Приспособления для сварки профильных труб. Приспособления для сварки труб в том числе и своими руками. Приспособления для сварки профильных труб
- Приспособления для сварки профильных труб. Приспособления для сварки труб в том числе и своими руками. Приспособления для сварки профильных труб
- Установочно-закрепляющие приспособления для сварки. Главные виды сборочно-сварочных приспособлений
- Сборочно-сварочные приспособления виды. Основные виды сборочно-сварочных приспособлений
- Сварочные приспособления это. Приспособления для сварки труб
- Центратор для труб своими руками. Отличительные особенности наружных центраторов
- Сборочно-сварочные приспособления. Сборочные и сварочные стенды
- Приспособления для сварки своими руками. Сварка неплавящимся электродом для скруток
- Вспомогательные приспособления для сварки.
Приспособления для сварки профильных труб. Приспособления для сварки труб в том числе и своими руками. Приспособления для сварки профильных труб
приспособление для сварки профиля под любым углом
с помощью такого нехитрого приспособления вы сможете удобно сваривать металлический профиль под любым углом. в результате облегчится труд, повысится качество сварки. я думаю, что следует потратить два десятка минут и сделать себе такую вещицу, которая в дальнейшем сэкономить ваше время и силы.Понадобятся материалы
- Кусок стальной пластины, шириной примерно - 30-50 мм и толщиной 2-5 мм.
- Кусок стальной пластины, шириной примерно - 10-30 мм и толщиной 2-5 мм.
- Кусок уголковый профиля.
- Две гайки М4-М8.
- Длинная шпилька под гайки.
- Короткий болт с гайкой типа «Чебурашка».
изготовление приспособления для сварки профиля
берем толстую пластину.из нее вырезаем два отрезка длиной 140 мм. размечаем по линейке.отрезаем болгаркой, шлифуем острые края.совмещаем отрезки вместе и в обоих сверлим отверстие под болт.вставляем в отверстия болт, закрепляя чебурашкой. по линейке выставляем прямой угол и затягивая чебурашкой.по линейке размечаем прямую полосу. необходимо сделать такой отрез, чтобы отрезки, находясь в прямом угле, были параллельны концами друг другу находясь в одной плоскости. отрезаем аккуратно болгаркой.вот так должно получится в итоге: угол прямой, а ноги на одной линии.прикладываем уголковый профиль.привариваем дуговой сваркой.примерно отложив расстояние 90 мм с каждой стороны отчерчиваем полоски.вот так:отрезаем болгаркой середину.теперь берем узкие кусочки стальной пластины.зажимаем в тисках и ударами молотка сгибаем буквой «г».теперь привариваем к каждой стороне будущего приспособления.далее к загнутым концам привариваем гайки.в каждую гайку вкручиваем обрезанную шпильку, с приваренной чебурашкой на конце. такой своеобразный зажимной механизм получился с каждой стороны.приспособление готово!благодаря тому, что оно гнется в любую сторону, можно выбрать абсолютно любой угол сварки, как тупой, так и острый.закрепляем прямоугольный профиль под прямым углом.а если вам нужно сварить трубы ровно, то нет ничего проще. все зафиксируется точно и при сварке не будет ходит или трястись.закреплять можно не только металл, но и дерево.в общем, делайте себе такой полезное и удобное приспособление и не пожалеете. до новых встреч!Установочно-закрепляющие приспособления для сварки. Главные виды сборочно-сварочных приспособлений
Для получения качественного шва детали изделия необходимо правильно расположить их в пространстве относительно друг друга. Чтобы сделать данное действие, применяются специальные приспособления различных видов для сборки и сварки.
Они разделяются на:
- сборочные;
- сварочные;
- сборочно-сварочные.
 Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Сварочные приспособления применяются для соединения заранее собранных изделий, зафиксированных в определенном положении. К ним также можно отнести зажим массы. Третий вариант позволяет совмещать перечисленные выше две операции.
Стоит отметить, что сборочные механизмы должны допускать свободное перемещение частей конструкции. В процессе работы они будут нагреваться, и их размеры могут меняться.
Если детали будут располагаться вплотную друг к другу без возможности перемещения, тогда могут произойти деформации, возникающие из-за термического воздействия.
При работе с крупными деталями, обладающими малой жесткостью, инструменты должны обеспечивать возможность соединения только кромок деталей, а не всей конструкции целиком.
При планировании сварочных работ, необходимо заранее предусмотреть возможность доступа к местам соединения. В случае расположения деталей под прямым углом, следует использовать угловые зажимы. Если есть возможность, можно прихватить части конструкции точечной сваркой.
Затем достаточно накинуть на изделие клеммы массы сварочного аппарата и можно приступать к работе. Иногда можно воспользоваться и массой самих деталей. Под своим весом они могут достаточно надежно расположиться в необходимой конфигурации.
Однако данный вариант не всегда применим, поэтому всегда лучше иметь под рукой клещи для сварки.
Сборочно-сварочные приспособления виды. Основные виды сборочно-сварочных приспособлений
Все сборочно-сварочные приспособления можно разделить на два основных вида - установочные и закрепляющие. Особенно удобны механизмы, сочетающие в себе обе эти функции.Установочные приспособления . Установочные приспособления предназначены для установки детали в нужное положение - точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
 Угольники
Угольники
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
 Приспособление для сварки труб
Приспособление для сварки труб
Закрепляющие приспособления . С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
 Сварочные приспособления: струбцины и зажимы
Сварочные приспособления: струбцины и зажимы
Струбцина - универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она - первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько - различных размеров и конфигураций.
 Струбцины Bessey
Струбцины Bessey
 Струбцина Bessey с регулируемым зевом и наклоняемым упором
Струбцина Bessey с регулируемым зевом и наклоняемым упором
 Быстрозажимные струбцины Bessey с регулируемым зевом
Быстрозажимные струбцины Bessey с регулируемым зевом
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
 Зажимы
Зажимы
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы - самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
 Приспособления для сварки: прижимы
Приспособления для сварки: прижимы
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
 Приспособление для сварки: стяжка
Приспособление для сварки: стяжка
 Приспособление для сварки: стяжка
Приспособление для сварки: стяжка
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
 Приспособление для сварки: распорка
Приспособление для сварки: распорка
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Сварочные приспособления это. Приспособления для сварки труб
Если приходится часто соединять трубы встык, пригодятся сварочные центраторы . Это приспособления, состоящие из двух скоб, раздвигающихся друг от друга. С их помощью круглый стык обхватывается, а когда скобы сводятся, место соединения автоматически выравнивается (центруется), что предотвращает смещение. Можно выполнить прихватку в нескольких местах, снять центратор и приступить к обвариванию.
Подбираются сварочные С-образные ( полусферные ) центраторы исходя из диаметра заготовок, с которыми предстоит работать. В отличие от струбцин, охватываемый размер почти не регулируется (устанавливается только сила стягивания, что позволяет притянуть стороны, если они не соосны). Например ЦЗН- 108 (114), подойдет для стыковки труб диаметром 108-114 мм. А ЦНЭ 27-32 обхватывает круглые трубы диаметром 273-325 мм.
Кроме полусферных центраторов, бывают еще звенные модели. У них вместо двух С-образных половинок присутствуют многочисленные звенья с нажимными роликами. Это позволяет сжимать как большие, так и малые трубы. Например ЦЗН-1020, способен отцентровать изделия с диаметрами от 57 до 1420 мм. Но вокруг изделия должно быть достаточно свободного места, чтобы завести крупное приспособление.
Когда труба пролегает близко к стене или полу, используют цепные центраторы. У них есть пластина-упор с вращающимися рычагами, которые притягивают цепи. Последние – очень тонкие и легко проходят в узкие щели. К примеру, ЦЦМ2 подойдет для центровки труб диаметром 108-219 мм.
Центратор для труб своими руками. Отличительные особенности наружных центраторов
Наружный центратор представляет собой своего рода большой зажим, который способом обхвата цилиндрической конструкции удерживает концы двух труб в фиксировано-соосном положении. По сравнению с внутренним центратором наружный вариант более легок в установке и удобен в эксплуатации.
Еще одной немаловажной характеристикой данного типа центраторов является их способность технически выправлять края трубы, по какой-то причине приобретшие вид неправильного эллипса. Без устранения такого дефекта практически невозможно обеспечить высококачественный и максимально прочный сварочный шов.
В зависимости от толщины стенок труб и их общих диаметров наружные центрирующие устройства подразделяются на несколько групп.
Схема механизированной линии для сварки поворотных стыков труб.
Технически самой простой категорией таких центраторов является категория звенных устройств. Внешне они напоминают многогранник, снабженный внутренней системой колец-звеньев. В зависимости от типа свариваемого объекта эти звенья могут быть либо одинаковой, либо разной длины, а их количество зависит от диаметра трубы.
Данный тип центраторов применяется для работ с трубами диаметром 50-1500 мм. Закрепляется такое приспособление на корпусе трубы с помощью специальных прижимов.
Наружные звенные центраторы гидрофицированные представляют собой продвинутый вариант стандартных звенных устройств. Они отличаются от «основы» тем, что их затягивают на трубе не руками, а с помощью ручного домкрата. Благодаря этому центратор обжимает металлический цилиндр с большим усилием, что положительно сказывается на качестве работы. Отлично стыкует друг с другом трубы в диапазоне диаметров от 72 см до 162 см.
Целям устранения нежелательной эллипсности труб служит модернизованный вариант звенных гидрофицированных центраторов. Он предполагает использование в данном приспособлении электрического или пневматического домкрата. Группа цепных центраторов объединяет приспособления, работа которых основана на применении цепи, затягиваемой вокруг свариваемых труб. Достоинством данного вида является его универсальность. Цепные центраторы способны работать с трубами самых разных диаметров в пределах от 90 мм до 1000 мм.
Эксцентриковые центраторы применяются для сварки труб большого сечения. Основу их составляют две стальные дуги. В отличие от звенных центраторов, в которых фиксация звеньев осуществляется специальными крюками, дуги в эксцентриковых устройствах при настройке под заданную трубу стягиваются дополнительной регулировочной перемычкой. Стоит отметить, что один и тот же центратор с эксцентриком может использоваться в работе с трубами нескольких диаметров. Этот фактор делает указанное приспособление более удобным, но и более дорогостоящим.
Сборочно-сварочные приспособления. Сборочные и сварочные стенды
Стенды, стеллажи и плиты — простейшие устройства для укладки и фиксации в удобном для сварки положении собранных под сварку изделий.
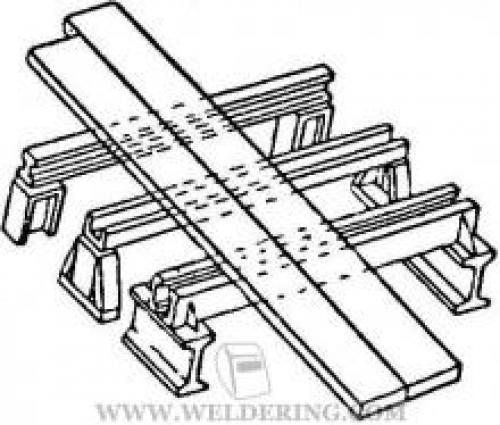
Стеллаж для сборки и сварки
Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится сборка и сварка изделий. При ручной сварке часто применяют универсальные сборочно-сварочные плиты с пазами для различных крепежных устройств или стеллажи.
Стенды и приспособления, в которых совмещены операции сборки и сварки, бывают стационарными, передвижными и накладными.
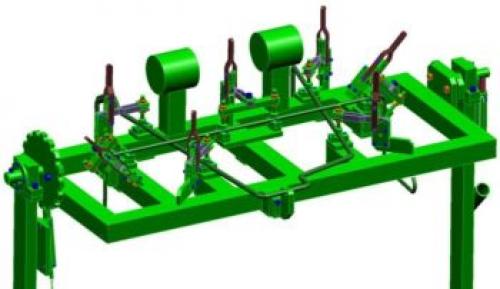
Различные балки собирают и сваривают на козлах такого стеллажа, установленных на небольшом расстоянии друг от друга по всей длине, или на универсальном стенде, состоящем из ряда неподвижных стоек 2, к которым крепятся, в зависимости от конфигурации балки, сменные опоры 1.
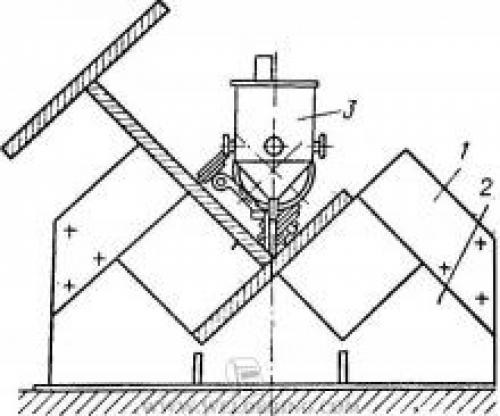
Схема универсального стенда для сварки балок: 1 - опора; 2 - стойка; 3 - сварочный трактор.
Перечисленные стенды относятся к беззажимным приспособлениям. К ним относятся столы для сварки сравнительно мелких деталей и плиты. Стенд или стол подключаются, как правило, к источнику питания дуги и обеспечивают подвод тока к свариваемому изделию.
Если изделие подается на сварочную установку в собранном виде, то эта установка должна иметь устройства для укладки и фиксации изделий в удобном для сварки положении. В таких случаях могут быть применены универсальные или специализированные стенды. Универсальное приспособление для сварки рамных конструкций содержит ряд плит с пазами, в которые в зависимости от конфигурации свариваемого изделия крепятся различные упоры, фиксаторы и зажимы. Такие стенды снабжают набором универсально-наладочных приспособлений, которые могут фиксироваться в различных сочетаниях в пазах базовых плит. Для сборки и сварки аналогичных конструкций могут также применяться специализированные стенды для определенных изделий. Они снабжены плитой, на которой укреплен ряд постоянных фиксаторов, определяющих взаимное положение собираемых под сварку деталей. Примером универсальных стендов для сборки и сварки плоских листовых конструкций могут служить электромагнитные стенды. На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений - отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.
Сборочно-сварочные приспособления
Сборочные и сварочные стенды - это простейшие устройства для укладки и фиксации в удобном для сварки положении собранных под сварку изделий.
Стеллаж для сборки и сварки
Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится сборка и сварка изделий. При ручной сварке часто применяют универсальные сборочно-сварочные плиты с пазами для различных крепежных устройств или стеллажи.
Типы стендов
Стенды и приспособления, в которых совмещены операции сборки и сварки, бывают стационарными, передвижными и накладными.
Универсальный стенд для сварки балок
Схема универсального стенда для сварки балок:
| № | Описание |
|---|---|
| 1 | Опора |
| 2 | Стойка |
| 3 | Сварочный трактор |
Беззажимные приспособления
К беззажимным приспособлениям относятся столы для сварки сравнительно мелких деталей и плиты. Стенд или стол подключаются, как правило, к источнику питания дуги и обеспечивают подвод тока к свариваемому изделию.
Специализированные стенды
Если изделие подается на сварочную установку в собранном виде, то эта установка должна иметь устройства для укладки и фиксации изделий в удобном для сварки положении. В таких случаях могут быть применены универсальные или специализированные стенды.
Пример универсального приспособления для сварки рамных конструкций
Универсальное приспособление для сварки рамных конструкций содержит ряд плит с пазами, в которые в зависимости от конфигурации свариваемого изделия крепятся различные упоры, фиксаторы и зажимы. Такие стенды снабжают набором универсально-наладочных приспособлений, которые могут фиксироваться в различных сочетаниях в пазах базовых плит.
Электромагнитные стенды
Примером универсальных стендов для сборки и сварки плоских листовых конструкций могут служить электромагнитные стенды. На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений - отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.
Приспособления для сварки своими руками. Сварка неплавящимся электродом для скруток
Как известно, сварка труб не является единственным видом сварочных работ, ее нередко выполняют для соединения металлических проводов в местах соединения, выполнения скрутки и для ремонта или изготовления самодельных термопар. Чтобы изготовить это приспособление, может понадобиться понимание того, что же такое сварка и как именно работает закон электромагнитной индукции.
Схема сварки неплавящимся электродом.
Поэтому приспособление для сварки часто собирается своими руками. Здесь есть маленькое «но», желая, сделать подобное устройство, следует иметь в виду, что стоимость готового изделия ниже, чем итоговая сумма за приобретение всех компонентов. Но если для создания приспособления будут использоваться старые трансформаторы, переключатели с других устройств, к примеру, ненужные уже пассатижи, тогда действительно стоит попробовать сделать приспособления для выполнения пайки или соединения.
Используемый способ соединения относят к видам сварки неплавящимся электродом. В качестве электрода можно использовать графит, который легко извлекается из простого карандаша, жидкий флюс продается в магазинах радиоэлектроники. Самодельный флюс можно сделать из смеси борной кислоты и воды, доведенной до состояния кашицы.
Для изготовления приспособления понадобится трансформатор на 20-50 В, один соединительный провод для выхода в сеть, два – для подсоединения, один – для подведения электрода. В качестве держателя электрода можно использовать любые подручные средства, это зависит от возможностей и наличия предметов, имеющихся в арсенале, к примеру, шприц аптекарский, штатив школьный, цилиндры или болты.

В процессе изготовления сварки неплавящимся электродом для скруток понадобится трансформаторная катушка.
Трансформаторную катушку на 20-20 В можно без труда купить в магазине, как и каркас для сварочного аппарата. Но зная устройство трансформаторной катушки, имея в наличии лишний, уже непригодный трансформатор, его всегда можно исправить, дополнив необходимым количеством витков. Используя стандартную схему сварочного аппарата, подсоединить по инструкции все провода. Если приспособление будет использоваться электриком для сварки скруток, рекомендуют использовать рабочие провода длиной не меньше 3 м, чтобы была свобода доступа к работам на потолке.
Стоит упомянуть о соблюдении мер безопасности. Существуют некоторые способы защиты лица, особенно глаз от сварки. Конечно, такой способ изготовления сварочной маски весьма примитивный, и ни в коем случае нельзя его использовать во время сварки труб, а только для тоненьких проводов. Взять темную пластиковую бутылку от любого напитка, вырезать из нее очки с очень длинными дужками и соединить сзади на затылке клеммой или зажимом. Для недолгой случайной работы подойдет. Но все же стоит напомнить, ведется защита глаз не только от яркого свечения, но и от случайного попадания раскаленных кусочков металла. Поэтому, заменяя маску картонками и газетками, человек сильно рискует.
Вспомогательные приспособления для сварки.
Сварочный аппарат, источник питания – это хорошо, но недостаточно для полноценной работы. В формировании качественного сварного соединения задействованы приспособления, порой незаметные в обиходе, но крайне важные в определенный момент. Все их можно условно разделить на несколько больших групп, а именно:
1. Транспортировочные устройства.
2. Инструменты для кантовки/укладки.
3. Механизмы и металлические конструкции, помогающие обслуживать сварочную зону, производить сварочные и сборочные работы.
4. Универсальные приспособления.
Задача каждого отдельного инструмента – ускорить, облегчить и обезопасить работу сварщика. Последний должен иметь возможность задавать проектные размеры будущих изделий, быстро устанавливать заготовки и снимать еще неостывшие конструкции.
Банальные, но такие важные!
В арсенале специалиста всегда должны быть как специализированные приспособления нечастого использования, так и универсальные. Последние представлены:
1. Переносными зажимами, фиксирующими заготовки. Это могут быть струбцины или болтовые зажимы, собирающие детали всех возможных профилей.
2. Жесткими и регулируемыми прихватами, отдельные элементы которых на время привариваются к свариваемым деталям. По завершении работ прихваты срезаются.
3. Стяжками, задача которых – сблизить кромки свариваемых деталей до нужного расстояния. Чаще всего используются винтовые стяжки, их аналоги для работы с листовым, профильным или полосовым прокатом, трубами и т.д.
4. Распорками и домкратами. С их помощью выравнивают края цилиндрических изделий, удаляют вмятины, изнутри фиксируют заготовки с замкнутым контуром.
5. Центраторами, закрепляющими разрозненные трубы (схожие с ними изделия) с целью исключения сдвигов/поворотов по трем осям координат. Приспособления бывают внешними (схватывающими) и предназначенными для внутренней установки (распорными).
6. Магнитными и обычными угольниками, ускоряющими сварку листовых деталей, рам или стоек под конкретным углом.
Требования к сварочным аксессуарам
Правильно спроектированные и сделанные, сварочные приспособления легки в эксплуатации, быстро устанавливаются/демонтируются, отвечают требованиям техники безопасности. Обладая невысокой стоимостью, они:
· Делают сварочные работы менее трудоемкими.
· Помогают исключить/минимизировать остаточные деформации.
· Упрощают контроль за сварочными работами.
· Повышают качественные показатели готовых швов/конструкций.
· Облегчают и ускоряют приемку готовых изделий.