Как грамотно раскроить отвод. Разновидности отводов
- Как грамотно раскроить отвод. Разновидности отводов
- Шаблон для отвода 90 градусов. Как сделать сварной отвод по чертежам?
- Как сделать отвод 90 градусов из жести. Отвод трубы 90 градусов ГОСТ 17375-2001 100 мм, 159 мм
- Изготовление отводов из оцинковки. Изготовление отводов из оцинкованной стали своими руками
- Программа для раскроя отводов. Раскрой скачать программу
- Отвод труба. Отвод (трубы)
Как грамотно раскроить отвод. Разновидности отводов
Независимо от производителя, все канализационные отводы соответствуют принятым стандартам. Благодаря этому значительно легче осуществлять проектирование систем канализации, приобретение отдельных ее составляющих и соединение их в рабочую систему.
Угловые элементы могут быть разных моделей: они отличаются особенностями конструкции и стоимостью
 Полиэтиленовые
Полиэтиленовые
Для их изготовления применяют черный материал. Соединение осуществляется с помощью муфт или же встык.
Муфты оборудуются специальной спиралью в процессе фабричного изготовления: ее прогревают сварочным аппаратом для герметичного соединения.
Для соединения встык торцы отвода и трубы нагреваются и стыкуются до окончательного застывания материала.
 Отводы ПВХ
Отводы ПВХ
Они являются самыми распространенными. Соединение их производится надеванием на гладкую трубу раструба.
Плюсом их является отсутствие надобности в специальном оборудовании, а также более высокая скорость монтажа всей системы.
Конструктивные элементы для внутреннего применения (внутри помещения) имеют серый цвет, а для наружного (отвод канализации в частном строении) они окрашены в коричневый.
В противном случае долгая и качественная эксплуатация работы канализационной системы не гарантирована. В отдельных случаях в схему включают специальные переходники.
Полипропиленовые
Обладают гладкими концами и раструбами для стыковки между собой.

Их можно использовать только в комплексе с трубами из аналогичного материала. Главное назначение изделий – отвод сточных и грунтовых вод. Могут пропускать воду со скоростью до 7 метров в секунду.
 Отводы для труб гофрированных
Отводы для труб гофрированных
Данные элементы с каждой стороны обладают уплотнительными кольцами, а соединяются посредством муфт.
Наружная часть элемента в месте перегиба имеет меньший диаметр.
Используются для стыковки разных труб с применением уплотнительных манжет.
Отводы Вавин
Это отдельно запатентованная система, представляющая собой особый вид. На гофрированном элементе с наружной стороны расположена треугольная выемка, выполняющая функцию замка.

Эти изделия изготавливают из материала высокого качества, который выдерживает повышенное давление. Такие изделия гарантированно служат до 50 лет.
 Отводы Магнум
Отводы Магнум
Могут иметь угол перегиба 90 и 45 градусов. Главная отличительная особенность – в них не предусмотрены скругления, поэтому они чреваты возникновением засоров.
Шаблон для отвода 90 градусов. Как сделать сварной отвод по чертежам?
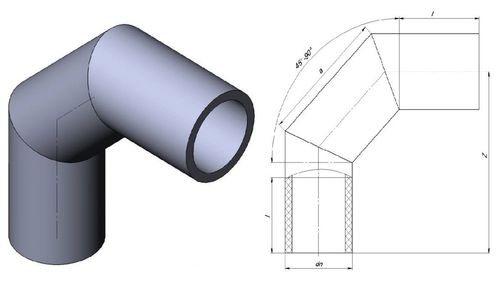
Cварные отводы , состоящие из звеньев и стаканов изготавливаются из труб или из листового материала, которые предварительно размечаются, с тем чтобы определить линии сопряжений, по которым элементы обрезаются, затем стыкуются и свариваются.
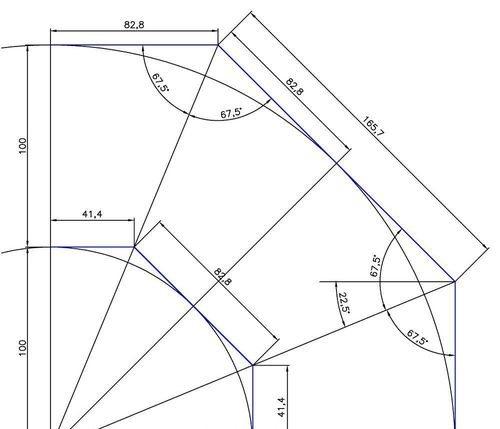
Изготовление шаблона и разметка по нему производятся следующим образом: на листе бумаги, картона, паронита или толи вычерчивают развертку всего элемента фасонной части или его конца с линией сопряжения. Затем развертка обрезается ножницами, образуя шаблон, который накладывается на размечаемую трубу и обводится мелом; по мелу вырезается нужный элемент или его часть.
Предлагаемая нами таблица Excel позволяет получить размеры для построения шаблона (развёртки) для изготовления элементов отвода с любыми . характеристиками.
Введите в жёлтые ячейки таблицы характеристики отвода, длину отрезков на оси X и вы мгновенно получите ординаты и абсциссы точек построения.
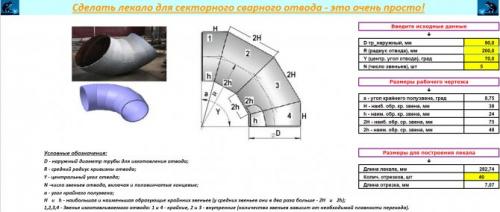
Перенесите эти точки на паронит или картон и плавно соедините их между собой.
Вы получили лекало крайнего полузвена отвода.
Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.
Правильно изготовленное лекало, свёрнутое кольцом и уложенное на плоскость не имеет зазоров.
При разметке звеньев необходимо иметь в виду следующее:
1. Число звеньев n , ширина шейки b , радиус отвода R должны соответствовать техническим условиям и месту, куда устанавливается фасонная часть. Так, например, «Технические условия на производство и приемку работ по устройству газовых сетей городов, населенных пунктов и промышленных предприятий» СН 117-60, пункт 159, предусматривают, что радиусы сварных отводов должны быть не менее одного диаметра. В «Технических условиях на производство и приемку работ по устройству тепловых сетей» СН 108-60, пункт 125в, указывается, что радиусы сварных отводов должны быть не менее 1,5 диаметров. Теми же ТУ СН 108-60, пункт 126, предусмотрено, что ширина шейки b должна быть не менее 50 мм.
2. При пользовании предложенными методами разметки не должно получаться отходов или неиспользованных труб. При вырезке звеньев из листового материала в целях рационального его использования разметку звеньев следует производить так, чтобы они располагались на листе, как указано на рис. 2. В этом случае после вырезки и сварки звеньев сварные швы будут располагаться как на шейке, так и на затылке звена или стакана. В тех случаях, когда отводы изготовляются из толстого листового материала (толщиной более 2 мм), рекомендуется материал предварительно свальцевать и превратить в трубу, а затем произвести разметку, вырезку и сварку нужных элементов.
Совет 1
. Никогда не верьте ГОСТовскому диаметру трубы. Перед тем, как изготавливать шаблон, определите длину шаблона. Плотно оберните выбранный материал вокруг трубы, сделайте засечку, разверните будущий шаблон и замерьте длину окружности. Меняя при вводе в таблицу значение диаметра трубы добейтесь совпадения измеренной длины с расчётной длиной шаблона. На трубе, предназначенной для изготовления отвода мелом нанести диаметрально противоположные образующие. Разметку, сварку производить с точной к ним привязкой.
Совет 2. Очень важно. Резка труб должна производиться так, чтобы пламя резака (струя кислорода) двигалось в плоскости предполагаемого сечения. Представьте, что вы режете колбасу ножом. Такова должна быть плоскость реза. А на практике резак всегда держат перпендикулярно трубе и на шейках вырезанных звеньев получаются огрехи: на малой шейке — подрез металла, а на большой — «шишка». При стыковке секторов с этими «шишками» в середине появляется пустота, зависящая от толщины стенки трубы. Если сварщик примет решение оставить «шишки» и заварить пустоты, то накладывая «шишку» на «шишку» Вы неизбежно измените длину большой шейки и, как следствие, угол отвода. Изделие будет испорчено. «Сдуйте» шишки или сточите, сделайте доводку, сверяясь по шаблону и после этого разделывайте кромки под сварку. Поставьте элемент на плоскость — зазоры должны быть минимальными.
Как сделать отвод 90 градусов из жести. Отвод трубы 90 градусов ГОСТ 17375-2001 100 мм, 159 мм
Металлические трубы различного назначения используются повсеместно. А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы. Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180О. Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.
Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.

Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.

Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.

Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.

Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Изготовление отводов из оцинковки. Изготовление отводов из оцинкованной стали своими руками
Если вас интересует вопрос, как сделать трубу из оцинковки своими руками, значит, вы хотите сэкономить на строительстве. Действительно, изготовление самодельных жестяных конструкций – это разумная альтернатива фабричным водостокам, дымоходам и вентиляционным кожухам. Как практически выполнить работу, расскажет данная статья.
Характеристики материала
Оцинкованные конструкции делаются из жести. Материал представляет собой листовую прокатную сталь толщиной 0,1 — 0,7 мм.
Из мягкого материала формируются изделия сложной формы
Изготовление листов происходит на прокатных станках, но полученная таким образом продукция нуждается в дополнительной защите. Поэтому ее покрывают материалом, устойчивым к коррозии. В конечном итоге, потребители получают стальной лист, шириной 512-1000 мм, который имеет микронное покрытие хромом, оловом или цинком.
Продукт характеризуется пластичностью, что позволяет обрабатывать жесть ручным способом. Причем, если на материале накатаны ребра жесткости, по прочности он не уступает стальным аналогам. По этим причинам жесть используется при изготовлении изделий сложной формы.
Необходимые инструменты
Мягкий и пластичный материал легко поддается изгибу, поэтому изготовление труб из оцинковки производится с помощью простых инструментов:
- Ручных ножниц по металлу. Таким инструментом можно без усилий разрезать жесть, максимальная толщина которой составляет всего 0,7 мм.
- Молотка с мягким бойком. Эту роль может исполнять деревянный молоток или инструмент из металла, на ударной части которого находится резиновая накладка.
Для работы понадобится деревянный молоток
Обратите внимание! Молоток с бойком из металла в данном случае не подходит. Он может деформировать тонкий лист оцинкованной жести и испортить изделие.
- Плоскогубцев. Несмотря на мягкость, тонкий металл согнуть руками невозможно.
Помимо инструментов вам понадобится оборудование:
- Верстак, с помощью которого производится разметка и резка заготовок.
- Калибрующий элемент в виде стальной трубы диаметром 100 мм или уголка с величиной сторон 75 мм.
Важно! Калибрующие элементы следует жестко закреплять, поскольку на них производится заклепка стыковочного шва будущих водостоков или коробов.
В процессе разметки заготовок не обойтись без измерительных инструментов – металлической линейки, рулетки, угольника или разметчика (остро заточенного стального стержня с закаленным концом).
Изготовление труб из оцинковки своими руками
Изготовление кожухов и цилиндров из оцинкованной стали включает три этапа:
- Подготовительный. Начинается с разметки и заканчивается вырезанием готовой «выкройки».
- Формовочный. В это время происходит формирование заданного профиля дымохода или вентиляционного короба.
- Финальный. На данном этапе противоположные края заготовки соединяются между собой.
А теперь подробно остановимся на поэтапном изготовлении трубы из оцинковки ручным способом.
Выкраивание заготовки
Жесть легко разрезать ножницами
Возьмите лист оцинкованной жести и сделайте эскиз изделия. Далее действуйте таким образом:
- Вырежьте полученный мерный кусок листа, на котором вы начертили контур необходимого вам изделия.
- Раскатайте на ровном участке верстака лист оцинковки. Отмерьте от верхнего края величину длины короба и сделайте там отметку.
- Возьмите угольник и от метки длины изделия проведите линию перпендикулярно боковой кромке листа.
- Отметьте на верхней кромке заготовки и отмеченной линии длины изделия величину периметра вентиляционного короба или окружности цилиндра дымохода.
Обратите внимание! Фактическую величину окружности или периметра нужно увеличить на 15 мм для образования стыковочных кромок.
- Соедините полученные отметки сверху и снизу.
- Вырежьте «выкройку» из листа, сделав боковой и продольный надрез.
На заметку! Для измерения окружности трубы для дымохода из оцинковки воспользуйтесь рулеткой или вычислите ее по диаметру изделия, воспользовавшись школьной геометрической формулой. Для определения периметра суммируйте все стороны короба.
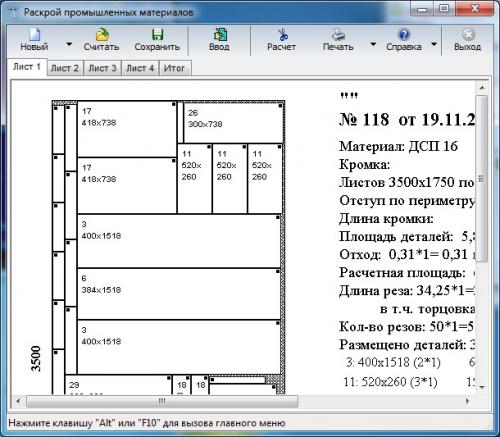
Программа для раскроя отводов. Раскрой скачать программу
Программа позволяет на предприятиях по производству мебели создавать план раскроя листового типа. Программа простая в использовании на любом компьютере.
Функционал программы.
- С помощью программы можно быстро изготовить рулонные и листовые материалы;
- Программа рассчитана на работу пользователя с любым опытом работы с компьютером;
- Есть функция раскроя с удалением лишних кусков листа;
- Поддерживается ОС Windows, начиная с версии XP и завершая версией 10.
Пользователь может указывать подходящие размеры, производить расчеты, создавать и сохранять проекты. Дополнительное удобство создается путем добавления всей информации о заказе в базу данных. В ходе работы можно внести информацию о деталях, материале и готовности заказе. При указе параметров пользователем программа сообщает о правильности данных. Чертежи можно наносить на дерево, стекло и металл, исключая лишние затраты материала.
В базе данных хранится вся информация, поэтому весь не переработанный материал идет на вторичное использование.
Особенности программы заключается в следующем:
- Каждая деталь имеет символьное название;
- Есть возможность добавить дополнительный набор листов к основному при следующей обработке;
- При расчете можно объединить заказы для экономии расходных материалов;
- Для каждого материала имеется база данных. При выборе необходимого материала программой предлагается параметры листа.
Описание программы.
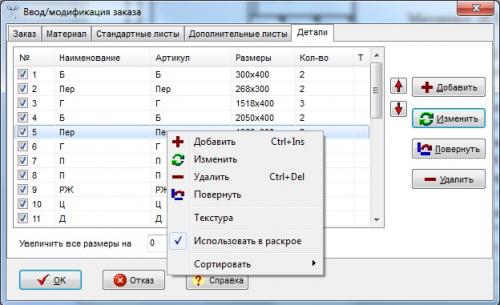
Программу Раскрой пользователь может скачать бесплатно. В начале работы необходимо задать параметры деталей, которые будут вырезаться. Программа при этом подбирает необходимые параметры для предотвращения образования большого количества излишек материала.
Все резы, которые производятся во время работы, осуществляются по горизонтали или по вертикали. При расчете раскроя программа автоматически ведет учет определенного материала.
Программа снабжена удобным интерфейсом на русском языке, легким в использовании для любого пользователя. Данная программа существенно сэкономит время и поможет произвести различные расчеты проекта. На любом этапе есть возможность внесения изменений в параметры, что значительно оптимизирует процесс резки материала. С программой вероятность совершения любых ошибок значительно сокращается. Для фирм, занимающихся резкой стекла, дерева и иного материала такая программа просто необходима.
Отвод труба. Отвод (трубы)
Отво́д — изделие, предназначенное для изменения направления потока жидкости (газа) в трубопроводе .
Изготавливается из чугуна, стали, пластика и так далее.
- Изготавливаются по ГОСТ 17375-2001 (типа 3D с радиусом гиба примерно 1,5 Ду; исполнения 1 и 2) и по ГОСТ 30753-2001 (типа 2D с радиусом гиба примерно 1 Ду; исполнения 1 и 2). Исполнение 1 сделано на базе иностранных стандартов (DIN) и выпускается в России в основном диаметрами от 21,3 мм до 48,3 мм. Исполнение 2 является наиболее частоиспользуемым. Хотя в ГОСТах заложены все типоразмеры, в России по ГОСТ 17375-01 отводы изготавливаются диаметром от 32 мм до 426 мм. Если нужен отвод с подобной геометрией диаметром выше 426, то обычно (исходя из условий эксплуатации) применяют отводы штампосварные (ОКШ) или сварные секционные (ОСС), а по ГОСТ 30753-01 — изготавливаются отводы диаметром 530, 630, 720 и 820 мм. Также крутоизогнутые отводы изготавливаются по ОСТ 34.10.699-97 (для ТЭЦ и атомной промышленности из черных сталей), по ОСТ 34.10.418-90 (для ТЭЦ и атомной промышленности из нержавеющих сталей), а также по различным ТУ с геометрией по ГОСТ 17375-01 из нержавеющих сталей.
Отводы гнутые бывают холодногнутыми, которые изготавливаются по ГОСТ 24950-81 с большим (от 15 м) радиусом гиба и горячегнутыми, которые изготавливаются по ТУ 102-488-95, ТУ 102-488-05, ТУ 51-515-91 и другим ОСТ и ТУ с радиусами гиба от 1,5 до 20Ду.
| |