Т образная сварка круглых труб. ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
- Т образная сварка круглых труб. ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
- Как сварить профильную трубу встык. Электродуговая сварка
- Как сварить две трубы под углом 90 градусов. Как вварить трубу в трубу под 90 градусов разного диаметра
- Как сварить две трубы встык. Способы правильной сварки труб
- Как заделать трубу без сварки. Как и чем заделать дыры вокруг труб отопления: устраняем протечки самостоятельно
- Врезка трубы в трубу под углом 90 градусов. Как сварить трубы под углом 90 градусов одинакового сечения
- При сварке. Дуговая сварка - режимы полярности
- Как заглушить трубу с водой под давлением. Как заглушить трубу без резьбы под давлением без сварки
- Как заделать течь в трубе холодной сваркой. Особенности применения состава
Т образная сварка круглых труб. ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80
Срок действия с 01.07.81
до 01.07.90
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладного кольца;
а - толщина шва;
с - притупление кромки;
В - ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. ( Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2- 33.
Для угловых швов в таблицах приведен расчетный катет.
Как сварить профильную трубу встык. Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочныйспособен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.

Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.

Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Как сварить две трубы под углом 90 градусов. Как вварить трубу в трубу под 90 градусов разного диаметра
Врезка трубы в трубу под 90 градусов. Покажу 2 гаражных способа.
Приветствую своих подписчиков и гостей канала. Наш блог создан для начинающих самоучек в ручной дуговой сварке, здесь мы делимся практическими советами по сварке и слесарными подготовительными работами перед сваркой, где будет нужна болгарка и другой инструмент.
Когда-нибудь любому человеку, который решил осваивать сварку и болгарку, придётся иметь дело с круглыми трубами. Сваривать их, стыковать, делать врезки. Поэтому сегодня я вам покажу 2 способа сделать врезку трубу в трубу под 90 градусов одного диаметра. Это простые гаражные способы, где нужно минимум расчётов. Знание-сила, а незнание столько силы забирает, пока догонишь как надо делать!
Чтобы сделать врезку трубы в трубу нужно сделать в торце трубы запилы болгаркой.
Эти запилы будут иметь вот такую форму. В этом случае трубы будут соединяться в Т образную форму не имея больших зазоров, а значит заварить это соединение будет намного проще и быстрее. Начнём разметку.
Сначала нам нужно разбить торец трубы на 4 ровные части. Некоторые опытные сварщики и слесаря это делают на глаз, но мы будем размечать более точно, чтобы потом не заваривать большие зазоры.
На листе бумаги, или на любой поверхности начертим две пересечённые под прямым углом линии. Место пересечения будем считать нулём. От нуля во все стороны отложим по 30 мм, это размер радиуса трубы, диаметр наших труб составляет 60 мм.
Ставим торец трубы в границах наших отмеченных радиусов и наносим 4 метки на саму трубу, вот так мы точно разбили торец на 4 ровные части.
Теперь мы отложим на двух противоположных отметках размер равный трети диаметра трубы-получаем 20 мм. Теперь осталось плавно, а не по прямой, соединить эти отметки, чтобы получить фигуры в форме полукруга. Можно это сделать от руки, если диаметр трубы небольшой.
А можно взять гибкую пластмассовую вещь, например вот такой одноразовый хомутик.
И по такому хомуту отмечаем плавный полукруг.
Вот такая разметка у нас должна получиться. Теперь берём болгарку и аккуратно делаем эти 2 полукруглых выреза.
Вот такое чёткое сопряжение труб должно получиться если всё сделать точно как было описано.
Друзья, есть ещё один простой гаражный способ разметки, но давайте посмотрим его в подробном
Как сварить две трубы под углом 90 градусов?
Как сварить две трубы одинакового диаметра под углом 90 градусов при условии, что конструкция не для воды, а качели? Я пробовал на обрезках — получается, только если одну трубу расплющить молотком. Другой вариант — вырезать в торце трубы круглую выемку, но как это сделать болгаркой? (особенно если соединений много). Спрашиваю потому, что на уже готовых сваренных конструкциях видел, что возможно и не вырезать и не плющить. Совершенно непонятно как там сделан такой широкий сварной шов.
Сделайте накладки из огрызков листа и будэ вам щасте.
Порекомендую для таких целей тиски для сварки труб различных моделей (в том числе и для сварки врезок в трубу) Смотрите здесь:
» >
» >
С уважением Алексей
2Maxkrash 1/2″ и 3/4″ трубы можно без подгонки заварить. Канительно, малость — электро, газом проще. Можно проварить, где плотно сходится, и пруток диаметра 6мм — хомутиком (8мм и толще, не согнешь аккуратно).
2чукча Накладки, неудобно будет, лучше треугольные косынки — встык.
Maxkrash написал :
Другой вариант — вырезать в торце трубы круглую выемку, но как это сделать болгаркой?
По моему, болгаркой легче делать так:
В трубе к которой приваривается торец другой, делаем два надреза (между ними 90 градусов) вырезая клин.
В торце другой трубы так же срезаем лишние участки под тем же углом.
В итоге эти трубы их легко сомкнуть именно по линии разреза.
Как сварить две трубы встык. Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
В процессе правильной сварки труб получают следующие разновидности швов:
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).

При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Как сварить две трубы встык: способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- Метод точечной сварки
- Метод стыкового соединения
- Метод сварки с использованием нижнего поворотного шова
В процессе правильной сварки труб получают следующие разновидности швов:
- Швы с высокой прочностью
- Швы с высокой износостойкостью
- Швы с высокой коррозионной стойкостью
При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком.
- Далее формируют сварочный шов по всему периметру заготовки.
- В процессе сварки необходимо постоянно контролировать качество шва, чтобы предотвратить образование трещин и других дефектов.
Следуя этим рекомендациям, вы сможете получить качественное сварное соединение и обеспечить безопасность и долговечность вашего изделия.
Источник: https://baget-bez-stusla.aystroika.info/novosti/svarka-stalnyh-trub-raznogo-diametra-iz-metalla
Как заделать трубу без сварки. Как и чем заделать дыры вокруг труб отопления: устраняем протечки самостоятельно
Чем заделывают дыры в трубах отопления? На практике для устранения протечек в контуре можно применять различные средства:
- трубопроводные бандажи;
- хомуты или стальную проволоку;
- резиновые, тканевые, полимерные и пр. виды прокладок;
- холодную сварку.
Как остановить течь в трубах отопления? Во-первых, нужно запомнить, что приступать к ликвидации протечек можно только после остановки циркуляции и остывания теплоносителя. Последний в некоторых случаях желательно удалить из системы или, по крайней мере, снизить давление на повреждённом участке.
Наиболее сложным является вопрос, чем заделать течи в трубах отопления из металла? Ведь ремонтировать их электросваркой нельзя – после применения этого метода коррозионные процессы будут протекать в разы быстрее. Если дыра в отопительной трубе образовалась небольшая, её стоит попробовать заделать с помощью хомута и резиновой прокладки, полностью перекрывающей место протечки. Как устранить течи в трубах отопления без хомутов или бандажной системы? В этом случае пригодиться стальная проволока, которую придётся более чем основательно обмотать вокруг трубы и надёжно зафиксировать. Но прежде проблемный участок следует освободить от ржавчины, влаги, остатков краски и грязи, чтобы свести к минимуму риск дальнейшего протекания теплоносителя.
Как можно устранить течь в трубе отопления, если она была выявлена в области резьбовых соединений? В этом случае начать следует с очистки контрагаек от остатков пакли и герметика. Целостную резьбу нужно заново уплотнить, после чего надёжно затянуть. Если остановить течь не удалось, значит на резьбе присутствуют повреждение – свищ. Устранить его можно путём нарезания дополнительных витков и нанесения специальной водостойкой шпаклёвки вокруг резьбового соединения.
Полезный совет! В некоторых случаях чтобы устранить свищ, необходимо полностью заменить изношенные фитинги. Ка к заделать свищ в трубе отопления , если проблема не в фитингах, а в изношенной резьбе на самом трубопроводе? Здесь понадобятся радикальные меры – полное удаление повреждённого участка.

Врезка трубы в трубу под углом 90 градусов. Как сварить трубы под углом 90 градусов одинакового сечения
Новый способ сварки круглой трубы под 90 градусов
В данном обзоре автор делится собственным способом сварки круглой трубы под углом 90 градусов. Берите на заметку!
Как сделать сегментный угол, автор показывает на примере трубы диаметром 60 мм. Но этот способ применим к трубам любого диаметра.
Первым делом на торце надо будет начертить маркером две линии (параллельно друг друга), разделив таким образом трубу пополам.
Рекомендуем также прочитать статью-обзор: как сделать классные трубные тисы своими руками. Такая самоделка должна быть в арсенале каждого сварщика или слесаря.
От одной из отметок автор откладывает расстояние в 30 мм (диаметр трубы делим на 2) и ставит точку для ориентира.
Основные этапы работ
На следующем этапе при помощи листа бумаги нужно будет соединить точку на расстоянии 30 мм от края с «нулевой» точкой на торце трубы. Чертим две линии с двух сторон.
Далее болгаркой обрезаем кусок трубы по разметке. Таким же способом мастер вырезает второй кусок круглой трубы.
Из пластиковой бутылки автор сделал шаблон, который полностью повторяет срез первой заготовки. И с помощью шаблона вырезаем соединительный сегмент.
На последнем этапе останется только все зачистить и сварить. Подробнее об этом способе смотрите на
Врезка трубы в трубу под 90 градусов. Покажу 2 гаражных способа.
Приветствую своих подписчиков и гостей канала. Наш блог создан для начинающих самоучек в ручной дуговой сварке, здесь мы делимся практическими советами по сварке и слесарными подготовительными работами перед сваркой, где будет нужна болгарка и другой инструмент.
Когда-нибудь любому человеку, который решил осваивать сварку и болгарку, придётся иметь дело с круглыми трубами. Сваривать их, стыковать, делать врезки. Поэтому сегодня я вам покажу 2 способа сделать врезку трубу в трубу под 90 градусов одного диаметра. Это простые гаражные способы, где нужно минимум расчётов. Знание-сила, а незнание столько силы забирает, пока догонишь как надо делать!
Чтобы сделать врезку трубы в трубу нужно сделать в торце трубы запилы болгаркой.
Эти запилы будут иметь вот такую форму. В этом случае трубы будут соединяться в Т образную форму не имея больших зазоров, а значит заварить это соединение будет намного проще и быстрее. Начнём разметку.
Сначала нам нужно разбить торец трубы на 4 ровные части. Некоторые опытные сварщики и слесаря это делают на глаз, но мы будем размечать более точно, чтобы потом не заваривать большие зазоры.
На листе бумаги, или на любой поверхности начертим две пересечённые под прямым углом линии. Место пересечения будем считать нулём. От нуля во все стороны отложим по 30 мм, это размер радиуса трубы, диаметр наших труб составляет 60 мм.
Ставим торец трубы в границах наших отмеченных радиусов и наносим 4 метки на саму трубу, вот так мы точно разбили торец на 4 ровные части.
Теперь мы отложим на двух противоположных отметках размер равный трети диаметра трубы-получаем 20 мм. Теперь осталось плавно, а не по прямой, соединить эти отметки, чтобы получить фигуры в форме полукруга. Можно это сделать от руки, если диаметр трубы небольшой.
А можно взять гибкую пластмассовую вещь, например вот такой одноразовый хомутик.
При сварке. Дуговая сварка - режимы полярности
Для соединительных операций сваркой обычно находит применение ток неизменного значения. Имеется возможность выбирать, как будет осуществлена сварка постоянным током - обратной или прямой полярности.
Установка, предполагающая полярность прямую, позволяет качественно сваривать детали, обладающие немалой толщиной. Сварка током обратной полярности помогает избежать такого трудно исправляемого дефекта, как прожег, часто появляющегося, когда сварке подлежат тонкие металлические листы. Режим, предполагающий применение переменного тока, применяют исключительно редко, поскольку производительность прохождения процесса резко снижается.
При сварке ручным методом выбор режима, в частности, заключен в том, что имеется возможность устанавливать разную полярность, подключая соединение и электрод к разным клеммам, находящимся на лицевой стороне аппарата. Обратная полярность при сварке - это следующий способ подключения - электрод к клемме положительной, а детали - к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.

Прямой вариант означает противоположное включение. Тогда интенсивнее электрода начинают плавиться детали соединения, что является преимуществом при сварке толстых элементов конструкции. Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
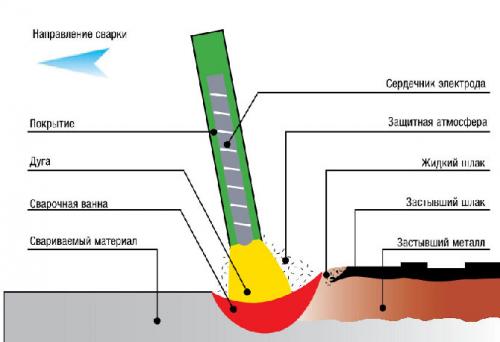
Три составные части дуги: столб, область анодная и область катодная. При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде - катодным.
Столб - это плазма, разогретая до сверхвысокой температуры. Энергия тепла в дуге выделяется неравномерным образом. Электроны, достигшие анода, отдают ему собственную энергию. На этом месте появляется анодное пятно, разогретое в значительной степени. Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
Полярность при сварке постоянным током имеет два варианта. Это находится в зависимости от способов подключения. Они являются противоположными. Для получения прямого вида к изделию подсоединят "плюс", а к стержню с обмазкой - "минус". Для получения обратной делают все противоположным способом.
Если процесс происходит с неизменным током при установке прямого варианта, электрод начинает нагреваться медленнее, чем свариваемый металл. Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым. Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев - высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы.
При распространенном виде процесса - дуговой сварке, существенную роль играют различные параметры, такие как выбранный диаметр электрода, его тип и марка, напряжение на сварной дуге, скорость сварного процесса, положение шва. Одним из самых важных параметров является полярность сварки.

Род тока, который применяется в дуговой сварке, делится на два вида. Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами - прямым и обратным.
Прямой вариант используют, когда предстоит сварка чугунных изделий или требуется глубокий проплав металла. Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Полярность влияет на внешний вид шва - его габариты и конфигурацию. При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
Как заглушить трубу с водой под давлением. Как заглушить трубу без резьбы под давлением без сварки
Сколько времени используются в сантехнике трубы, столько и существуют на них заглушки. Этим деталям обычно уделяется незаслуженно мало внимания, а ведь они также являются частью герметичности всего трубопровода и должны чётко выполнять свои функции. В этой статье мы рассмотрим их основные виды и назначение.

Фото разнообразных заглушек
Назначение
Заглушки используются в следующих ситуациях:
- Во время транспортировки труб . Это помогает исключить получение изделием внутренних повреждений.

Перемещение труб с торцевыми заглушками
- Для осуществления закупоривания окончания ветки водопровода, канализации или газопровода . Ведь все трубопроводы должны где-то оканчиваться, и именно заглушка отвечает за необходимую герметизацию такого места.

Пластиковая заглушка на канализационную трубу
- При ремонте повреждённого участка . Особенно, если отключить всю систему невозможно, а изолировать место восстановления, остановив поток содержимого трубопровода, необходимо.
Разновидности
В первую очередь заглушки отличаются материалом изготовления.
Материал

Заглушки на стальные трубы разных размеров
Есть два ГОСТа, которые определяют материал подходящего изделия:
| Номер ГОСТа | Определение |
Материал заглушки должен соответствовать материалу трубопровода:
| |
| Для труб с маленьким сечением, независимо от их материала, допускается применение заглушек из полиэтилена низкого давления |

Изделия из ПНД для закупоривания водопровода
Совет: если вам необходимо остановить поток агрессивных веществ с высокой температурой, то рекомендуется использовать исключительно стальные заглушки. Хоть их цена и выше пластиковых аналогов, зато они способны выдержать более высокое давление и нагрев до 600 оС.
Способ фиксации
Эксплуатационная инструкция предполагает четыре основных варианта фиксации заглушек:
- Болты . Этот тип крепления требует наличия специальных отверстий-ушек на самой трубе, что накладывает некоторые ограничения, и дополнительного использования уплотнителя, необходимого для повышения уровня герметизации.
Совет: рекомендуется использовать такой вид соединения для межфланцевых моделей, которые предназначены останавливать движение жидкости между частями трубопровода без его полного демонтажа. То есть, в том случае, когда доступ к торцу трубы ограничен, и представляется возможным лишь скрутить болтами просунутую в узкую щель перекрывающую пластину.
Межфланцевая заглушка
- Резьба . Наиболее удобный в применении своими руками и надёжный метод крепления. Резьбовые каналы могут быть нарезаны с внешней или внутренней стороны изделия, главное, чтобы у трубы имелась аналогичная обработка. Вы наверняка не раз сталкивались с таким способом герметизации в быту, закручивая крышки бутылок, банок или канистр, и судить о его эффективности можете не понаслышке.

Резьбовая стальная заглушка – просто и надёжно
- Сварка . Как заглушить трубу без резьбы? В этом случае вам понадобятся сварные представители рассматриваемых комплектующих и сварочный аппарат.
Несомненные плюсы такого способа:
- Отсутствие необходимости наличия соединительных элементов на самой трубе. То есть, вы сможете заварить любой отрезок трубопровода.
- Высокие показатели надёжности и герметичности.
Но также есть и минусы:
- Сложность проведения демонтажа или замены в случае необходимости.
- Необходимость наличия специального оборудования и умения им пользоваться.
- Ограничивается металлическими изделиями.

Эллиптическая сварная заглушка
Конечно же, о том, что такой метод выдержит высокое давление речи и быть не может, но для перекрытия безнапорных участков его бывает вполне достаточно. Примечательно, что он отлично подходит и для профильных конструкций.


Как заделать течь в трубе холодной сваркой. Особенности применения состава
В зимнее время, когда наступает необходимость срочно заделать трещину в трубе или батареи отопления нужно придерживаться основных принципиальных правил работы с данной мастикой:
- перед нанесением на поверхность ее необходимо очистить от краски, ржавчины и обезжирить;
- очистка проводится не только в месте прорыва, но и по окружности трубы, поскольку для усиления места ремонта может потребоваться еще и дополнительное усиление в виде бандажа;
- участок, подлежащий ремонту необходимо отключить от системы отопления, и подождать когда температура трубы достигнет комнатной температуры;
- ни в коем случае не следует нагревать дополнительно участок склеивания.


Непосредственно перед применением состава нужно внимательно изучить инструкцию к составу. Много важной информации имеется в ней, например, важно знать о максимально допустимой температуре, при которой можно использовать состав, основной компонент, входящий в состав мастики, какие особенности имеет состав в плане применения, какой металлизированный наполнитель используется.
Если проанализировать рынок всех видов холодной сварки, то станет ясно, что самыми доступными выступают низкотемпературные составы, которые имеют максимальную рабочую температуру в 50-100 градусов, и ничем особым кроме как надежным соединением повреждений при нормальной температуре не выделяются. Более дорогие составы, к примеру, которые могут выдерживать максимальную температуру свыше 200, а то и 1000 градусов обладают отличной пластичностью и способны расширяться, так же как и сами склеиваемые детали. Такие составы, отлично подходят для устранения протечек систем индивидуального и централизованного отопления. Внимание! При экстренном ремонте повреждения трубы или батареи можно использовать для временного закрытия течи и самые дешевые смеси, ведь для временного закрытия протечки на 2-3 дня будет достаточно и них.