Сварка трубы стальной профильной. Как правильно соединять профильные трубы
- Сварка трубы стальной профильной. Как правильно соединять профильные трубы
- Как варить профильную трубу, чтобы не повело. Деформации при сварке
- Как варить профильную трубу полуавтоматом. Суть работы полуавтоматов при сваривании труб
- Сварка стальных труб гост. ГОСТ 16037–80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры (с Изменением N 1)
- Как сварить профильную трубу под 45 градусов. Предварительные работы с деталями
- Какими электродами варить профильную трубу. Виды используемых микроэлектродов
- Сварка профильной трубы 20х20. Сварка труб электродуговой сваркой
- Сварка профильной трубы под 90 градусов. Процесс сварки скругленного угла
Сварка трубы стальной профильной. Как правильно соединять профильные трубы
Стенки профильных труб отличаются в зависимости от размера продукции и технических условий производителя. Большинство представленных на рынке материалов относятся к числу тонкостенных. И вот именно с таким профилем работать могут сварщики, имеющие за плечами достаточный опыт соединения заготовок с тонкими стенками. Сваривание тонких полок является непростым делом и вызывает затруднения в начинающих сварщиков. Процесс отличается особенностями. Вот основные из них:
- ток должен быть выставлен в диапазоне от 10 до 60А;
- лучше всего выбрать электроды диаметром 0,5-2 мм;
- сваривание деталей выполняется в один проход.
Качество сварного соединения отчасти определяется скоростью перемещения электрода вдоль стыка. Желательно закончить сваривать участок шва до того момента, когда начнут остывать кромки. С отрывом можно формировать шов в том случае, если используются рутиловые электроды.
Помимо этого, не стоит забывать общие правила сварки металлических заготовок, которые актуальны при работе с полками любой толщины:
- высокие температуры способны деформировать металлическую заготовку. Необходимо учесть, что профильные трубы больше подвержены деформации нежели круглые;
- расплав может вытекать внутрь трубы и заполнить все пространство между стенками. Поэтому нужно внимательно следить за тем, в каком состоянии находятся полости труб. Особенно, если требуется сохранить пустотелость;
- торцевое соединение способствует появлению статического напряжения в углах. Оно возникает в случае неравномерного прогрева металла или из-за неверно сформированных валиков на стыке.
Как варить профильную трубу, чтобы не повело. Деформации при сварке
Деформации при сварке и способы их избежать
Чтобы вы не варили, толстый уголок или тонкую профильную трубу, во время сварки на металл воздействуют большие температуры. Вследствие этого металл может повести, простыми словами деформировать.
Особенно деформации подвержены тонкостенные изделия из металла и некоторые виды сталей. Меры по предотвращению деформаций при сварке могут быть разными, как и их эффективность в целом.
Как избежать деформаций при сварке
Сварка — это всегда высокая температура, которая заставляет металл плавиться. Однако тепло, которое используется для расплавления сварочной ванны, уходит далеко за её пределы. И если металл тонкий или его надежно не закрепить, то возможно появление деформаций.

Одним из самых эффективных способов, который позволяет избежать деформации при сварке, это сварка в так называемых «кондукторах». Кондукторы для сварки, это специальные приспособления, которые дают возможность жестко зафиксировать свариваемое изделие.

При этом важно учитывать ожидаемую деформацию металла в зоне нагрева. Если металл повело в одну сторону, достаточно начать варить с другой, чтобы его выгнуло обратно. Такой способ подхода даёт возможность заранее предугадать появление деформации, и использовать метод предварительного (обратного) изгиба.
Как варить широкие листы металла, чтобы не повело
Наиболее предпочтительный способ, в данном случае, это предварительный изгиб листов металла, в противоположную сторону деформации. Точно таким же способом предотвращают деформации при сварке тавровых, а также двутавровых соединений.
Немного иным способом, является техника обратноступенчатой сварки. В данном случае сварное соединение осуществляется в два слоя, и каждый из них выполняется в разных направлениях. Например, первый шов накладывается слева направо, а второй сварочный шов, наоборот.

Простыми словами, каждый последующий слой наплавленного металла должен вызывать противоположное напряжение от предыдущего слоя. Кроме всего перечисленного, существуют и иные приемы отвести излишнее тепло из зоны сварки.
Например, отвод тепла струёй воды или при помощи медных подкладок. При этом важно понимать, что воду для охлаждения металла во время сварки можно использовать не во всех случаях. При сварке некоторых изделий, быстрое охлаждение металла может только усугубить положение, и привести к большим проблемам, чем деформация.
Самым распространенными являются холодные трещины, которые появляются из-за резкого охлаждения сварного шва. Поэтому к данной рекомендации нужно относиться осторожно.

Не менее действенным способом избежать деформаций, является предварительный прогрев заготовок перед сваркой. В таком случае получится избежать резкого перепада температур. В любом случае, следует знать, что если сварка ведётся при пониженной температуре, то прогрев металла перед свариванием является обязательной процедурой.
Ну а если деталь и повело, конечно же, не слишком толстую, до 3 мм толщиной, то ее выравнивание выполняют при помощи молотка. Что же касается изделий большей толщины, то их ровняют посредством гидравлического пресса.
Как варить профильную трубу полуавтоматом. Суть работы полуавтоматов при сваривании труб

1. Отличительные особенности.
Полуавтоматическая сварка труб не имеет кардинальных отличий от проведения процедуры ручным аппаратом, но по окончании процесса некоторые особенности заметить можно. Полуавтоматический шов будет иметь зигзагообразную форму плавления. Кроме того, сам процесс займет гораздо меньше времени.
Проволока-электрод, используемая в полуавтоматической сварке, может иметь диаметр от 0,8 до 1,2 мм в зависимости от специфики труб. Перед началом работ кромки изделия иногда подготавливают разделкой.
2. Область применения полуавтомата.
Благодаря различным формам агрегата его можно использовать как в цехах промышленных масштабов, так и на отдельном объекте (выездной формат работ).
Полуавтоматическая сварка трубы, как правило, производится на этапе заготовок. Монтаж водопровода, газопровода и оснастки промышленных помещений, как правило, производится на самом объекте при помощи других технологий.
Особенности монтажа имеют значение при выборе типа швов. Так, для соединения двух элементов используют стыковые и нахлесточные швы, а в некоторых случаях – угловые.
VT-metall предлагает услуги:
Для монтажа водо- и газоснабжения мастера выезжают на объект и проводят процедуру непосредственно в эксплуатационных условиях. Для простоты перемещения аппарата его устанавливают на специальный прицеп. При этом работы производятся с применением газовой защиты (например, СО2).
3. Подготовительные работы.

Чтобы шов получился качественным, а скрепление прочным, следует провести некоторые подготовительные работы. Сперва необходимо нарезать трубы. Затем под углом снимаются фаски (это делается для более глубокой проварки стыков). После этого счищается верхний слой кромок и оцентровывается место соединения.
Для контроля качества операций, проделанных на этом этапе, скос кромок проверяется в нескольких местах, оценивается параллельность деталей изделия (они должны располагаться точно под углом 90° по отношению к центральной оси), осматриваются срезы на предмет чистоты. Наличие на кромках пятен ржавчины или нескольких капель масла существенно снижают прочность сцепления труб. Во избежание подобной ситуации необходимо произвести очистку материала с внешней и внутренней стороны не менее чем на 15 мм от среза.
Для четкой стыковки труб необходимо установить их строго параллельно и сделать вдоль места сцепления несколько прихваток – коротких швов того же качества, что и основной. Это делается для того, чтобы зазор не изменял свою конфигурацию во время проведения полуавтоматической сварки трубы.
Для сварки сложных материалов (поржавевших, оцинкованных и т. п.) полуавтоматическим способом лучше всего подходят медная и алюминиевая проволоки. Именно они дают равномерный и прочный шов в такой ситуации.
Сварка стальных труб гост. ГОСТ 16037–80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры (с Изменением N 1)
ГОСТ 16037–80Группа B05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines.Main types, design elements and dimensions
МКС 25.160.40ОКП 06 0200 0000
Дата введения 1981−07−01
Постановлением Государственного комитета СССР по стандартам от 24 апреля 1980 г. N 1876 дата введения установлена 01.07.81Ограничение срока действия снято по протоколу N 5−94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11−12−94)ВЗАМЕН
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки: ЗП — дуговая сварка в защитном газе плавящимся электродом; ЗН — дуговая сварка в защитном газе неплавящимся электродом; Р — ручная дуговая сварка; Ф — дуговая сварка под флюсом; Г — газовая сварка.Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
;— толщины стенок свариваемых деталей;
— зазор между кромками свариваемых деталей после прихватки;— ширина сварного шва;
— выпуклость сварного шва;— толщина подкладного кольца;
— толщина шва;
— притупление кромки;
— ширина нахлестки;
— длина муфты;
— катет углового шва;
— катет углового шва со стороны разъема фланца;
— наружный диаметр трубы;— фаска фланца.1, 2. (Измененная редакция, Изм. N 1)
.
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Как сварить профильную трубу под 45 градусов. Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Какими электродами варить профильную трубу. Виды используемых микроэлектродов
К выбору электродов предъявляются серьезные требования, существует особая классификация электродов . Если микроэлектрод имеет большой диаметр, то металл может быть поврежден. При использовании микроэлектродов небольшого диаметра шов получается слабым и ненадежным.
Частым вопросом становится такой: какими электродами варить профильную трубу 2 мм? Такая труба считается тонкостенной, и для ее сваривания требуется электрод диаметром порядка 1,5 мм. Для труб средней толщины (2,1-3 мм) электродный диаметр составляет 2 мм, а для толстых металлических стенок в 5 мм и больше – микроэлектроды диаметром 4 мм.
Микроэлектрод для сварки профильной трубы диаметром 1,5 мм
Рекомендуется использовать при сваривании неплавящиеся электроды с применением аргона в качестве защитного газа.
При ответе на вопрос, каким электродом варить профильную трубу 20х40, необходимо знать материал, из которого она изготовлена, и ее диаметр. Существуют следующие критерии:
- при соединении нержавеющей стали диаметром 1,5 мм используется проводник 2,5 мм при силе тока 90 Ампер;
- при соединении мягкой стали толщиной 1,5, 2-3, 2-5 мм используется микроэлектрод 1,6, 2 и 2,5 мм соответственно при силе тока 50, 60, 90 Ампер соответственно;
- для сваривания чугунных изделий применяется проводник 2,5 мм при силе тока в 90 Ампер.
Любой сварщик должен знать, как правильно варить сваркой электродами. При любой сварке образуется шлак, снижающий прочность сварочного шва. При проведении работ шлак обязательно должен сбиваться. Необходимо учитывать, что сварочный шов должен зачищаться после остывания. Также его необходимо обрабатывать средствами, борющимися с проявлением коррозии. Это связано с тем, что нагретый до высокой температуры шов быстрее ржавеет и теряет свою прочность.

Сварка профильной трубы 20х20. Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.

Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.

На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Сварка профильной трубы под 90 градусов. Процесс сварки скругленного угла
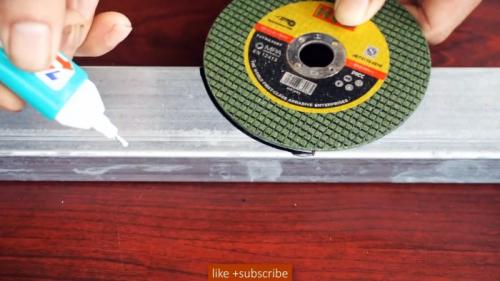
Скругленный угол формируется особым изгибом одной трубы, а не сваркой двух как стандартный прямой. Для этого на ней необходимо начертить поперечную линию с помощью угольника.

Затем со стороны будущего внутреннего угла от этой линии отмечается точка на расстоянии ширины трубы. В данном случае это 5 см, так что и метка ставится с отступом 5 см. Теперь нужно развести циркуль на 5 см, и соединить точку и край линии, нарисовав четверть круга.
Далее необходимо отметить за этой точкой вторую, на отдалении от линии равным расстоянию нарисованной окружности. Можно просто взять диск от болгарки с таким же округлением, приложить его к нарисованной дуге, и поставить метки по ее краям. Затем он устанавливается одной точкой на начало линии, и прокатывается по трубе. В месте касания второй его точки ставится нужная нам метка.
Высчитать это расстояние можно и математически, используя формулу длины окружности «P=2πr». Где r – это радиус круга, который в нашем случае всегда равен ширине трубы. Расстояние, которое нужно отступить от линии, будет равным четверти высчитанной по формуле окружности.
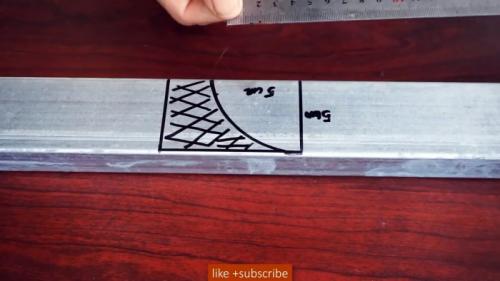
По последней метке на трубе рисуется еще одна поперечная линия под угольник. Теперь нужно заштриховать часть трубы, как на рисунке. Аналогично делаете с другой стороны трубы. Заштриховать нужно будет и короткий прямоугольник на боковой стенке.
Размеченная заштрихованная часть трубы отрезается.
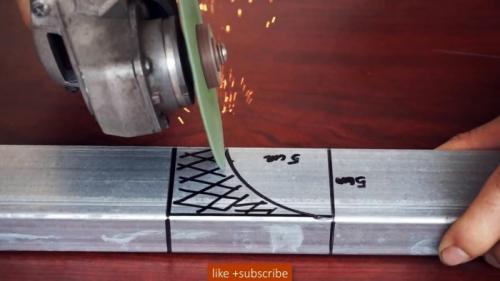

Края среза нужно зашлифовать.

После этого труба сгибается.

Она будет сопротивляться, так что ее можно подбить молотком и придержать для прихватки сваркой.

Далее стык заваривается сплошным швом.

