Сварка инвертором для начинающих и азы.. Азы
- Сварка инвертором для начинающих и азы.. Азы
- Что нужно для сварки полуавтоматом. Подготовка к полуавтоматической сварке
- Сварка полуавтоматом. Сварочные полуавтоматы
- Сварка инвертором полярность. Все, что нужно знать о полярности при сварке инвертором
- Сварочный инвертор для начинающих. Как выбрать сварочный аппарат новичку: на что обращать внимание
Сварка инвертором для начинающих и азы.. Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе . Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест .

Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других .
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки — к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
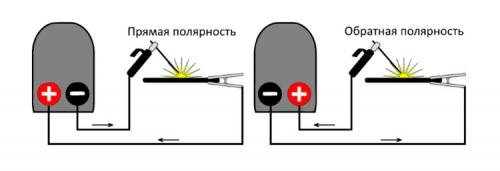
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
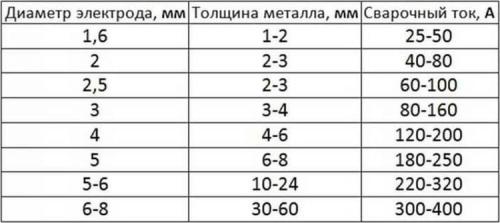
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице .
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
Что нужно для сварки полуавтоматом. Подготовка к полуавтоматической сварке
При подготовке к полуавтоматической сварки следует:
- Выбрать проволоку нужного размера. В большинстве случаев востребованы расходные материалы диаметром от 3 до 6 мм. Для сварки полуавтоматом обычно используют проволоку диаметром 4 мм.
- Вытянуть присадку до выхода из горелки, отрегулировав силу ее натяга.
- Приготовить к работе защитный газ. Самыми распространенными защитными газами являются углекислота или аргон. Первый вид прекрасно подходит для работы со стальными заготовками и выгодно отличается невысокой стоимостью. А второй практически исключает образование брызг и обеспечивает стабильность электрической дуги.
- Подключить к аппаратуре газовый баллон.

При настройке аппаратуры следует соблюдать правила, выполнение которых является гарантией получения ровного и качественного шва. В первую очередь необходимо добиться стабильности и равномерности горения электрической дуги, произвести тщательную очистку стыков от краски, жира, шлака и других загрязнений. По значимости не менее важным моментом является установка оптимальной скорости подачи сварочной проволоки.
Параметры необходимых настроек обычно отражены в сопроводительном документе, которым обеспечивается установка при продаже. Но заводские значения настроек не следует принимать за догму. Они служат лишь базисом, которым сварщику необходимо руководствоваться в поиске наилучшего варианта исполнения.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- вида и состава защитной среды;
- пространственного расположение стыка;
- диаметра и состава присадочного материала;
- температуры воздуха;
- химического состава свариваемых металлов;
- Настроить аппаратуру, соблюдая правила, выполнение которых является гарантией получения ровного и качественного шва.
- Добиться стабильности и равномерности горения электрической дуги.
- Провести тщательную очистку стыков от краски, жира, шлака и других загрязнений.
- Установить оптимальную скорость подачи сварочной проволоки.
- Типа сварочной проволоки.
- Материала, из которого изготовлен свариваемый деталь.
- Уровня навыков сварщика.
- Условий, в которых выполняется сварка (температуры, влажности и т.д.).
- Недостаточная или избыточная мощность сварочной установки.
- Неправильная настройка параметров сварки.
- Недостаточная или избыточная скорость подачи сварочной проволоки.
- Неправильное использование сварочной проволоки.
- Появление посторонних звуков, напоминающих сухой громкий треск. Они возникают в тех случаях, когда замедляется подача присадочной проволоки. Для устранения такого дефекта достаточно будет просто ускорить подачу проволоки.
- В процессе работ появляется сильное разбрызгивание. Это возможно, когда подача инертного газа слишком мала. Чтобы избавиться от такой проблемы, необходимо произвести ревизию редуктора – в большинстве случаев он неисправен. А иногда достаточно будет просто увеличить подачу газа.
На что нужно обращать внимание при настройке агрегата полуавтоматической сварки? Наиболее часто сварщики совершают ошибки, которые определяются по следующим характерным признакам:
Обязательные условия для сварки полуавтоматом
При подготовке к полуавтоматической сварке следует:
Важно также, что параметры необходимых настроек обычно отражены в сопроводительном документе, который обеспечивается установка при продаже. Однако заводские значения настроек не следует принимать за догму. Они служат лишь базисом, которым сварщику необходимо руководствоваться в поиске наилучшего варианта исполнения.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
На что нужно обращать внимание при настройке агрегата полуавтоматической сварки?
Наиболее часто сварщики совершают ошибки, которые определяются по следующим характерным признакам:
Чтобы избежать этих ошибок, необходимо внимательно отслеживать процесс сварки и корректировать настройки в соответствии с потребностями.
Сварка полуавтоматом. Сварочные полуавтоматы

Сварочные полуавтоматы предназначены для соединения металла с помощью специальной проволоки в среде инертных или активных газов.
Проволока непрерывно подается в сварную зону, плавится, спаивая кромки двух заготовок и заполняя собой пространство шва.
Полуавтоматы массово используются как на поточных производственных линиях, так и на небольших ремонтных предприятиях или в домашних мастерских.
 Устройство полуавтомата.
Устройство полуавтомата.
Особенности полуавтоматической сварки
Она отличается высокой производительностью и скоростью работ благодаря автоматизации процесса подачи присадочного материала.
Проволока в область сварки поступает равномерно и непрерывно, с помощью подающего механизма. Сварщик не тратит время на замену электродов в процессе работы.
Расход газа устанавливается на аппаратуре заранее. Его подача активизируется с помощью включения клапана полуавтомата.
Полуавтоматическая сварка не требует от сварщика большого опыта и высокой квалификации.

Сварка полуавтоматом.
Устройство полуавтомата
Независимо от принципа работы все модели полуавтоматов состоят из следующих узлов и деталей:
- основного блока;
- баллона с защитным газом;
- механизма подачи проволоки;
- редуктора;
- питающего провода 220/380В;
- горелки;
- сопла;
- сварочного рукава;
- зажима массы;
- панели управления.
Полуавтомат обеспечивает стабильную подачу сварочной проволоки и ее регулировку.
На профессиональных полуавтоматах есть настройки индуктивности, влияющие на степень проплавляемости кромок и «мягкость» дуги.
По показаниям манометра редуктора регулируется подача газа. Смесь подается под давлением 1-1,5 кг/см3, слегка обдувая сварочную ванну. Слишком сильный поток газа может привести к выдуванию расплавленного металла из рабочей зоны. При недостатке газа могут появиться поры в швах.
Источники питания
Полуавтоматическое оборудование бывает однофазным или трехфазным.
Однофазные модели могут включаться в обычную розетку. Они невысокой мощности и низкой производительности. Это бытовые модели для небольших мастерских и домашнего использования.
Трехфазные приборы относятся к промышленным аппаратам. Это более мощные, стационарные модели. Подключаются через специальные разъемы.
Уровень питающего напряжения в полуавтоматах регулируется с помощью электронного преобразователя.
Сварочный рукав
Рукав полуавтомата служит для подачи сварочной проволоки и обеспечения горелки защитными газами. Он состоит из резиновой оболочки, внутри которой могут располагаться:
- шланг для подачи активного или инертного газа;
- силовой кабель;
- провода подключения пусковой кнопки.
Рукав - расходный материал, который нужно периодически менять.
Элементы рукава подвергаются воздействию высоких температур, перегибам, механическим повреждениям и часто первыми выходят из строя. Преждевременному износу способствует пыль и грязь, попадающие внутрь канала вместе с проволокой.
Горелка
Служит для подвода к месту сварки электродной проволоки, направления в зону дуги защитного газа или флюса.
Сварочная горелка состоит из следующих элементов:
- газового сопла;
- контактного наконечника;
- рукоятки с кнопкой;
- направляющего канала;
- шланга для подвода газа, электропитания, воды.
При работе сварщик держит горелку в руке и перемещает вдоль шва. Устройство должно быть легким и удобным.

Конструкция газовой горелки.
Механизм подачи проволоки
Он относится к наиболее ответственным элементам полуавтомата. Механизм может быть как встроенным, так и в виде отдельно расположенного модуля.
В отдельном корпусе обычно располагают проволоку большого диаметра.
Подающие устройства бывают трех типов:
- тянущий привод, размещенный в держаке горелки, тянет провод с катушки по присадочному каналу;
- толкающий привод — проволока проталкивается в горелку к месту расплавления через отверстие в держателе;
- гибридный, тянуще-толкающий привод — он одновременно тянет и проталкивает провод в горелку.
Конструкция механизма зависит от назначения полуавтомата.
Скорость подачи присадки устанавливается оператором до начала проведения работ.
Сварка инвертором полярность. Все, что нужно знать о полярности при сварке инвертором

Для электрической сварки различных видов металлических заготовок применяются специальные виды сварочных электродов, но для успешного процесса еще необходимо и правильно выбрать настройки на инверторном сварочном аппарате, чтобы технологический цикл соответствовал параметрам электрического тока. Принцип полярности, который применим к электросварочным устройствам, позволяет работать с металлическими заготовками любой толщины, выполняя качественный соединительный шов.
Используя полуавтоматическое сварочное устройство, сварщику нужно знать не только какой силы электроток ему потребуется, но и какая полярность катода и анода будет необходима. Любой инверторный сварочный аппарат можно настроить для работы с обычными металлами, цветными сплавами, а также с высокоуглеродистой или легированной сталью.
Что это такое?
При работе сварочного инверторного аппарата должна быть выбрана его полярность – другими словами, нужно определить, к какому гнезду с «+» или с «-» будет подключен сварочный электрод, а к какому – заготовка для сварки. От выбора порядка подключения электрического тока напрямую зависит полярность, которая бывает прямой и обратной.
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.
Переменный или постоянный электрический ток, так же как и его полярность, определяется местоположением катодного и анодного пятна. Во время выполнения сварочных работ посредством прямой полярности заготовка будет сильно разогреваться, так как на ней сформировано анодное пятно, генерирующее огромный объем тепловой энергии такой интенсивности, что может расплавиться даже сама заготовка.
Сварочный инвертор для начинающих. Как выбрать сварочный аппарат новичку: на что обращать внимание
Алгоритм выбора прост — сначала определяетесь с основными техническими параметрами, затем с дополнительными функциями. Выбирать начинающему, какой купить сварочный аппарат, нужно именно в такой последовательности. На первом этапе вы выделяете ряд моделей, соответствующих цели покупки, на втором — отсеиваете те, в которых нет нужных вам функций или, наоборот, есть ненужные опции.
Главные параметры
Основные характеристики — максимальный сварочный ток и диаметр электродов, потребляемая мощность, сетевое напряжение, продолжительность работы.
Максимальный сварочный ток
От него зависит, металл какой толщины вы сможете сваривать и электроды какого диаметра будете использовать. Например, если планируются работы с трубами или профилем толщиной до 5 мм, то достаточно будет инвертора с максимальный выходным током на 160 А. Покупать аппарат с более высокими показателями нет смысла, если сваривать заготовки толще вы не будете.
При выборе можно ориентироваться на нашу таблицу:
Потребляемая мощность
При оценке потребляемой мощности нужно учитывать возможности сети на вашей даче или в гараже. Сейчас на дачные участки выделяют по 15 кВт. Этого достаточно для работы с инвертором до 200 А, даже если в доме включена другая техника. На старых дачах и в гаражах сеть может быть рассчитана на меньшую нагрузку.
Покупая аппарат, лучше отдать предпочтение модели с запасом по току и мощности около 20-30%. Это даст вам немного больше возможностей и позволит решить нестандарные задачи, если возникнет необходимость.
Напряжение в сети
По техническим условиям на электрификацию участка или гаража могут выделить одну или три фазы. В зависимости от модели, сварочные аппараты могут работать от однофазной или трехфазной сети. Существуют инверторы и со встроенным автоматическим трансформатором, работающие при любом напряжении. Но их цена выше, и нужны они для профессионального использования и выездов.
Как правило, сварочники для бытовых и полупрофессиональных нужд с рабочим током до 250 А подключают к сетям на 220 В. Если ваша сеть предлагает 380 В, то можно выбрать аппарат и с более высоким сварочным током.
Для однофазных сетей на дачах и в гаражах характерны просадки напряжения. Чтобы вы могли работать в таких условиях, лучше купить инвертор, в характеристиках которого указана возможность сварки при 130-160 В. В противном случае понадобиться стабилизатор. Как и для полуавтоматов, которые не любят провалов напряжения.
Продолжительность непрерывной работы
Показатель ПВ или ПН показывает, сколько времени аппарат будет работать и отдыхать. Например, при заданном промежутке времени в 10 минут модель с ПВ 60% в режиме максимального сварочного тока работает 6 минут, а отдыхает 4 минуты. На малых токах выполнять сварку можно столько времени, сколько нужно — ПВ 100%.

Дополнительные функции
Чтобы аппараты было проще и удобнее использовать, их оснащают дополнительными функциями. На практике могут понадобиться не все. Новичку в ММА могут быть полезны:
- Горячий старт. Помогает зажечь дугу в начале сварки, особенно полезен при работе с ржавым металлом, сырыми электродами и электродами с основным покрытием, и позволяет не стучать долго кончиком для поджига.
- Антистик. Сбрасывает ток до минимальных значений при залипании электрода и избежать его перегрева, облегчит сварку тонкостенного металла и работу в целом — электроды периодически залипают даже у опытных сварщиков, а отрывать их долго и сложно.
- Регулируемый форсаж дуги. Поддерживает стабильное горение, нужен при отсутствии навыка держать дугу и при сварке на малых токах — когда дуга начинает затухать, рабочий ток нарастает автоматически.
К дополнительному полезному функционалу полуавтоматов можно отнести регулировку индуктивности. Она позволяет изменять характеристики дуги — делать её более жесткой для позиционной сварки и глубокого проплавления и более мягкой с меньшим разбрызгиванием для лицевых швов. Пригодится и функция отжига проволоки, обеспечивающая её постоянный вылет после каждого цикла — это удобно для следующего старта.
В современных аппаратах может присутствовать синергетическое управление для интеллектуальной сварки. Вам нужно только выставить диаметр электрода или толщину металла и аппарат сам оптимизирует параметры и функции.