Сварка профильной труб. 5 мм инвертором для начинающих. Особенности сварки профильных труб
- Сварка профильной труб. 5 мм инвертором для начинающих. Особенности сварки профильных труб
- Электроды для профил. 5 мм. Виды используемых микроэлектродов
- Какими электродами варить профильную трубу. Виды используемых микроэлектродов
- Электроды для сварки тонкостенных труб. Какие бывают электроды для сварки труб?
- Как варить профильную трубу и не прожечь. Сварка профильной трубы – видео уроки
- На какой полярности варить профильную трубу. Сварка труб электродуговой сваркой
- Как сварить профильную трубу под 90 градусов. Процесс идеального изгиба профильной квадратной трубы под прямым углом
- Сварка профильной трубы 20х20. Способы и методы сварки профильной трубы
Сварка профильной труб. 5 мм инвертором для начинающих. Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
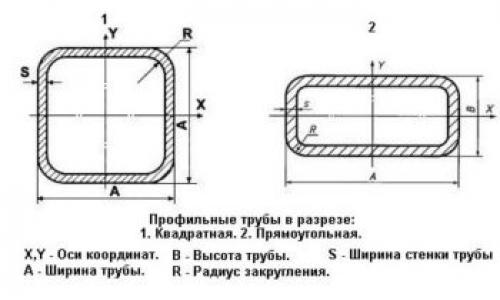
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Электроды для профил. 5 мм. Виды используемых микроэлектродов
К выбору электродов предъявляются серьезные требования, существует особая классификация электродов. Если микроэлектрод имеет большой диаметр, то металл может быть поврежден. При использовании микроэлектродов небольшого диаметра шов получается слабым и ненадежным.
Частым вопросом становится такой: какими электродами варить профильную трубу 2 мм? Такая труба считается тонкостенной, и для ее сваривания требуется электрод диаметром порядка 1,5 мм. Для труб средней толщины (2,1-3 мм) электродный диаметр составляет 2 мм, а для толстых металлических стенок в 5 мм и больше – микроэлектроды диаметром 4 мм.

Микроэлектрод для сварки профильной трубы диаметром 1,5 мм
Рекомендуется использовать при сваривании неплавящиеся электроды с применением аргона в качестве защитного газа.
При ответе на вопрос, каким электродом варить профильную трубу 20х40, необходимо знать материал, из которого она изготовлена, и ее диаметр. Существуют следующие критерии:
- при соединении нержавеющей стали диаметром 1,5 мм используется проводник 2,5 мм при силе тока 90 Ампер;
- при соединении мягкой стали толщиной 1,5, 2-3, 2-5 мм используется микроэлектрод 1,6, 2 и 2,5 мм соответственно при силе тока 50, 60, 90 Ампер соответственно;
- для сваривания чугунных изделий применяется проводник 2,5 мм при силе тока в 90 Ампер.
Любой сварщик должен знать, как правильно варить сваркой электродами. При любой сварке образуется шлак, снижающий прочность сварочного шва. При проведении работ шлак обязательно должен сбиваться. Необходимо учитывать, что сварочный шов должен зачищаться после остывания. Также его необходимо обрабатывать средствами, борющимися с проявлением коррозии. Это связано с тем, что нагретый до высокой температуры шов быстрее ржавеет и теряет свою прочность.

Какими электродами варить профильную трубу. Виды используемых микроэлектродов
К выбору электродов предъявляются серьезные требования, существует особая классификация электродов . Если микроэлектрод имеет большой диаметр, то металл может быть поврежден. При использовании микроэлектродов небольшого диаметра шов получается слабым и ненадежным.
Частым вопросом становится такой: какими электродами варить профильную трубу 2 мм? Такая труба считается тонкостенной, и для ее сваривания требуется электрод диаметром порядка 1,5 мм. Для труб средней толщины (2,1-3 мм) электродный диаметр составляет 2 мм, а для толстых металлических стенок в 5 мм и больше – микроэлектроды диаметром 4 мм.
Микроэлектрод для сварки профильной трубы диаметром 1,5 мм
Рекомендуется использовать при сваривании неплавящиеся электроды с применением аргона в качестве защитного газа.
При ответе на вопрос, каким электродом варить профильную трубу 20х40, необходимо знать материал, из которого она изготовлена, и ее диаметр. Существуют следующие критерии:
- при соединении нержавеющей стали диаметром 1,5 мм используется проводник 2,5 мм при силе тока 90 Ампер;
- при соединении мягкой стали толщиной 1,5, 2-3, 2-5 мм используется микроэлектрод 1,6, 2 и 2,5 мм соответственно при силе тока 50, 60, 90 Ампер соответственно;
- для сваривания чугунных изделий применяется проводник 2,5 мм при силе тока в 90 Ампер.
Любой сварщик должен знать, как правильно варить сваркой электродами. При любой сварке образуется шлак, снижающий прочность сварочного шва. При проведении работ шлак обязательно должен сбиваться. Необходимо учитывать, что сварочный шов должен зачищаться после остывания. Также его необходимо обрабатывать средствами, борющимися с проявлением коррозии. Это связано с тем, что нагретый до высокой температуры шов быстрее ржавеет и теряет свою прочность.

Электроды для сварки тонкостенных труб. Какие бывают электроды для сварки труб?
Токопроводящие стержни могут быть 2 типов – металлические и неметаллические. Для наложения швов на трубы вторые не годятся, потому далее мы на них останавливаться не будем. Основа качественного сваривания – мастерство + подбор нужных материалов , но и металлические прутки в этом плане могут сыграть злую шутку. Рынок настолько переполнен продукцией, что выбрать стоящий товар может быть трудно даже профи, а о дилетантах сварки и говорить нечего.
Начнем с того, что металлические электроды могут быть 2 типов – плавящиеся и неплавящиеся . Которые плавятся, в дополнение имеют покрытие для образования сварочной ванны, а сам стержень выполняется из распространенных типов цветных и черных металлов.
Важно: плавящиеся электроды без покрытия в практике сейчас используются только в случаях, когда сварочные работы протекают в защитной среде из газа. По формату это проволока на небольших катушках.
Причина повышенной стоимости неплавящихся электродов кроется в материалах их стержней. Основной документ, который регламентирует производство прутков является ГОСТ 9467-75. Детальнее о классификации электродов для сварки в таблице ниже.
| Параметр | Маркировка | Обозначение |
|---|---|---|
| Толщина покрытия электрода | А | Прутки с тонким покрывающим слоем. |
| С | Прутки со средним покрывающим слоем. | |
| Д | Прутки с толстым покрывающим слоем. | |
| Г | Особо толстый покрывающий слой. | |
| Тип | А | Кислого типа |
| Б | Базовое | |
| Ц | Из целлюлозы | |
| Р | Из рутила | |
| П | Покрытие смешанного типа, которое подразделяется на комбинации из двух – АР, РБ, РП, РЖ. | |
| Материалы | Углерод и низколегированная сталь | Материал показывает пиковые значения сопротивления разрыву. |
| Высоколегированная сталь | Обладают особыми свойствами. | |
| Конструкционная сталь | Для использования дуговой сварки. Сопротивление разрыву аналогично углеродистым. | |
| Чугун | Используется в частных случаях. | |
| Цветные металлы | Для работы с цветными металлами. |
В зависимости от выбранного материала электрода, меняется его сопроводительная документация. Базовый перечень состоит из ГОСТа 9467-75, 10052-75, 9466-75 и 10051-75 . Далее мы более тщательно пройдемся по типам сварки и предоставим актуальные модели электродов для каждой из них.
Как варить профильную трубу и не прожечь. Сварка профильной трубы – видео уроки
Сам процесс сварки профильных трубопрокатных изделий занимает намного меньше времени, чем подготовительная работа к нему.
Значительную часть подготовительного процесса занимает сборка конструкций и подготовка приспособлений, которые фиксируют заготовки в необходимом положении.
Как осуществляется сварка профильной трубы –
Есть много разных приспособлений, которые предназначаются для сварочных мероприятий . На промышленных предприятиях, где идет серийное и массовое изготовление, применяют специальное механическое и автоматическое оборудование.
Это транспортные устройства и механизмы для установки и кантовки. В домашнем быту применяют приспособления, сделанные своими руками. Как правило, это универсальные конструкции, которые можно быстро собрать, и надежно зафиксировать в них элементы.
Процесс сваривания профильной трубы своими руками является довольно сложным делом, на видео можно наглядно проследить все тонкости этого действия. С этой работой не просто справиться даже мастеру с большим опытом.
Получить прочное соединение, соответствующее нужным габаритам не просто. Для того чтобы получить качественный результат необходима длительная подготовка.
Особенности процесса
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Качественные результат во многом зависим от того, в какой степени выполнена подготовка. Этот этап включает в себя:
- Подбор деталей с нужным размером и сечением. Подрезание по параметрам выполняют пилой по металлу. После сварочного аппарата кромка не выходит ровной, и в итоге становится сложно работать.
- Далее все трубы необходимо выровнять. На искривленных участках их может «водить».
- Места соединений нужно почистить от ржавых образований. Их чистят до блеска, применяя щетки по металлу. Можно это сделать машинкой для шлифовки.
- Кромку нужно выравнивать так, чтобы при соединении не было больших зазоров. Если это сделать тщательно, то при сваривании не придется тратить много усилий.
- После этого, части нужно уложить в таком положении, в котором они будут располагаться в готовой конструкции. Для проведения сварочных мероприятий монтируемые запчасти желательно дополнительно закрепить в специальном приспособлении. А убирать крепеж можно после того, когда шов остыл.
Когда все детали подготовлены, можно приступать к делу. Здесь применяют два способа:
- Газовая сварка.
- Электрическая сварка.
Как выбрать электроды
Выбрать электроды для сварки профильной трубки поможет нижеприведенная таблица:
| Толщина стенки трубопрокатного изделия (мм) | Диаметры электродов (мм) | Выставляемый ток на аппарате (А) |
| 2 | 1,5 | до 50 |
| 2 или 3 | 2 | от 40 до 80 |
| 2 или 3 | 2,5 | от 60 до 100 |
| 3 или 4 | 3 | от 80 до 100 |
| От 4 до 6 | 4 | от 120 до 200 |
| От 6 до 8 | 5 | от 175 до 250 |
| От 10 до 24 | 5 или 6 | От220 до 300 |
| От 24 до 50 | 8 |
Обратите внимание, данные значения являются рекомендательными!
Перед началом работы стоит провести тестовое сваривание на отдельном участке трубы, чтобы проверить, насколько качественным получиться произведенный шов. И после этого вам будет ясно, какие электроды для сварки подходят.
Как выполняют соединения
- Деталь фиксируется своими руками на вспомогательном приспособлении.
- Вначале производиться точечное сваривание и трубы прихватываются друг к дружке. Как правило, достаточно это сделать максимум в четырех местах.
- После «прихватки» проверяется положение частей. Если нужно, то позиция меняется ударами молотка.
- После этого варятся стыки соединяемых изделий. При этом валик разогретого металла оформляют в виде шва для сварки.
- Дуга проводится таким путем, чтобы кромка успела расплавиться, а метал при этом, не должен просаживаться.
Инвертор
Сварка профильных трубопроводов инвертором признана самым надежным способом. Инверторы для сварки – это самый прогрессивный источник питания сварочной дуги.
Преимущества этих аппаратов состоят в их небольших габаритах и небольшой массе, это значительно меньше, чем у аппаратов, изготавливаемых ранее.
На какой полярности варить профильную трубу. Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.

Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.

На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Как сварить профильную трубу под 90 градусов. Процесс идеального изгиба профильной квадратной трубы под прямым углом
Отмечаем поперечной линией середину (15 см от любого торца) профильной квадратной трубы длиной 30 см. Проводим от этой отметки две линии справа и слева с помощью такого же куска профильной квадратной трубы, которые отстоят друг от друга ровно на длину стороны этого коробчатого профиля.

Продолжаем эти четыре линии по поверхностям двух прилегающих сторонах профильной квадратной трубы, не нарушая их параллельности и расстояния между ними. Соединяем диагональю две левые и две правые линии. То же самое проделываем и на противоположной стороне коробчатого профиля.
Измеряем штангенциркулем размер стороны квадратной трубы и откладываем его на диагоналях от внутренних концов в направлении внешних. Проводим от соответствующих точек на гранях трубы ко всем этим отметкам перпендикулярные линии, концы которых соединяем по смежной стороне профильной квадратной трубы.



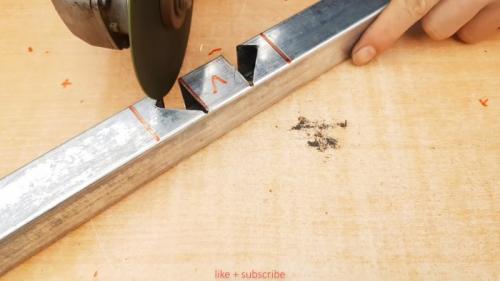
Отмечаем крестиком участки, которые предстоит вырезать, что и выполняем с помощью болгарки.


Удаляем вырезанные участки и зачищаем все линии резки ручным напильником по металлу, удаляя образовавшиеся при резке заусенцы, и сглаживая острые кромки.

Остается лишь согнуть в направлении друг друга концы квадратной трубы так, чтобы линии резки сомкнулись вокруг центрального коробчатого элемента.
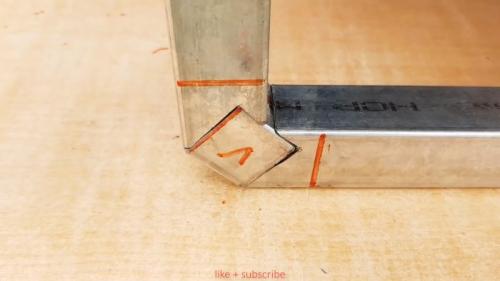
Помещаем во внутренний угол магнитный угольник, еще раз сдавливаем концы профильной трубы и выполняем прихватки по линиям контакта с помощью сварочного аппарата. Или скручиваем уголком при помощи саморезов по металлу.

Зачищаем болгаркой места прихваток и убеждаемся в том, что получился изгиб профильной квадратной трубы в точности под 90 градусов.
Источник: https://baget-bez-stusla.aystroika.info/novosti/sposoby-svarki-profilnoy-truby-elektrodugovaya
Сварка профильной трубы 20х20. Способы и методы сварки профильной трубы
Существует несколько способов, применяемых для работы с данной разновидностью металлопроката. Поговорим о том, как сварить профильную трубу, в зависимости от используемого метода сваривания.
Ручная дуговая сварка является одним из самых распространенных способов. Популярность обусловлена следующими причинами: простота, качественный шов, возможность проводить работы в труднодоступных местах, доступность оборудования и материалов.Исполнителю понадобится:
- сварочный аппарат (трансформатор или инвертор);
- электроды;
- средства индивидуальной защиты: маска и перчатки;
- приспособления для сварки профильных труб:
- Центратор — устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.
- Магнитные угольники предназначены для соединения труб под нужным углом.
- щетка с металлическими ворсинками или наждачная бумага для зачистки изделий.
Данный метод подойдет для сварки труб различной толщиной и сечением. Исключением является изделия с толщиной стенок свыше 4 мм. Такие детали требуют предварительной подготовки.
Торцы труб пред свариванием следует зачистить и обезжирить.
Также перед работами необходимо правильно выбрать электрод. Трубы с толщиной стенок менее 4 мм. следует варить стержнями с диаметром 2-3 мм. Сила тока — 50-60 А.
О том, какие электроды для сварки профильной трубы следует использовать, мы расскажем далее.
Тонкостенные детали свариваются без формирования кромок и с минимальным зазором.
Сварка может выполняться в нижнем, горизонтальном или вертикальном положениях.
Исполнитель должен учесть все нюансы и применить качественное оснащение и материалы. Тогда можно легко справиться и правильно варить профильные трубы электросваркой.
Электродуговая сварка в среде защитного газа осуществляется неплавящимся электродом, используется довольно часто. Данная технология предназначена для соединения тонкостенных изделий. Предварительная подготовка деталей включает очистку и обезжиривание рабочей поверхности.
Затем нужно верно подобрать диаметр вольфрамового электрода. При толщине стенок трубы не более 2 мм. рекомендуется применять стержни диаметром 1 мм., для стенок толщиной более 2 мм. — 1,6 мм.
Диаметр сварочной проволоки также зависит от толщины основного изделия, соотношение следующее: толщина 1 мм. — диаметр 1,0-1,5 мм., толщина 2 мм. — диаметр 2,0-2,5 мм.
Кроме расходных материалов, исполнителю понадобится сварочное оборудование: источник питания (трансформатор/инвертор), блок питания, горелка и газовая аппаратура: баллон с газом, редуктор и шланги.
Электрод нужно держать близко к сварочной ванне. Чем короче дуга, тем лучше будет проваривание и качественнее соединение.
Передвижение проволоки и прутка должно выполняться исключительно вдоль шва, недопустимы поперечные движения.
Важный нюанс! Присадка подается плавно, резкая подача приводит к разбрызгиванию.
Расход газа не должен превышать 12 л/мин.
Сила тока варьируется в диапазоне от 50 до 120 А (в зависимости от толщины стенок свариваемых труб).
Окончание сварочного процесса проводится путем понижения силы напряжения. Подача газа прекращается через 10-15 секунд после отключения подачи электричества.
Газовая сварка профильного проката проводится с помощью следующего оборудования:
- баллоны с кислородом и ацетиленом;
- редуктор;
- горелка;
- присадочные прутки;
Суть процесса данного вида сварки заключается в нагреве рабочей зоны и подачи в нее присадочного материала, который расплавляется и заполняет зазор.
Если толщина стенок профильного проката не превышает 4 мм., то кромки можно не формировать.