Секрет точного реза профильной трубы под 45 градусов. Резка под 45 градусов
- Секрет точного реза профильной трубы под 45 градусов. Резка под 45 градусов
- Как идеально подготовить любой стык на профильной трубе. Тонкости сваривания профильной трубы
- Как согнуть профильную трубу под 45 градусов. В чем сложность сгибания профильных труб
- Шаблон для резки профильных труб. Резка трубы под сорок пять градусов или другим углом
- Шаблон для резки профильной трубы под 45 градусов. Разметка и обрезание трубы
- Как отрезать угол 45 градусов болгаркой. Как выполняется резка профильной трубы
Секрет точного реза профильной трубы под 45 градусов. Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.

Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор – при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником – в этом случае две кромки обрезанных деталей шаблона соединяют.
При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.

Рис. 3 Отрезание металлопрофиля с помощью стусла
Стусло для резки труб своими руками
Использование шаблона не слишком удобно – приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям. При наличии сварочного аппарата можно сделать простое стусло – направляющие для диска болгарки, не дающие ему уходить в сторону.
Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности. Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.

Как идеально подготовить любой стык на профильной трубе. Тонкости сваривания профильной трубы
Хитрости при сварке профильной трубы для начинающих
Профильная труба очень популярный металлопрокат. Она используется для сборки самых различных металлоконструкций. А поскольку сварка признана одним из лучших способов соединения металлов, то, без неё никак не обойтись.
Какие трудности при сварке профильной трубы возникают? Во-первых, очень часто при нагреве профильную трубу ведёт намного больше, чем обычную, круглую трубу. В результате меняется геометрия всей конструкции, что приводит к серьёзным деформациям.
Во-вторых, на углах профильной трубы в месте сварочного шва возникает серьёзное напряжение, что нередко приводит к разрывам соединения. Также, просвет профильной трубы внутри может быть заплавлен металлом, и это важно учитывать, если нужно, чтобы изделие оставались пустотелым внутри.
Как правильно варить профильную трубу? Какими хитростями пользуются опытные сварщики?
Технология сварки профильной трубы
Само собой разумеется, что успех проделанной работы зависит не только от правильности выбора расходных материалов, настроек инвертора, и некоторых других особенностей сварки. Варить профильную трубу лучше на небольших токах, чтобы сильно не расплавлять металл. Ни о какой газовой сварке речи идти и не может, только ручная дуговая сварка.

Электроды можно использовать диаметром 2-3 мм. Для каждого из них выбирается свой определённый сварочный ток. Для электродов диаметром до 2 мм, значения сварочного тока должны быть не более 50 ампер. Если используются электроды 3 мм, то сварочный ток должен быть выше, но не более чем 100 ампер.
В большинстве случаев ток для сварки выбирается экспериментальным путём. Здесь все зависит не столько от инвертора, сколько от рабочего напряжения в электросети.

При этом многое зависит и от качества подготовительных работ. Поэтому для начала следует осуществить подготовку перед сваркой.
- Подогнать профильную трубу по размерам металлоконструкции. Сделать подрезку и подгонку деталей. Резать трубу рекомендуется болгаркой или сабельной пилой, но никак не при помощи сварочного аппарата.
- Важно выровнять стыки профильных труб и максимально подогнать их. Обычно именно из-за этого и ведёт всю конструкцию. Также следует уделить должное внимание подготовке и очистке металла от ржавчины. Кромки труб должны быть ровными, а зазор между ними — минимальным.
- Только после этого свариваемые детали нужно уложить и зафиксировать точно так, как они и будут находиться в готовой конструкции.
Снимать струбцины илиможно только после того, как сварка будет завершена, а стыки полностью остынут.
Хитрости сваривания профильной трубы
Итак, все подготовлено, и конструкция из профильной трубы уложена должным образом. Теперь можно приступать к свариванию деталей.

Для этого сначала:
Рекомендуется прихватить профильную трубу в нескольких местах, и только потом полностью обваривать. Обычно пяти точек на гранях вполне достаточно, чтобы зафиксировать конструкцию. Наплавляя металл в одном месте больше, а в другом меньше, можно добиться выравнивание деталей. Также, контролировать положение можно не слишком сильным постукиванием молотка по заготовке.
Затем необходимо проварить стыки профильных труб, таким образом, чтобы на них образовался ровный, и не слишком высокий валик из расплавленного металла.

При этом важно следить за тем, чтобы плавились лишь кромки заготовок, а металл не стекал вниз. Для этого ведём короткую дугу, таким образом, чтобы металл не слишком сильно расплавлялся. Сразу же разрываем её и постепенно двигаемся по стыку.
Если варится толстостенная труба, то, рекомендуется использовать сварку в несколько проходов. При этом второй проход следует выполнять в противоположном направлении предыдущему проходу.
Как согнуть профильную трубу под 45 градусов. В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Обратите внимание! Специалисты утверждают, что профильные трубы с толщиной стенок менее 2 мм лучше не гнуть. Прочность в местах сгиба будет достаточно низкой, даже при идеальном соблюдении технологии. Для таких труб лучше предпочесть сварные соединения.
Шаблон для резки профильных труб. Резка трубы под сорок пять градусов или другим углом
При различных работах домашние мастера иногда сталкиваются с необходимостью разметки и резки труб под сорок пять градусов.
Существует большое количество приспособлений промышленного производства для резки труб под разными углами, но стоимость таких устройств достаточно высока. В статье будут рассмотрены способы разметки труб под рез в 45 градусов в домашних условиях, без использования дорогостоящих приспособлений.
Разметка и резка профильной трубы
Разметка профильной трубы с первого взгляда представляется достаточно простым делом. Однако, скругленные углы при ручной разметке будут давать серьезную погрешность. По этой причине, удобнее будет сделать простейшее приспособление для разметки профильной трубы. Резка трубы из метала под 45° при использовании этого приспособления упрощается в разы.
Приспособление для резки труб под сорок пять градусов представляет собой отрезок п-образного стального профиля, отрезанный под углом в 45 градусов. Размеры профиля подбираются таким образом, чтобы в него свободно помещалась размечаемая труба. Для изготовления данного приспособления понадобятся следующие инструменты:
- Угломер;
- Чертилка по металлу;
- Угловая шлиф-машина (болгарка);
- Отрезной диск;
- Напильник.
Изготавливается такое приспособление для резки труб достаточно просто. Его удобно использовать для нарезки большого количества труб, например для сварки каркаса ворот из профнастила .
Из профиля вырезается заготовка длиной порядка 20-30 сантиметров. С помощью угломера на одном из торцов отрезка размечается угол в 45 градусов. После разметки, с помощью болгарки профиль разрезается. На полученном шаблоне необходимо проконтролировать точность угла. При необходимости шаблон дорабатывается напильником.
Резка трубы под сорок пять градусов с помощью такого шаблона существенно упрощается. Заготовку трубы вкладывают в шаблон и размечают с помощью чертилки. При разметке необходимо проконтролировать длину заготовки. После этого труба разрезается по нанесенным меткам с помощью болгарки.
Труба надрезается по диагональным линиям с двух сторон, после чего прорезаются прямые линии разметки. Такое приспособление для резки труб под углом существенно экономит время и деньги.
Разметка и резка труб под углом круглого сечения
Когда необходимо разрезать круглую трубу под углом в 45 градусов, приспособление, рассмотренное выше, может не подойти. Резка трубы под 45 градусов в этом случае производится по бумажным лекалам, обернутым вокруг заготовки. Лекало для разметки можно скачать тут .
Такие лекала распечатываются из специальных компьютерных программ. Также в интернете можно найти и распечатать уже готовые лекала под наиболее распространенные типоразмеры труб. Какой бы способ резки труб не был выбран, необходимо следить за точностью нанесения разметки. От этого зависит точность реза.
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
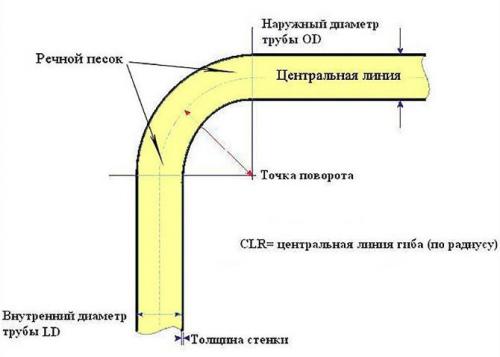
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Где LОбщ– длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1= L – S – длина прямого участка, м;
L2= L1-S‑длина второго прямого участка, м; .
 Рисунок 1. Разметка трубы для изгиба
Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
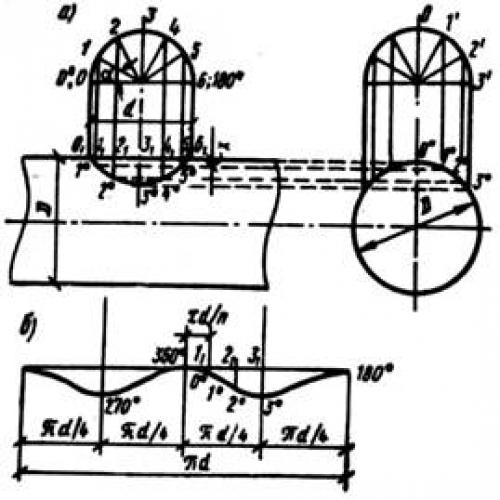 Рис. 5. Разметка пересечения двух труб
Рис. 5. Разметка пересечения двух труб
- а – построена для изготовления шаблона;
- б – шаблон.
Шаблон для резки профильной трубы под 45 градусов. Разметка и обрезание трубы
 Инструмент для резки труб под углом
Инструмент для резки труб под углом
Сам процесс разметки обрезаемой заготовки кажется достаточно несложным делом. Но следует отметить, что допущенные закругления в процессе разметки вручную создадут непоправимую погрешность после обрезания, что повлечет к нестыковке и образованию бракованных изделий. С целью исключения таких дефектов требуется сделать несложный инструмент для четкой разметки профильных деталей. При этом резка изделий под углом 450 намного упрощается. Обычный отрезок из стального профиля п-образной формы, выполненный под углом 45 градусов, станет надежным инструментом для точного разрезания труб. При этом размер профиля для линейки необходимо подобрать так, чтобы появилась возможность легкого расположения в нем разрезаемой профильной трубы.
 Инструмент для резки труб вручную
Инструмент для резки труб вручную
Для выполнения такого отмечающего правильный угол инструмента необходимо иметь еще следующий дополнительный инструмент:
- Угломер;
- Чертилка для металла;
- Болгарка;
- Диск для резки;
- Напильник.
 Приспособление для резки труб под углом
Приспособление для резки труб под углом Как правильно резать трубу под углом
Как правильно резать трубу под углом
Выполнить отмеряющий инструмент для резки труб несложно. Для этого из профильной заготовки необходимо вырезать отрезок длиной 20-30 см. Посредством угломера на любом торце отрезка отметит угол в 45 градусов. Далее, болгаркой отрезать профиль. Полученный шаблон требуется испытать на точность.
В случае отклонений обработать отмеряющее приспособление напильником. Используя такой отмечающий инструмент, сделанный собственными руками, намного упрощается процесс резки труб, особенно при большом их объеме. Для отметки необходимо только расположить в сделанном приспособлении разрезаемую профильную трубу отчертить посредством чертилки правильный угол. В процессе разметки контролируется длина изделий. Далее, необходимо отрезать трубу четко по линиям разметки, используя болгарку. Стоит отметить, что вначале труба надрезается по диагональным отметкам с обеих сторон, далее прорезаются прямые отмеченные линии. Такие шаблоны для обрезки труб под углом 45 градусов достаточно сэкономят время и средства.
Разметка и обрезание труб круглого сечения

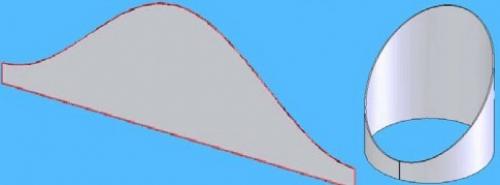 Лекало для резки труб под углом
Лекало для резки труб под углом лекало трубы под углом 45
лекало трубы под углом 45
В случае разрезания круглых труб под углом 45 градусов инструмент, изготовленный для прямоугольных труб, не совсем подходит. Для более точного – обтекаемого вычерчивания линии отреза под углом рекомендуется использовать бумажное лекало, которое наматывается на заготовку.
Лекала разрабатываются в современном мире с помощью компьютерных программ.
Линия отреза меняется в зависимости от заданного в программе угла и диаметра трубы. Распространенные лекала можно найти в интернете или вспомнить про наши разрисованные линейки со школьной скамьи.
Как отрезать угол 45 градусов болгаркой. Как выполняется резка профильной трубы
Профильные трубы получили широкое применение в быту. Материал используется для сооружения тепличных комплексов,, столов и иной садовой мебели, навесов, качелей и иных малых архитектурных форм. Именно по этой причине важно знать, как правильно выполняется резка профильной трубы под углом 45 градусов, 90°и так далее, а также вдоль.

Отрез профтрубы
Способы резки труб
Чтобы отрезать профильную трубу, в том числе и под определенным углом, можно использовать следующий инструмент:
- углошлифовальную машинку – болгарку (рисунок выше). Такой способ чаще всего применяется в бытовых целях, так как отличается простотой и доступностью оборудования;
- ножовку по металлу. Использование ножовки не отличается сложностью, но процесс выполнения работы достаточно трудоемкий;

Применение ножовки по металлу для резки профтруб
- электрический лобзик. Для резки металла потребуется приобретение специальной пилки с алмазным покрытием. Работа выполняется достаточно быстро;

Резка профтруб электролобзиком
Применение электролобзика и ножовки невозможно для резки толстостенных профильных труб или труб, отличающихся большим диаметром.
- специальный станок для резки труб. Оборудование чаще всего используется профессионалами, так как отличается высокой стоимостью. В настоящее время специалистами используются два вида станков:
- оборудование с механической резкой, которая выполняется отрезным кругом или специальной пилкой;
- оборудование с лазером. Лазерная резка является более точной по сравнению с механическими аналогами.

Использование специального станка с лазерной резкой
При выборе любого способа важно уделить особое внимание техники безопасности. В ходе резки профтруб образуется металлическая стружка, которая может повредить руки и глаза мастера, поэтому перед выполнением работы важно надеть перчатки и защитные очки.
Как отрезать профтрубу болгаркой
Наиболее популярным способом резки в бытовых условиях является применение болгарки. Как ровно резать болгаркой профильную трубу? Основная проблема выполнения работы заключается в корректной разметке.
Для нанесения разметки можно использовать:
- рулетку, угольник, маркер (карандаш), строительный уровень. Простейшие инструменты позволяют достаточно точно разметить угол реза, но в ходе выполнения работы углошлифовальная машинка может отклониться от заданной линии (оборудование не опирается на подставки, а находится на весу, то есть в руках мастера), что приведет к ошибке. По этой причине данный способ используется крайне редко;

Нанесение разметки для реза при помощи угольника
- бумажное лекало;
- стусло.
Применение бумажного лекала
Самое простое приспособление для корректной резки под углом, например, для изготовления– это лекало, изготовленное из плотной бумаги.
Бумажное лекало позволяет точно выполнить рез профильных труб под углами 45° и 90°.
Чтобы сделать рез под прямым углом (90°), необходимо:
- плотным листом бумаги обернуть трубу и добиться полного совмещения краев;
- зафиксировать лист в данном положении;
- режем профильную трубу вдоль края бумаги.

Рез трубы под прямым углом
Чтобы произвести рез профтрубы под углом 45°, необходимо сложить лист бумаги пополам (по гипотенузе) и обернуть трубу так, чтобы совместить острые концы полученного треугольника.

Лекало для отрезки под углом 45°
Профессиональными мастерами используются специальные компьютерные программы, позволяющие более точно создать бумажное лекало для резки профтруб под любым углом.

Автоматическое изготовление бумажного лекала компьютерной программой
Использование стусла
Корректно отрезать профтрубу под каким-либо углом позволяет строительное стусло. Приспособление применяется в следующем порядке:
- профильная труба закрепляется внутри устройства и выравнивается под определенным углом;
- при помощи встроенной ножовки делается предварительный рез;

Рез под углом при помощи строительного стусла
- труба вынимается из стусла и прорезается по заготовке болгаркой. В данной ситуации место реза будет выделено и риск ошибки сводится к нулю.
Готовый мерительный инструмент отличается высокой стоимостью. Чтобы снизить финансовые затраты при выполнении строительных работ можно изготовить аналог стусла самостоятельно. Для этого изготавливается деревянный каркас с нишей под трубы и при помощи мерительных инструментов наносятся насечки под разными углами.

