сварочных работ, она не требует большой мощности аппарата и электродов большого диаметра, однако есть нюансы, которые необходимо учитывать, иначе сварной шов не получится качественным.
В этой статье мы расскажем об тонкостях работы с тонколистовыми металлами.
Особенности сварки
Главная неприятность, с которой вы можете столкнуться при этом виде сварки – тонкий металлический лист при нагреве может прогореть.
При длительном нагреве в нем могут образовываться отверстия, поэтому варить надо быстро. Силу тока выставляйте небольшую, дугу лучше использовать короткую.
Неудобством будет то, что такая дуга может погаснуть при отрыве от поверхности, поэтому производить сварку следует при помощи аппаратов с высокими вольт-амперными данными.
Также высокая температура может вызвать волнообразную деформацию листа, поэтому старайтесь не перегревать его.
Как мы уже сказали, производить такую сварку необходимо с использованием короткой дуги. Выбирая электродные стержни для сваривания надо учитывать тип свариваемого металла, его толщину.
Например, для сваривания листа толщиной 1 -1,5 мм берем электродные стержни с диаметром 2 мм.
Варить надо стараться быстро и непрерывно, не отрывая электрод от металла, в то же время, не допуская перегревания листа и его прожига. Рекомендованный ток для при таких работах – 40-60 А.
Виды дуговой сварки

Первый вариант мы уже описали, это непрерывное сваривание, при котором электрод ведется с постоянной скоростью. Однако этот способ подходит скорее для опытных сварщиков, так как правильную скорость выбрать не так уж и просто.
Будете варить слишком быстро – шов не проварится по всей длине, слишком медленно – лист перегреется, деформируется, либо образуется дыра.
Поэтому более популярным является следующий способ, при котором электрод периодически отрывается от поверхности. Третий способ – точечный.
При этом способе варят при помощи легких касаний. При каждом из этих способов надо обязательно следить за температурой в сварочной зоне и избегать перегрева металла.
Электроды для сваривания
Выбор электродных стержней зависит от характеристик и свойств свариваемого металла, таких как толщина, температура плавления.
Важно чтобы температура плавления свариваемого материала была близка к температуре плавления электродного стержня. Выше мы представляем вам несколько таблиц, которые помогут вам правильно подобрать электрод.
Если нам необходимо варить низколегированные или углеродистые стали, тут нам помогут электроды марок МТГ-01К, МТГ-03. Еще они могут маркироваться как ЛЭЗ-МР.
Они нетребовательны к чистоте металла и могут сваривать загрязненные, окисленные, влажные поверхности.
Чаще всего их применяют для монтажных работ, например, сваривают стыки труб. Но не забывайте – результат при сваривании неподготовленного материала будет всегда хуже.
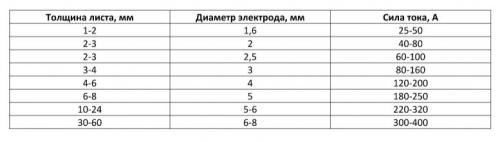
Значение силы тока устанавливаем, отталкиваясь от толщины листа. Зависимость тут прямая – чем толще лист мы варим, тем выше силу тока мы должны установить, чтобы его расплавить.
Ниже вы можете увидеть, как сила тока и диаметр электродного стержня зависит от толщины свариваемого листа.
Подготовка к сварке

Поверхность тонкостенного металла необходимо предварительно обработать до блеска, с помощью наждачной бумаги либо шлифовальной машины.
Для получения лучшего результата поверхности необходимо обезжирить с помощью растворителя. Чем лучше мы подготовим поверхность, тем качественнее шов мы получим.
После зачистки располагаем листы на ровной поверхности, избегая зазоров между ними, фиксируем их в таком положении.
Для этого применяют струбцины всех типов. Затем с помощью небольших швов через каждые 10 см соедините детали.
Это будет препятствовать смещению или изгибу тонкостенных поверхностей. Теперь можно проводить окончательную сварку.
Инверторы
Для сваривания тонколистовых металлов лучше всего подходят аппараты инверторного типа. Правильно настроенный инвертор поможет вам добиться хороших результатов.
Преимущество таких аппаратов в том, что мы можем работать, установив на них обратную полярность. При этом электрод нагревается сильнее, а металл слабее, что уменьшает риск его прожига.
Для качественной инверторной сварки рекомендуется использовать электродные стержни с диаметром 1,5 - 2мм, с достаточным коэффициентом плавления.
Ток необходимо установить 30-45 А для 1,5 мм и 40-60 А для 2мм. Для уменьшения нагрева свариваемых поверхностей, их необходимо установить вертикально, под углом 30-40 градусов, варить необходимо сверху вниз.
Электроды для профил. 5 мм. Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
Сварка каркаса из профильной трубы. Сварка профильной трубы – видео уроки
Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.
Значительную часть подготовительного процесса занимает сборка конструкций и подготовка приспособлений, которые фиксируют заготовки в необходимом положении.
Как осуществляется сварка профильной трубы –
Есть много разных приспособлений, которые предназначаются для сварочных мероприятий . На промышленных предприятиях, где идет серийное и массовое изготовление, применяют специальное механическое и автоматическое оборудование.
Это транспортные устройства и механизмы для установки и кантовки. В домашнем быту применяют приспособления, сделанные своими руками. Как правило, это универсальные конструкции, которые можно быстро собрать, и надежно зафиксировать в них элементы.
Процесс сваривания профильной трубы своими руками является довольно сложным делом, на видео можно наглядно проследить все тонкости этого действия. С этой работой не просто справиться даже мастеру с большим опытом.
Получить прочное соединение, соответствующее нужным габаритам не просто. Для того чтобы получить качественный результат необходима длительная подготовка.
Особенности процесса
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Качественные результат во многом зависим от того, в какой степени выполнена подготовка. Этот этап включает в себя:
- Подбор деталей с нужным размером и сечением. Подрезание по параметрам выполняют пилой по металлу. После сварочного аппарата кромка не выходит ровной, и в итоге становится сложно работать.
- Далее все трубы необходимо выровнять. На искривленных участках их может «водить».
- Места соединений нужно почистить от ржавых образований. Их чистят до блеска, применяя щетки по металлу. Можно это сделать машинкой для шлифовки.
- Кромку нужно выравнивать так, чтобы при соединении не было больших зазоров. Если это сделать тщательно, то при сваривании не придется тратить много усилий.
- После этого, части нужно уложить в таком положении, в котором они будут располагаться в готовой конструкции. Для проведения сварочных мероприятий монтируемые запчасти желательно дополнительно закрепить в специальном приспособлении. А убирать крепеж можно после того, когда шов остыл.
Когда все детали подготовлены, можно приступать к делу. Здесь применяют два способа:
- Газовая сварка.
- Электрическая сварка.
Как выбрать электроды
Выбрать электроды для сварки профильной трубки поможет нижеприведенная таблица:
| Толщина стенки трубопрокатного изделия (мм) | Диаметры электродов (мм) | Выставляемый ток на аппарате (А) |
| 2 | 1,5 | до 50 |
| 2 или 3 | 2 | от 40 до 80 |
| 2 или 3 | 2,5 | от 60 до 100 |
| 3 или 4 | 3 | от 80 до 100 |
| От 4 до 6 | 4 | от 120 до 200 |
| От 6 до 8 | 5 | от 175 до 250 |
| От 10 до 24 | 5 или 6 | От220 до 300 |
| От 24 до 50 | 8 |
Обратите внимание, данные значения являются рекомендательными!
Перед началом работы стоит провести тестовое сваривание на отдельном участке трубы, чтобы проверить, насколько качественным получиться произведенный шов. И после этого вам будет ясно, какие электроды для сварки подходят.
Как выполняют соединения
- Деталь фиксируется своими руками на вспомогательном приспособлении.
- Вначале производиться точечное сваривание и трубы прихватываются друг к дружке. Как правило, достаточно это сделать максимум в четырех местах.
- После «прихватки» проверяется положение частей. Если нужно, то позиция меняется ударами молотка.
- После этого варятся стыки соединяемых изделий. При этом валик разогретого металла оформляют в виде шва для сварки.
- Дуга проводится таким путем, чтобы кромка успела расплавиться, а метал при этом, не должен просаживаться.
Инвертор
Сварка профильных трубопроводов инвертором признана самым надежным способом. Инверторы для сварки – это самый прогрессивный источник питания сварочной дуги.
Преимущества этих аппаратов состоят в их небольших габаритах и небольшой массе, это значительно меньше, чем у аппаратов, изготавливаемых ранее.
Сварка профильной трубы 2 мм. Сварка труб электродуговой сваркой
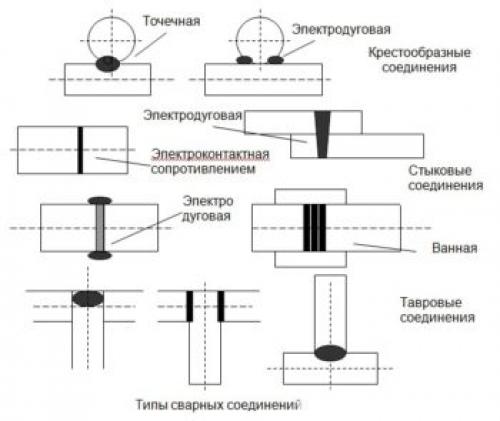
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.

Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.

На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.