Сварка труб под углом. Варианты разметки труб перед сваркой для начинающих
- Сварка труб под углом. Варианты разметки труб перед сваркой для начинающих
- Лекало для резки труб под углом. Резка трубы под сорок пять градусов или другим углом
- Сварка труб под углом гост. ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
- Приспособление для резки труб под углом. Резка труб большого диаметра
- Как стыковать круглые трубы. Раструбные
Сварка труб под углом. Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Лекало для резки труб под углом. Резка трубы под сорок пять градусов или другим углом
При различных работах домашние мастера иногда сталкиваются с необходимостью разметки и резки труб под сорок пять градусов.
Существует большое количество приспособлений промышленного производства для резки труб под разными углами, но стоимость таких устройств достаточно высока. В статье будут рассмотрены способы разметки труб под рез в 45 градусов в домашних условиях, без использования дорогостоящих приспособлений.
Разметка и резка профильной трубы
Разметка профильной трубы с первого взгляда представляется достаточно простым делом. Однако, скругленные углы при ручной разметке будут давать серьезную погрешность. По этой причине, удобнее будет сделать простейшее приспособление для разметки профильной трубы. Резка трубы из метала под 45° при использовании этого приспособления упрощается в разы.
Приспособление для резки труб под сорок пять градусов представляет собой отрезок п-образного стального профиля, отрезанный под углом в 45 градусов. Размеры профиля подбираются таким образом, чтобы в него свободно помещалась размечаемая труба. Для изготовления данного приспособления понадобятся следующие инструменты:
- Угломер;
- Чертилка по металлу;
- Угловая шлиф-машина (болгарка);
- Отрезной диск;
- Напильник.
Изготавливается такое приспособление для резки труб достаточно просто. Его удобно использовать для нарезки большого количества труб, например для сварки каркаса ворот из профнастила .
Из профиля вырезается заготовка длиной порядка 20-30 сантиметров. С помощью угломера на одном из торцов отрезка размечается угол в 45 градусов. После разметки, с помощью болгарки профиль разрезается. На полученном шаблоне необходимо проконтролировать точность угла. При необходимости шаблон дорабатывается напильником.
Читать также: Кованые кровати в интерьере спальни фото
Резка трубы под сорок пять градусов с помощью такого шаблона существенно упрощается. Заготовку трубы вкладывают в шаблон и размечают с помощью чертилки. При разметке необходимо проконтролировать длину заготовки. После этого труба разрезается по нанесенным меткам с помощью болгарки.
Труба надрезается по диагональным линиям с двух сторон, после чего прорезаются прямые линии разметки. Такое приспособление для резки труб под углом существенно экономит время и деньги.
Разметка и резка труб под углом круглого сечения
Когда необходимо разрезать круглую трубу под углом в 45 градусов, приспособление, рассмотренное выше, может не подойти. Резка трубы под 45 градусов в этом случае производится по бумажным лекалам, обернутым вокруг заготовки. Лекало для разметки можно скачать тут .
Такие лекала распечатываются из специальных компьютерных программ. Также в интернете можно найти и распечатать уже готовые лекала под наиболее распространенные типоразмеры труб. Какой бы способ резки труб не был выбран, необходимо следить за точностью нанесения разметки. От этого зависит точность реза.
В крупных заготовительных мастерских разметку и резку труб производят на разметочно-отрезном агрегате, который позволяет получать детали трубопроводов с допуском ± 1 мм.
В небольших заготовительных мастерских и на монтажной площадке разметку труб производят на разметочных стеллажах, применяя обычный разметочный и измерительный инструмент: линейки, рулетки, чертилки, шаблоны и др.
Разметка трубы заключается в определении ее заготовительной длины и нанесении необходимых осей. Разметив трубу для резки, на ней намечают начала всех изгибов, отверстия для врезки отборов и тройников.
Для изготовления гнутого отвода и определения длины заготовки должны быть известны радиус (R) и угол (а) загиба трубы, длина свободных концов или длина прямого участка между отводами. Длину заготовки (рис. 1) определяют по формуле
Читать также: Железная окалина формула химическая
Где LОбщ – длина заготовки, м;
L= π/180*αR – длина изогнутом части, м;
L1 = L – S – длина прямого участка, м;
L2 = L1-S‑длина второго прямого участка, м; .
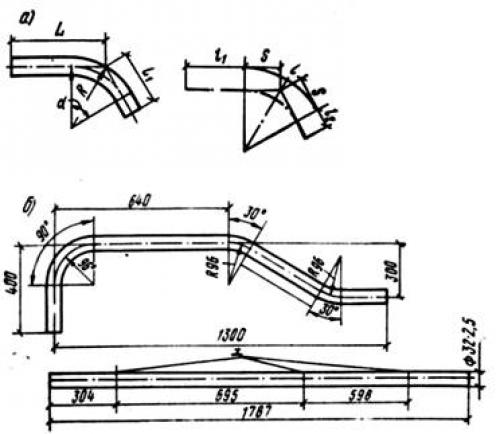 Рисунок 1. Разметка трубы для изгиба
Рисунок 1. Разметка трубы для изгиба
- а – разметка отвода;
- б – участок трубопровода.
При пересечении двух труб тройник реза намечают по приспособлению, которое изготавливают на листе плотной бумаги. Вначале вычерчивают в двух проекциях и в натуральную величину пересечение двух труб, как показано на рис. 2. На врезаемой части трубы строят полуокружность, которую обычно делят на шесть частей (точки 1, 2, 3, 4, 5, 6). Через эти точки проводят прямые параллельные оси трубы. На второй проекции делают аналогичные построения, прямые проводят до пересечения с контуром трубы, в которую нужно сделать врезку (точки 0, 1, 2, 3). Проводя из этих точек параллельные прямые, как показано на рисунке, получим точки 0l, 1l, 2l, 3l, 4l, 5l, 6l.
Сварка труб под углом гост. ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80
Срок действия с 01.07.81
до 01.07.90
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладного кольца;
а - толщина шва;
с - притупление кромки;
В - ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. ( Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2- 33.
Для угловых швов в таблицах приведен расчетный катет.
Приспособление для резки труб под углом. Резка труб большого диаметра
Когда необходимо разрезать трубу большого диаметра, можно использовать целый ряд специальных приспособлений и инструментов. Это может потребоваться, если, например, необходимо отремонтировать трубопровод.
Болгарка. Использование болгарки оправдано с точки зрения доступности инструмента и сравнительной дешевизны работ. Однако на большую производительность в этом случае рассчитывать не стоит, кроме того, проведение работ таким способом сопряжено с немалым риском.
Роликовый станок. Такие приспособления также часто называются труборезами. По сути, такое приспособление представляет собой ту же болгарку, но более приспособленную для такого типа работ. Станок включает в себя специальную станину, где отрезаемый элемент закрепляется, а также обойму с установленными отрезными роликами, которые и выполняют непосредственную работу
Важно понимать, что каждый станок должен приобретаться под конкретные задачи, то есть под размер труб.
Газовая резка. Этот вариант наиболее часто применяется при работах с большими диаметрами
Разрезание производится благодаря воздействию пламени высокой интенсивности, а производимые при этом отходы выдуваются напором газа. Способ можно считать наиболее практичным и эффективным.
 Резка газом в данном случае самый быстрый вариант
Резка газом в данном случае самый быстрый вариант
Существуют и иные варианты осуществления задачи, вроде применения плазменной, гидроабразивной или лазерной резки, однако в частном использовании они практически не применяются.
Как стыковать круглые трубы. Раструбные
Разъемные соединения трубопроводов стыковкой в раструб используют при монтаже систем бытовой безнапорной канализации. Стоки двигаются по уложенным с уклоном трубам самотеком, перекачивающие насосы в таких системах не применяются, поэтому давление в них минимальное. Что позволяет не добиваться высокой прочности стыков.
Внутренний диаметр раструба соответствует внешнему диаметру трубы. Для герметичности соединения в раструб устанавливается уплотнительное резиновое кольцо.
Однако разъемное раструбное соединение применяется только для пластиковых канализационных коммуникаций. Чугунные трубы, стыкуемые этим способом, дополнительно фиксируются цементным раствором или герметиком. Эти материалы, застывая, делают стыки неразъемными.
Неразъемные соединения
Неразъемные способы соединения трубопроводов подразумевают их стыковку без возможности демонтажа. При необходимости замены части системы, её ремонта и реконструкции трубы приходится разрезать. К таким способам относятся сварка и склеивание.
Сварные
При сварке происходит взаимная диффузия атомов двух стыкуемых отрезков при расплаве материала под действием высокой температуры. Таким способом соединяют не только металлические трубы, но и пластиковые, и даже стеклянные. Он незаменим для скрытой прокладки коммуникаций и очень востребован при монтаже технических трубопроводов в промышленности.
Различают несколько видов сварки металлов:
- лазерная;
- газовая;
- электрическая, которая в свою очередь делится на электролучевую и электродуговую.
Электродуговая сварка может выполняться с использованием постоянного или переменного тока. Источником расплавляющего тепла в этом случае является электрическая дуга, возникающая между электродом и металлом. В зависимости от используемого оборудования, сварка бывает ручной, автоматической и полуавтоматической.
Стыковка труб может осуществляться как встык, так и внахлест. Изделия малого и среднего сечения свариваются одним наружным швом. Большие трубы диаметром от полуметра могут соединяться двойным швом – изнутри и снаружи.
Внахлест сваривают трубы из полимеров и цветных металлов. Для этого используют соединение в раструб.