Соединение труб разного диаметра сваркой. Из металла
- Соединение труб разного диаметра сваркой. Из металла
- Как соединить металлические трубы разного диаметра. Основные этапы работ
- Врезка труб разного диаметра. Сварка труб разного диаметра под прямым углом
- Как сделать переход трубы с большего на меньший диаметр. Как сварить трубы разного диаметра — лепестковый переход
- Как соединить две трубы разного диаметра. Процесс соединения двух металлических труб разного диаметра в отсутствии фитингов
- Как сварить две трубы встык. Подготовка труб к сварке
- Соединение стальных труб разного диаметра. Соединение при помощи сварки
Соединение труб разного диаметра сваркой. Из металла
При проводке стального внутреннего водопровода используются трубы малого диаметра с тонкой стенкой. Сварка тонкостенных труб из стали производится с помощь газовой горелки или электрической дуги.
При врезке внутренней гребенки квартиры в стояк используется Т-образное соединение. В трубе большего сечения делают отверстие, а тонкие стенки второй трубы немного стачивают болгаркой для лучшей стыковки.
Разделка кромок при этом варианте не делается. Перед началом сварки детали очищают от ржавчины и грязи, стыкуют. Здесь важно следить за правильным расположением стыков. Они должны быть перпендикулярны или находится под определенным углом.
При работе в заготовительных цехах, как правило, используют сварку полуавтоматом. На строительных площадках, предпочтение отдается газосварке.
После правильной стыковки, требуется выполнить прихватки для фиксации соединения. Прихваток на малом сечении достаточно 2, с ростом диаметра, количество хваток увеличивается.
При неповоротном стыке вначале производят сварку потолка, затем делают вертикальный шов и варят в нижнем положении. При таком виде работ необходимо привлечение квалифицированного специалиста.
Трубы разного диаметра могут соединяться через металлические переходники или вставляться одна в другую.
Если металлические трубы разного диаметра вставляют одна в другую, т о можно сделать надрезы в большей трубе, подогнуть края, и далее произвести сварку.
Фитинги принято использовать при резьбовых соединениях стальных заготовок. Сварка регистров, приварка бочонков к трубопроводу при переносе газового оборудования – это неполный перечень, где может понадобиться выполнить сварку трубопроводов разного сечения.
Как соединить металлические трубы разного диаметра. Основные этапы работ
Обратите внимание: в данном случае мастер показал способ соединения труб на примере стальной круглой трубы диаметром 27 мм и профтрубы размером 40х40 мм.
Первым делом необходимо будет разметить профильную трубу.
Сначала ставим отметку на расстоянии 2 см от края (то есть делим размер профиля пополам).
Затем от торца отступаем также 2 см. Чертим поперечную линию.
Далее от торца профтрубы чертим продольную линию, как показано на фото ниже, и откладываем на ней отметку на расстоянии 13,5 мм (то есть половина диаметра круглой трубы) от поперечной линии.
От конца продольной линии в стороны отступаем еще по 13,5 мм и ставим две отметки.
Для разметки лучше всего использовать маркер, так как карандаш плохо будет видно и его можно случайно стереть.
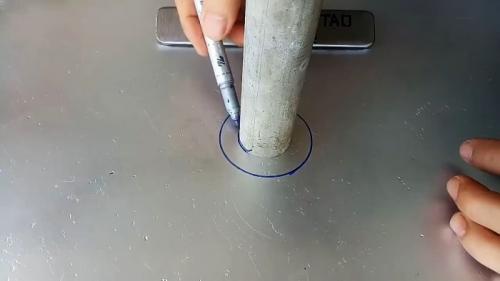
На следующем этапе устанавливаем круглую трубу на профиль, ориентируясь по меткам. Обводим маркером трубу.
От основания продольной линии откладываем два отрезка, которые ведем к концам поперечной линии (смотрите фото).
Маркером заштриховываем те области, которые надо будет вырезать болгаркой. Аналогичную операцию выполняем на оставшихся трех сторонах профильной трубы.
Далее вооружаемся болгаркой с отрезным диском и вырезаем ненужные части.
Там, где не получается вырезать кусок полностью — дорабатываем напильником по металлу или бормашинкой с установленной шлифнасадкой.
Ну вот, собственно, и все! Не так уж и сложно все.
В завершении останется только сделать болгаркой пропилы по поперечным линиям и загнуть «лепестки». Обвариваем места стыков, потом вставляем круглую трубу в отверстие и обвариваем по кругу.
Врезка труб разного диаметра. Сварка труб разного диаметра под прямым углом
Врезка трубы в трубу: как правильно разметить и вырезать зону стыковки без спец. инструмента
Нередко приходиться соединять две круглые трубы одного и того же диаметра под 90 градусов. Выполнение такого соединения «на глазок» не гарантирует качественности и прочности стыковки. Но при использовании довольно простой разметки с этим делом справится любой человек.
Понадобится
- два круглые трубы одинакового диаметра;
- маркер, мерная рулетка и циркуль;
- керн и молоток;
- тиски слесарные;
- болгарка;
- ручной напильник;
- кусок картона;
- ножницы и др.
Процесс разметки и выреза зоны поперечной стыковки двух одинаковых круглых труб
На образующей одной трубы керним центр места стыковки с другой трубой. Будем работать с трубами наружным диаметром 60 мм. Ровным счетом ничего не изменится, если они будут другого размера.
Разводим ножки циркуля на половину диаметра трубы, т. е. на 30 мм, что является также ее радиусом. Ставим ножку циркуля в ранее намеченную точку на поверхности трубы и наносим на нее окружность.
Через намеченную точку (центр окружности) проводим воображаемое сечение, перпендикулярное оси трубы. От точек его пересечения с проведенной циркулем окружности откладываем в стороны по 5 мм.
Проводим линии, проходящие через намеченные точки, и плавно спрягающиеся с линией окружности.
Материал внутри внешней замкнутой линии, нанесенной на поверхность трубы, вырезаем с помощью болгарки. Удаляем заусенцы и слаживаем оставшиеся неровности ручным напильником.
Вокруг отрезка второй трубы, установленного вертикально на лист плотной бумаги или картона, проводим маркером окружность и вырезаем ножницами круг, ограниченный ею.
Складываем вырезанный картонный круг пополам по диаметру, отмечаем линию сгиба, вновь распрямляем его и ровно укладываем на торец трубы отметкой линии сгиба наружу.
Точки пересечения линии сгиба (диаметра) круга с цилиндрической поверхностью трубы отмечаем маркером.
Делим линию сгиба картонного круга на три равные части по 20 мм и сгибаем одну из внешних частей круга по линии (хорде), перпендикулярной диаметру, и проходящей через отметку крайней точки 20 мм.
Отрезаем ножницами полученный сегмент по хорде, прикладываем его к внешней поверхности трубы так, чтобы хорда была на уровне торца трубы, а ее центр совпадал с ранее нанесенной на трубу отметкой.
Удерживая картонный сегмент в таком положении, обводим маркером дугу сегмента по поверхности трубы. Повторяем эту процедуру и со второй точкой на трубе с противоположной стороны.
Удаляем с двух сторон металл трубы, ограниченный нанесенными линиями, и сглаживая острые кромки и углы.
Стыкуем трубы в единственно возможном положении и завариваем линии контакта.
Источник: https://baget-bez-stusla.aystroika.info/novosti/svarka-stalnyh-trub-raznogo-diametra-iz-metalla
Как сделать переход трубы с большего на меньший диаметр. Как сварить трубы разного диаметра — лепестковый переход
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В статье расскажет, как можно сварить между собой две трубы с разным диаметром.
Изготовление сварных переходов для трубПереходы необходимы для изменения пропускной способности трубы с большего диаметра на малый и наоборот. Переходы изготавливаются при помощи штамповки, а также сварки (лепестковые переходы). Изготовление при помощи штамповки применяется в серийном производстве на заводах, изготовить такой переход в домашних условиях не является возможным.
Переходы с одного диаметра трубы на другой можно изготовлять кузнечным способом (путем осадки труб при красном калении) или путем вырезки клиньев.
Что потребуется
Прежде чем браться за работу, следует сначала приготовить все необходимое для предстоящей операции:
- Сварочный аппарат ;
- Резиновая лента;
- Линейка;
- Маркер;
- Бумага;
- Циркуль.
Как сделать лепестковый переход на трубе
Первым делом края свариваемых труб нужно отторцевать максимально ровно.


Далее необходимо разделить окружность большей из труб на восемь абсолютно равных частей. Лучше всего сначала произвести все расчёты и разметку на бумаге.
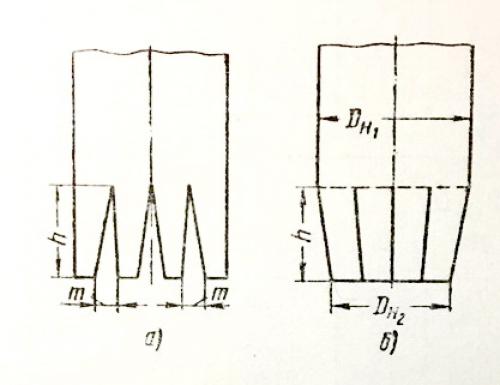
При изготовлении переходов из труб путем вырезки клиньев величина m определяется по формуле:
m = (π(DH1 — DH2)/n)·c
Где:
- m – наибольшая ширина вырезаемого клина в мм;
- DH1 – наибольший наружный диаметр перехода в мм;
- DH2 – наименьший наружный диаметр в мм;
- n – число клиньев;
- с – величина, равная 2 – 2.5 мм при электродуговой сварке и 3 – 4 мм при газовой сварке.
Когда план будет готов, переносим разметку с масштабного чертежа с бумаги на саму трубу.

Размеченные клинья аккуратно вырезаются при помощи болгарки.

Полученные выступы стягиваются тугой резиновой лентой до нужно диаметра.

В таком состоянии трубы с разным диаметром соединяются и свариваются. По мере надобности бандаж отпускается.

Также завариваются продольные разрезы.


Как соединить две трубы разного диаметра. Процесс соединения двух металлических труб разного диаметра в отсутствии фитингов
Проводим маркером на ровной и твердой поверхности две концентрические окружности, обводя поочередно трубы с внешней стороны, которые мы собираемся соединить между собой.

Меньшую окружность с помощью подручных средств разбиваем на 8 равных частей, вначале проведя два взаимно перпендикулярных диаметра, а затем еще два таких же диаметра, но сдвинутых на 45 градусов.

Нормируем точки пересечения концов диаметров с окружностью цифрами от 1 до 8. Затем поочередно прикладываем линейку к точкам 1 и 6, 1 и 4, 2 и 7, 2 и 5, 3 и 8, 3 и 6, 4 и 7, 5 и 8, и проводим от соединяемых линейкой точек прямые за пределы внешней окружности.

Заштриховываем участки, ограниченные отходящими от каждой цифры отрезками прямых и дугой внешней окружности, заключенной между ними.

Устанавливаем трубу с большим диаметром на внешнюю окружность и отмечаем на ее образующей начало и конец каждого заштрихованного участка на рисунке. Отмечаем эти дуги на трубе крестиками.

На некотором расстоянии от торца с нанесенными отметками проводим на поверхности трубы окружность параллельно торцу.

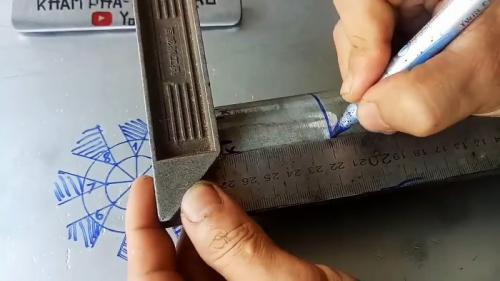
С помощью угольника проекции точек центров участков, отмеченных на торце трубы крестиками, переносим на проведенную выше окружность.
Соединяем точки концов участков на торце трубы с соответствующей точкой на окружности.

В результате на поверхности трубы получим 8 треугольников, которые вырезаем болгаркой.

Делаем неглубокие надрезы с внешней стороны трубы в точках по окружности, где располагаются вершины вырезов, для облегчения сгибания внутрь «лепестков» на конце трубы.

Зажимаем трубу в губках тисков и, ударяя снаружи поочередно по «лепесткам» молотком, наклоняем их к центру. Окончательную изгибную доводку «лепестков» осуществляем плоскогубцами.


Приставляем конец трубы меньшего диаметра к восьмиугольнику, составленному «лепестками», и убеждаемся в их точном совпадении.

Завершаем соединение двух труб разного диаметра, сваркой или процессом пайки.

Как сварить две трубы встык. Подготовка труб к сварке

Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Как сварить две трубы встык. Подготовка труб к сварке
Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавящиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
Важные советы:
- Выберите электроды, соответствующие вашим условиям сварки.
- Обратите внимание на материал обмазки электродов.
- Выберите тип сварного соединения, подходящий для вашего проекта.
- Проведите сварку труб в нижнем положении, чтобы обеспечить качественный шов.
- Проведите сварку металла на всю толщину стенки.
Соединение стальных труб разного диаметра. Соединение при помощи сварки
Данный тип обеспечивает должную надежность на долгое время. Но он требует набора специальных знаний и умений, непрофессионалу качественно выполнить работу сложно. Важным также является подбор оборудования для проведения сварочных работ. Работа может выполняться как при помощи электрического, так и газового сварочного аппаратов.
Правила, которые необходимо соблюдать до работы и во время неё:
- Соединяемые поверхности должны быть зачищенными от грязи и ржавчины.
- Соединяемые элементы должны быть ровно отрезанными, без деформаций, почти идеально состыковывающимися друг с другом.
- При проведении сварки , работа производится непрерывно, не давая шву остыть.
Газовую сварку желательнее проводить со свариваемыми элементами малого диаметра, в остальном, предпочтительнее использование электрического сварочного аппарата. Сваривание осуществляется различными способами (их начитывается около 32), при этом, используются сгоны, переходники, уголки.
Основные из них:
- Стык , когда свариваются элементы одинакового диаметра.
- Нахлест , когда одна свариваемая деталь вставляется в другую большего диаметра.
- Тавр , когда одна труба вваривается в бок другой.
- Угол , свариваемые элементы отрезаются под необходимым углом и свариваются.
Необходимо помнить, что соединение данным методом лучше осуществлять профессионалу, который имеет постоянную практику и освоил различные виды ведения сварки: нижнее, потолочное, вертикальное.
Если же вы хотите освоить данный метод самостоятельно, то:
- Купите недорогой сварочный аппарат.
- Изучите всю теорию.
- Потренируйтесь в сваривании профилей, уголков, не имеющих нагрузки.
- Попробуйте сварить небольшое количество водопроводных труб поворотным методом и пустить по ним воду, если не будет подтеков, то можете усложнить задачу.
- Провести пару соединений бесповоротным способом.
Некоторые правила проведения сварочных работ:
- Всегда используйте специальную одежду.
- Работайте всегда с маской или защитным стеклом.
- При наложении каждого сварного шва , убирайте шлак.
- При сваривании труб , количество слоев шва зависит от толщины стенок: чем толще стенки, тем толще шов.
- Сварное соединение должно плавно переходить в свариваемый элемент.
- Важно не допускать попадания окалин внутрь, так как это приведет к засорению трубопровода.
Важным является выбор электродов для сварки. Электрод имеет металлическое основание, покрытое специальным составом для сварки. Они имеют разный диаметр, в зависимости от толщины свариваемых труб.
При покупке, посоветуйтесь с профессионалами, каким электродам отдать предпочтение, только качественный материал не будет залипать и даст постоянную дугу. Для труб диаметром до 100 мм, желательно использовать 3 электроды.