Как варить тонкий металл инвертором. Сложности сварки тонкого металла
- Как варить тонкий металл инвертором. Сложности сварки тонкого металла
- Как варить тонкий металл, чтобы его не повело. Техники и методы сварки тонких листов металлов
- Сварка тонкого металла флюсовой проволокой. Особенности
- Каким электродом варить металл 2мм. Сварочные работы с тонкостенным металлом (до 2х мм) - выбор электродов, технология процесса
- Сварка тонкого металла графитовым электродом. Сфера использования стержней и особенности работы с ними
- Мини сварка для тонкого металла. Виды мини сварочного аппарата
- Сварка тонкого металла полуавтоматом без газа. Виды присадок
- Сварка тонкого металла полярность. Достоинства и недостатки обратной полярности
- Как варить жестянку электродом. Как нельзя варить тонкий металл
Как варить тонкий металл инвертором. Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов. Проще всего соединять заготовки из металла небольшой толщины при помощи сварочных полуавтоматов, однако в домашних условиях чаще используют инверторные аппараты. Поэтому далее будем говорить именно о том, как варить тонкий металл инвертором.

Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
Сильный нагрев металла приводит к искривлению тонких листов, из-за чего те принимают волнообразную форму. В дальнейшем исправить этот дефект бывает очень сложно, поэтому лучше сразу постараться не перегревать заготовку. Либо можно отвести тепло – о методе использования теплоотводящих прокладок будет говориться дальше.
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Как варить тонкий металл, чтобы его не повело. Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла ? Вещь нужная и для освоения сварки подходящая.
Сварка тонкого металла флюсовой проволокой. Особенности
Сварка полуавтоматом без газа позволяет достигать необходимого уровня плавления металлической поверхности, при этом диаметр проволоки составляет от 0,8 до 2 мм. Благодаря специальному составу флюса полуавтоматическая сварка дает возможность выполнить высококачественный и прочный шов при соединении металлических заготовок любой толщины, что говорит о высокой эффективности сварочного метода.

Процесс сварки металлических деталей без применения среды защитного газа обладает целым рядом преимуществ, по сравнению с другими технологиями:
- отсутствует необходимость в приобретении и последующей заправке дорогостоящих баллонов с газовой смесью;
- не требуется перемещение тяжелых газовых баллонов в процессе выполнения работ;
- сварочный флюс может быть выбран по диаметру и составу его наполнительного порошка, что является удобным при сварке различных видов металла;
- в процессе сварки можно контролировать образование стыковочного шва через стекло защитной маски.


Проволока с размещенным внутри нее флюсом является универсальным и экономически выгодным заменителем газобаллонного оборудования. По своему устройству проволока состоит из полой трубки из стального материала, внутри такой трубки размещается флюс в виде порошка. Внешне такой порошок выглядит как обмазка, которую используют при изготовлении обычного сварочного электрода. Во время выполнения работ полуавтоматическое сварочное устройство обеспечивает высокотемпературную среду, в которой флюс без остатка расплавляется. В получившейся сварочной ванне образуется жидкий металл, защищенный образовавшимся при сгорании присадок газе. Этот газ защищает соединение шва от воздействия кислорода, что обеспечивает прочность и надежность соединения.


Использование методики сварки без газа с помощью полуавтомата по сравнению с обычными видами сварочных работ, выполняемых в активной или инертной газовой среде, которую подают во время работы из баллона, имеет свои преимущества и недостатки.
Среди достоинств можно выделить следующие:
- сварочный полуавтомат компактен по своим размерам и имеет небольшой вес, вам не придется приобретать шланги и газовый баллон с редуктором для выполнения сварки;
- компактность оборудования позволяет применять его в малодоступных участках – с ним можно работать на высоте, а также в узких коридорах или комнатах;
- значительно экономится время для подготовки оборудования к работе;
- процесс сварки выполняется быстро и аккуратно;
- сварной шов формируется под визуальным контролем, осуществляемым через защитную маску;
- температура и мощность электрической дуги может быть выбрана в зависимости от вида свариваемых металлов;
- проволоку можно выбирать с различным видом наполнителя.
К недостаткам полуавтоматической сварки можно отнести следующие моменты:
- стоимость проволоки с флюсом достаточно высокая;
- проволока для сварки обладает определенной степенью хрупкости, поэтому она требует аккуратного обращения с ней во время работы;
- в соответствии с составом флюсового порошка на аппарате полуавтоматической сварки необходимо правильно выбрать нужный режим работы, что вызывает затруднения у новичков;
- при использовании сварочного флюса во время формирования шва образуется шлак, который придется зачищать;
- у полуавтомата имеется возможность изменения полярности подключения, как это использовать и с какой целью – нередко вызывает у неопытных сварщиков сомнения.



Каким электродом варить металл 2мм. Сварочные работы с тонкостенным металлом (до 2х мм) - выбор электродов, технология процесса

В своей профессиональной деятельности любой сварщик рано или поздно встретится с тонколистовым металлом. Это может быть любой металлический лист с толщиной до 2 мм.
Встречается он достаточно часто, например, из него изготавливаются профилированные трубы.
Работа такого типа не является самой сложной из сварочных работ, она не требует большой мощности аппарата и электродов большого диаметра, однако есть нюансы, которые необходимо учитывать, иначе сварной шов не получится качественным.
В этой статье мы расскажем об тонкостях работы с тонколистовыми металлами.
Особенности сварки
Главная неприятность, с которой вы можете столкнуться при этом виде сварки – тонкий металлический лист при нагреве может прогореть.
При длительном нагреве в нем могут образовываться отверстия, поэтому варить надо быстро. Силу тока выставляйте небольшую, дугу лучше использовать короткую.
Неудобством будет то, что такая дуга может погаснуть при отрыве от поверхности, поэтому производить сварку следует при помощи аппаратов с высокими вольт-амперными данными.
Также высокая температура может вызвать волнообразную деформацию листа, поэтому старайтесь не перегревать его.
Как мы уже сказали, производить такую сварку необходимо с использованием короткой дуги. Выбирая электродные стержни для сваривания надо учитывать тип свариваемого металла, его толщину.
Например, для сваривания листа толщиной 1 -1,5 мм берем электродные стержни с диаметром 2 мм.
Варить надо стараться быстро и непрерывно, не отрывая электрод от металла, в то же время, не допуская перегревания листа и его прожига. Рекомендованный ток для при таких работах – 40-60 А.
Виды дуговой сварки

Первый вариант мы уже описали, это непрерывное сваривание, при котором электрод ведется с постоянной скоростью. Однако этот способ подходит скорее для опытных сварщиков, так как правильную скорость выбрать не так уж и просто.
Будете варить слишком быстро – шов не проварится по всей длине, слишком медленно – лист перегреется, деформируется, либо образуется дыра.
Поэтому более популярным является следующий способ, при котором электрод периодически отрывается от поверхности. Третий способ – точечный.
При этом способе варят при помощи легких касаний. При каждом из этих способов надо обязательно следить за температурой в сварочной зоне и избегать перегрева металла.
Электроды для сваривания
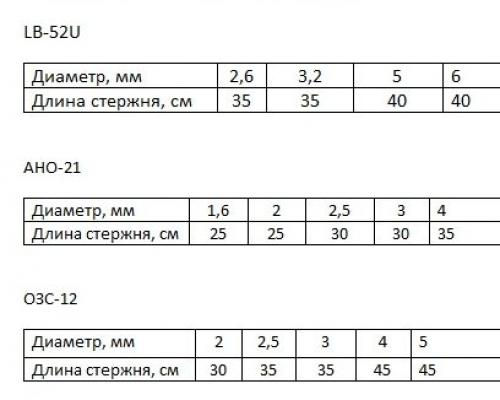
Выбор электродных стержней зависит от характеристик и свойств свариваемого металла, таких как толщина, температура плавления.
Важно чтобы температура плавления свариваемого материала была близка к температуре плавления электродного стержня. Выше мы представляем вам несколько таблиц, которые помогут вам правильно подобрать электрод.
Если нам необходимо варить низколегированные или углеродистые стали, тут нам помогут электроды марок МТГ-01К, МТГ-03. Еще они могут маркироваться как ЛЭЗ-МР.
Они нетребовательны к чистоте металла и могут сваривать загрязненные, окисленные, влажные поверхности.
Чаще всего их применяют для монтажных работ, например, сваривают стыки труб. Но не забывайте – результат при сваривании неподготовленного материала будет всегда хуже.
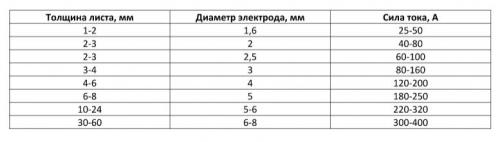
Значение силы тока устанавливаем, отталкиваясь от толщины листа. Зависимость тут прямая – чем толще лист мы варим, тем выше силу тока мы должны установить, чтобы его расплавить.
Ниже вы можете увидеть, как сила тока и диаметр электродного стержня зависит от толщины свариваемого листа.
Подготовка к сварке

Поверхность тонкостенного металла необходимо предварительно обработать до блеска, с помощью наждачной бумаги либо шлифовальной машины.
Для получения лучшего результата поверхности необходимо обезжирить с помощью растворителя. Чем лучше мы подготовим поверхность, тем качественнее шов мы получим.
После зачистки располагаем листы на ровной поверхности, избегая зазоров между ними, фиксируем их в таком положении.
Для этого применяют струбцины всех типов. Затем с помощью небольших швов через каждые 10 см соедините детали.
Это будет препятствовать смещению или изгибу тонкостенных поверхностей. Теперь можно проводить окончательную сварку.
Инверторы
Для сваривания тонколистовых металлов лучше всего подходят аппараты инверторного типа. Правильно настроенный инвертор поможет вам добиться хороших результатов.
Преимущество таких аппаратов в том, что мы можем работать, установив на них обратную полярность. При этом электрод нагревается сильнее, а металл слабее, что уменьшает риск его прожига.
Для качественной инверторной сварки рекомендуется использовать электродные стержни с диаметром 1,5 - 2мм, с достаточным коэффициентом плавления.
Ток необходимо установить 30-45 А для 1,5 мм и 40-60 А для 2мм. Для уменьшения нагрева свариваемых поверхностей, их необходимо установить вертикально, под углом 30-40 градусов, варить необходимо сверху вниз.
Сварка тонкого металла графитовым электродом. Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
- Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности. Другими словами, минус подается на электрод.
- При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата.
- При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками.
- Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности.
- Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Мини сварка для тонкого металла. Виды мини сварочного аппарата
Если говорить за сварку при помощи классических электродов в оболочке, то различают несколько основных разновидностей миниатюрного сварочного аппарата:
- С общим корпусом
- С выносным держателем для электрода
От формата мини сварочного аппарата зависит в основном производительность устройства, его мощность и сила сварочного тока.
Теперь подробнее о том, как выбрать мини сварочный аппарат.

- Мини сварочный аппарат с общим корпусом – в таких моделях преобразователь электрического тока и держатель электрода объединены в единую конструкцию.
С виду подобный мини сварочник можно спутать с шуруповертом или другой аналогичной техникой, у которой используется пистолетная рукоятка.
Чтобы миниатюрный сварочный аппарат было удобно держать в руках, преобразователь тока уменьшают до предельно возможного минимума .
Мини сварочник в едином корпусе удобно ложится в руку. При этом мастер сможет удерживать на весу устройство, чтобы сделать 2-3 более-менее крупных шва.
Единый корпус миниатюрного сварочного аппарата обеспечивает следующие преимущества:
- Просто хранить и легко транспортировать
- Удобно эксплуатировать
При использовании подобного сварочного аппарата отпадает необходимость в применении кабеля для держателя электрода . Длина подобного кабеля обычно составляет 3-5 метров, что делает сварочник менее практичным как в транспортировке с хранением, так и эксплуатации.
Да, миниатюрный сварочный аппарат в едином корпусе не лишен и недостатков. Сильно уменьшенные размеры и облегченная масса сказываются на мощности и силе сварочного тока. Такие сварочники обладают начальным классом мощности , не более 3000—4000 (Вт). Сила сварочного тока обычно составляет 100-150 (А).
Миниатюрный преобразователь позволяет хорошо сваривать металлические поверхности толщиной лишь до 3 (мм) . На сварку заготовок с более толстыми стенками такие модели не рассчитаны.
Минимизация габаритов сварочного аппарата заметно снижает и время непрерывной работы. В таких моделях используется система охлаждения с совсем невысокой производительностью.
Многие из мини сварочников нередко отключаются непосредственно в процессе работы, срабатывает защита от перегрева.
Как еще встречаются виды мини сварочного аппарата.

- Мини сварочный аппарат с выносным держателем электрода – устройства этого класса полностью повторяют конструкцию классических инверторов.
Подобные модели состоят из преобразователя электрического тока и держателя электрода. Держатель соединяется с силовым блоком при помощи токоведущего кабеля.
Выносной держатель электрода позволяет снять нагрузку с рук мастера . Вес держателя обычно составляет 200-300 (г).
Мини сварочные аппараты с выносным держателем позволяют немного более длительно осуществлять сварочные работы. Разумеется, не нужно забывать, что уменьшенные габариты преобразователя не позволяют устройству часто и подолгу пользоваться сваркой.
Миниатюрный сварочник с выносным держателем электродов предназначен для выполнения нечастых и непродолжительных сварочных работ . При этом толщина металла в соединяемых поверхностях не должна превышать 5 (мм).
Мини сварочные аппараты данного класса имеют немного более высокие габариты и массу, чем у аналогов с цельным корпусом. Благодаря отдельностоящей конструкции преобразователя мощность сварочного аппарата может достигать 4000—6000 (Вт). Сила тока обычно составляет 150-250 (А), зависимо от модели.
Мини сварочник с выносным держателем более проблематично хранить и транспортировать. Но из-за облегченной массы держателя повышается точность, производительность и общее качество сварочных работ.
Что еще нужно знать о том, как выбрать мини сварочный аппарат.
Сварка тонкого металла полуавтоматом без газа. Виды присадок
Виды присадочных проволок:
- Стандартная стальная с омедненной поверхностью, предназначенная для соединения или восстановления поверхности деталей из углеродистой либо низколегированной стали. Слой меди наносится электрохимическим методом, что обеспечивает защиту от образования гальванической пары и коррозии материала сердечника. Отличается стабильным химическим составом, из-за простой технологии производства имеет низкую себестоимость. Сварка полуавтоматом без газа обычной проволокой не рекомендуется из-за недостаточного качества шва.
- Для соединения деталей из углеродистых сталей используют проволоку с дополнительными легирующими компонентами (например, хромом, ванадием или вольфрамом). Материал обеспечивает формирование однородных швов с повышенной прочностью, соответствующей характеристикам основного металла.
- При сварке нержавеющих сталей используют проволоку с химическим составом, близким к параметрам основного материала. В зависимости от легирующих присадок сварочные материалы подразделяют на мягкие или твердые, существует категория термостойких материалов. Следует учесть, что отказ от атмосферы защитного газа приводит к появлению пор либо насыщению расплава посторонними примесями. Не рекомендуется сварка нержавеющих сталей стандартной проволокой (как с подачей газа, так и без защиты) из-за низкого качества шва.
- При сварке алюминиевых сплавов используют специальную проволоку с присадками, стабилизирующими материал в зоне стыка. Следует учитывать, что сварочный материал должен храниться в герметичной упаковке. Под воздействием атмосферы на поверхности образуется тугоплавкая оксидная пленка, препятствующая горению дуги. Технологию сварки без газа для алюминиевых сплавов используют редко из-за низкого качества стыка. Для создания неразъемного соединения применяют полуавтомат с подачей химически инертного аргона.
- Специальная порошковая проволока для полуавтомата без газа, содержащая флюс на рутиловой основе. Подходит для сварки в любом положении, при наплавке обеспечивает высокую скорость накопления металла на поверхности заготовок. Допускает заполнение расплавом угловых стыков или узких зазоров, формируемый шов имеет аккуратный облик и не содержит термических трещин.
Сварка тонкого металла полярность. Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Как варить жестянку электродом. Как нельзя варить тонкий металл
Как нельзя варить тонкий металл, толщина которого менее 1 мм
Варить жестянку приходится не только в автомастерских, но и в домашних условиях, так сказать на коленке. И если для сварки толстых заготовок можно использовать всё те же электроды три миллиметра, то вот со сваркой жестянки такой фокус не прокатит.
Кроме того, варить тонкий металл нужно на токе обратной полярности. В таком случае получится снизить градус и не прожечь жестянку. Как нельзя варить тонкий металл? Что нужно учитывать при его сварке? Читайте в этой статье.
Как нельзя варить тонкий металл
Начнём, пожалуй, с электродов. Лучше не использовать завалявшиеся в гараже электроды 3 мм. Для сварки тонкого металла идеальным диаметром электродов будет 1,6-2 мм. Кроме того, не все электроды подходят для того, чтобы использовать их на обратной полярности.

Хорошими в данном случае являются синиеМР-3С, которые универсальные. То есть, варить ими можно как на постоянке, так и на переменке. Если сварка происходит на постоянном токе, то, чтобы варить на обратной полярности необходимо подсоединить к электроду плюс, а к жестянке, минус от сварочного аппарата.
При сварке тонкого металла нельзя торопиться
Сваривая металл тоньше 1 мм нельзя торопиться, но и задерживать долго электрод над поверхностью металла, также нельзя. В противном случае вы рискуете прожечь свариваемую заготовку и получить так называемые прожоги.

Поэтому вести электрод во время сварки тонкого металла нужно достаточно резво, не задерживая подолгу его на одном месте. То есть, то правило, которое действует при сварке толстых металлов, здесь, увы, не работает. Поэтому необходимо уменьшить время прогрева металла, чтобы не прожечь тонкостенную заготовку.
Никаких длинных швов
Еще одной распространенной проблемой при сварке тонкого металла является его деформация. От сильного нагрева металл ведёт. В результате серьёзно портится внешний вид свариваемой заготовки.
Чтобы этого не допустить, нельзя варить жестянку сплошным швом, без остановок. Сначала лучше прихватить заготовку небольшими точечными прихватками с разных сторон. И только после этого можно её обваривать.

Также, чтобы не допустить деформации металла при сварке нельзя варить без остановок. Проварив немного нужно дать шву остыть, чтобы заготовку не повело в сторону. Если следовать этим советом, то никогда проблем со сваркой тонких металлов не возникнет.
Каким током варить тонкий металл
Многие задаются вопросом о том, каким же именно током, толщина которого не превышает и одного миллиметра. В данном случае ток для сварки должен быть не более 30-45 Ампер. В противном случае можно получить прожоги.
А вообще сварочный ток зависит от разных показателей, в том числе и от напряжения в электросети. Поэтому нужно руководствоваться простым правилом — на 1 мм электрода нужно 30 Ампер тока.

Ну и, конечно же, уже в процессе сварки необходимо будет регулировать более точно значения сварочного тока в зависимости от сложившихся обстоятельств.