Хочу варить 2 мм профили инвертором. Как правильно сваривать тонкие профильные трубы своими руками
- Хочу варить 2 мм профили инвертором. Как правильно сваривать тонкие профильные трубы своими руками
- Каким электродом варить металл 4мм. Диаметр
- Каким электродом варить метал. 5мм. Общие принципы сваривания тонких листов металла инвертором
- Каким электродом варить металл 3 мм. Техники и методы сварки тонких листов металлов
- Электроды 2 мм применение. Сварочные работы с тонкостенным металлом (до 2х мм) - выбор электродов, технология процесса
Хочу варить 2 мм профили инвертором. Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Перед электросваркой необходимо оптимально выбрать ток — для этого используют короткие обрезки профильных труб, сваривая которые экспериментальным путем подбирают нужный режим.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали.
При смене полярности электрод будет нагреваться сильнее, что может привести к прогоранию шва, поэтому при электросварке тонкостенных изделий следует использовать прямую полярность.
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.

Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
Каким электродом варить металл 4мм. Диаметр
Выбор электродов для сварки инвертором по диаметру определяется толщиной обрабатываемой заготовки по следующей закономерности:
Чем толще слой свариваемого металла, тем больше должен быть по диаметру электрод, и тем выше должно быть значение силы тока, выдаваемой сварочным оборудованием. К примеру, если для 2-миллиметрового экземпляра достаточно в среднем 50 А, то для 3-мм-го понадобятся уже 80 А, а для 4-мм-го – порядка 120-140 А и т. д. Как правило, задаваемые электротехнические параметры указаны на заводской упаковке изделия.
Полезная информация! На каждый 1 мм диаметра сердечника в среднем прибавляется по 25-40 А. Эта величина прибавки силы тока аппарата во многом зависит от техники сварки. При безотрывном способе его значение минимально, а при отрывном – максимально.
Факторы, определяющие качество соединения
Для создания качественного сварного соединения недостаточно знать, чем различаются электроды для сварки инвертором, какие лучше выбрать для конкретных условий применения. Необходимо также иметь представление о том, что влияет на результат сварных работ. Это в первую очередь следующий ряд факторов:
- Профессионализм сварщика.
- Техническое состояние расходников.
- Исправность аппарата.
Первый фактор является основным и определяющим. Так как неумелый и неопытный специалист не сможет сделать качественного соединения даже при соблюдении всех правил подбора условий, подготовки материалов и расходников. Профессиональный сварщик должен иметь достаточный опыт работы с разными электродами, материалами, типами швов, чтобы выполнить по-настоящему качественное соединение.
Каким электродом варить метал. 5мм. Общие принципы сваривания тонких листов металла инвертором

Способ сварки внахлест.
Сварка тонкого листового металла будет успешной, если заранее выставить точные настройки на сварном аппарате:
- при толщине металла 0,5 мм сила тока должна равняться 10А, а диаметр электрода ‒ 1 мм;
- при толщине металла 1 мм сила тока должна равняться 25-35, а диаметр электрода ‒ 1,6 мм;
- при толщине металла 1,5 мм сила тока должна равняться 45-55, а диаметр электрода ‒ 2 мм;
- при толщине металла 2 мм сила тока должна равняться 65, а диаметр электрода ‒ 2 мм;
- при толщине металла 2,5 мм сила тока должна равняться 75, а диаметр электрода ‒ 3 мм.
Прекрасно зарекомендовали себя в данной сфере инверторные агрегаты, позволяющие сваривать металл переменным напряжением и с высокой частотой.
Если настройки сварочного аппарата позволяют, нужно выставить уровень стартового напряжения меньшего значения, нежели рабочий ток приблизительно на 20%. Это позволит устранить пропаленные участки при розжиге электродуги и поможет начинать сварку непосредственно в месте соединения.
Если нет возможности отрегулировать стартовый ток вручную при дуговой сварке, можно зажечь электрод на толстой поверхности, а потом перенести его на стык.
Особенностью сварки тонкого металла инвертором считают необходимость работы на малых токах, для чего настройки агрегата поддерживают рабочие значения амперметра на уровне 10-30 А.
Когда минимальное значение регулируемой величины превышает эти параметры, понизить силу тока можно с помощью дополнительного сопротивления в цепи. Для этого пружину из высокоуглеродистой стали помещают между изделием и кабелем массы.
Также в такой ситуации может помочь установка балластника для понижения тока до актуального уровня.
Если в настройках агрегата присутствует импульсный режим, можно воспользоваться этой функции. Чрезмерно тонкие листы стали нужно сваривать прерывистой дугой. Точечная сварка выполняется следующим образом: импульсный ток автоматически разрывает дугу, предоставляя металлической поверхности время, чтобы остыть.
Каким электродом варить металл 3 мм. Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.

Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.

Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла ? Вещь нужная и для освоения сварки подходящая.
Электроды 2 мм применение. Сварочные работы с тонкостенным металлом (до 2х мм) - выбор электродов, технология процесса

В своей профессиональной деятельности любой сварщик рано или поздно встретится с тонколистовым металлом. Это может быть любой металлический лист с толщиной до 2 мм.
Встречается он достаточно часто, например, из него изготавливаются профилированные трубы.
Работа такого типа не является самой сложной из сварочных работ, она не требует большой мощности аппарата и электродов большого диаметра, однако есть нюансы, которые необходимо учитывать, иначе сварной шов не получится качественным.
В этой статье мы расскажем об тонкостях работы с тонколистовыми металлами.
Особенности сварки
Главная неприятность, с которой вы можете столкнуться при этом виде сварки – тонкий металлический лист при нагреве может прогореть.
При длительном нагреве в нем могут образовываться отверстия, поэтому варить надо быстро. Силу тока выставляйте небольшую, дугу лучше использовать короткую.
Неудобством будет то, что такая дуга может погаснуть при отрыве от поверхности, поэтому производить сварку следует при помощи аппаратов с высокими вольт-амперными данными.
Также высокая температура может вызвать волнообразную деформацию листа, поэтому старайтесь не перегревать его.
Как мы уже сказали, производить такую сварку необходимо с использованием короткой дуги. Выбирая электродные стержни для сваривания надо учитывать тип свариваемого металла, его толщину.
Например, для сваривания листа толщиной 1 -1,5 мм берем электродные стержни с диаметром 2 мм.
Варить надо стараться быстро и непрерывно, не отрывая электрод от металла, в то же время, не допуская перегревания листа и его прожига. Рекомендованный ток для при таких работах – 40-60 А.
Виды дуговой сварки

Первый вариант мы уже описали, это непрерывное сваривание, при котором электрод ведется с постоянной скоростью. Однако этот способ подходит скорее для опытных сварщиков, так как правильную скорость выбрать не так уж и просто.
Будете варить слишком быстро – шов не проварится по всей длине, слишком медленно – лист перегреется, деформируется, либо образуется дыра.
Поэтому более популярным является следующий способ, при котором электрод периодически отрывается от поверхности. Третий способ – точечный.
При этом способе варят при помощи легких касаний. При каждом из этих способов надо обязательно следить за температурой в сварочной зоне и избегать перегрева металла.
Электроды для сваривания
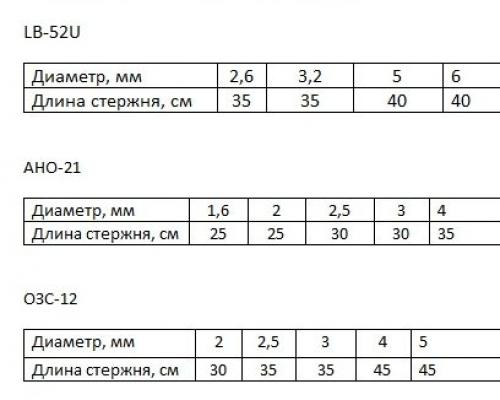
Выбор электродных стержней зависит от характеристик и свойств свариваемого металла, таких как толщина, температура плавления.
Важно чтобы температура плавления свариваемого материала была близка к температуре плавления электродного стержня. Выше мы представляем вам несколько таблиц, которые помогут вам правильно подобрать электрод.
Если нам необходимо варить низколегированные или углеродистые стали, тут нам помогут электроды марок МТГ-01К, МТГ-03. Еще они могут маркироваться как ЛЭЗ-МР.
Они нетребовательны к чистоте металла и могут сваривать загрязненные, окисленные, влажные поверхности.
Чаще всего их применяют для монтажных работ, например, сваривают стыки труб. Но не забывайте – результат при сваривании неподготовленного материала будет всегда хуже.
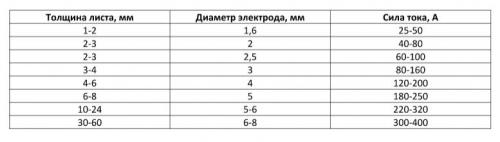
Значение силы тока устанавливаем, отталкиваясь от толщины листа. Зависимость тут прямая – чем толще лист мы варим, тем выше силу тока мы должны установить, чтобы его расплавить.
Ниже вы можете увидеть, как сила тока и диаметр электродного стержня зависит от толщины свариваемого листа.
Подготовка к сварке

Поверхность тонкостенного металла необходимо предварительно обработать до блеска, с помощью наждачной бумаги либо шлифовальной машины.
Для получения лучшего результата поверхности необходимо обезжирить с помощью растворителя. Чем лучше мы подготовим поверхность, тем качественнее шов мы получим.
После зачистки располагаем листы на ровной поверхности, избегая зазоров между ними, фиксируем их в таком положении.
Для этого применяют струбцины всех типов. Затем с помощью небольших швов через каждые 10 см соедините детали.
Это будет препятствовать смещению или изгибу тонкостенных поверхностей. Теперь можно проводить окончательную сварку.
Инверторы
Для сваривания тонколистовых металлов лучше всего подходят аппараты инверторного типа. Правильно настроенный инвертор поможет вам добиться хороших результатов.
Преимущество таких аппаратов в том, что мы можем работать, установив на них обратную полярность. При этом электрод нагревается сильнее, а металл слабее, что уменьшает риск его прожига.
Для качественной инверторной сварки рекомендуется использовать электродные стержни с диаметром 1,5 - 2мм, с достаточным коэффициентом плавления.
Ток необходимо установить 30-45 А для 1,5 мм и 40-60 А для 2мм. Для уменьшения нагрева свариваемых поверхностей, их необходимо установить вертикально, под углом 30-40 градусов, варить необходимо сверху вниз.