ПРИСПОСОБЛЕНИЕ для сварки труб. Установочные механизмы
- ПРИСПОСОБЛЕНИЕ для сварки труб. Установочные механизмы
- Вспомогательные приспособления для сварки. СВАРОЧНЫЙ ПОСТ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМИСЯ ЭЛЕКТРОДАМИ
- Сварочные приспособления это. Какие приспособления применяются для качественной сварки?
- Центратор для сварки труб. Внутренние
- Инструменты и приспособления для сварки. Инструменты и принадлежности сварщика
- Универсальные сборочно-сварочные приспособления. Современная оснастка УСП (Универсальные Сборочные Приспособления). Обзор.
- Сборочно-сварочные приспособления виды. Струбцины, зажимы
- Приспособление для сборки труб. Сборочно-сварочные приспособления
ПРИСПОСОБЛЕНИЕ для сварки труб. Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники . Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе . Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов . Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.

Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Вспомогательные приспособления для сварки. СВАРОЧНЫЙ ПОСТ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМИСЯ ЭЛЕКТРОДАМИ
Специально оборудованное рабочее место для сварки называют сварочным постом.
Сварочный пост (рисунок 38) состоит из сварочного аппарата - источника питания дуги электрическим током, комплекта сварочных проводов, электрододержателя и собственно самого рабочего места, на котором работает сварщик. При постоянном расположении сварочный пост называют стационарным постом, при переменном - передвижным.

Рисунок 38 - Сварочный пост для ручной дуговой сварки 1 - источник питания; 2 - ящик для электродов; 3 - ящик для инструмента; 4 - стеллажи для деталей и готовых сварных узлов; 5 - стул сварщика; 6 - стол сварщика; 7 - печь для прокалки электродов
Пост дуговой сварки постоянного тока включает:
- источник питания постоянного тока;
- балластный реостат;
- амперметр и вольтметр постоянного тока;
- сварочные провода;
- комплект инструментов сварщика: электрододержатель, маска (щиток), щетка металлическая, зубило-молоток, клеймо сварщика, пенал для электродов.
Пост сварки переменного тока отличается источником питания и типом измерительных приборов. Балластный реостат отсутствует.
Стационарные сварочные посты размещают в цехах для изготовления сварных строительных конструкций. К посту подают собранную под сварку конструкцию, и при выполнении нескольких сварных швов сварщик передвигается и его рабочее место меняется от шва к шву, а источник питания током и пусковая аппаратура остаются на месте. Передвижение сварщика может быть в пределах длины сварочного кабеля - не более 30 - 40 м; при большей длине растет падение напряжения в сварочной цепи, что препятствует нормальному процессу сварки.
При сварке небольших изделий сварочный пост оборудуют в открытой сверху кабине размерами в плане 2000 2000 мм; 2000 3000 мм и высотой не менее 2 м, которую изготавливают из любых несгораемых материалов (тонкие стальные листы, асбестоцементные плиты и т. п.). Вход в кабину делают в виде штор из брезента с огнестойкой пропиткой, а пол - из огнестойких материалов. Между стенками кабины и полом должен быть зазор не менее 50 (обычно 150 - 300) мм для вентиляции. Кабины должны освещаться естественным или искусственным светом (80 - 100 лк), вентилироваться (воздухообмен 40 м3/ч) и иметь местную вентиляцию. В кабине устанавливают металлический сварочный стол высотой 0,5 - 0,6 м (для работы сидя) или 0,9 м (для работы стоя). Вместо стола может быть установлен кантователь, позиционер или другое механическое оборудование, облегчающее поворот изделия для удобства сварки.
Сварщику необходим набор инструментов и принадлежностей и он должен быть обеспечен средствами личной защиты и спецодеждой.
Инструменты и принадлежности .
К инструментам сварщика относятся:
1) Электрододержатель, от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (не более 0,5 кг) и удобным в обращении.
2) Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
3) Сварочные провода, по которым сварочный ток поступает от сварочного аппарата к месту работы марки ПРГ, АПР, ПРГД, КГ, КОГ и др. с резиновой изоляцией.
К принадлежностям сварщика относятся:
- стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки;
- молоток с заострённым концом для отбивки шлака со сварных швов и для поставки личного клейма;
- зубило для вырубки дефектных мест сварного шва.
Для замера геометрических размеров швов сварщику выдают набор шаблонов или универсальный шаблон сварщика УШС (рисунок 39).
Шаблон сварщика универсальный предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного шва.
Обозначение: «Шаблон сварщика универсальный УШС 3 модели 00314 ТУ 3936-050-00221190-99». Основные технические характеристики шаблона:
- диапазон измерения глубины дефектов (вмятин, забоин) глубины разделки шва до корневого слоя, превышения кромок (шкала Г), 0 - 15 мм;
- диапазон измерения высоты усиления шва (шкала Г), 0 - 5 мм;
- диапазон измерения величин притупления и ширины шва (шкала Е), 0 - 50 мм;
- диапазон измерения величины зазора (шкала И), 0,5 - 4 мм;
- диапазон измерения углов скоса кромок (шкала Д), 0 - 45 град.;
- номинальные значения диаметров электродов, измеряемых шаблоном (пазы Ж): 1; 1,2; 2; 2,5; 3; 3,25; 4; 5 мм;
- масса (не более), 0,18 кг.
Устройство и принцип работы.
Шаблон состоит из основания 1, соединенного осью 4 с движком 2 и закрепленного на движке указателем 3 (рисунок 39).

Сварочные приспособления это. Какие приспособления применяются для качественной сварки?
Каждому мастеру хорошо известно, что для качественного выполнения работы, к ней необходимо правильно подготовиться. Особенно это касается сварки, в которой большая часть времени тратится не на соединение изделий, а на их правильное расположение относительно друг друга.
Приспособления для сварки помогут закрепить в требуемом положении отдельные детали или всю конструкцию.
Главные виды сборочно-сварочных приспособлений
Для получения качественного шва детали изделия необходимо правильно расположить их в пространстве относительно друг друга. Чтобы сделать данное действие, применяются специальные приспособления различных видов для сборки и сварки.
Они разделяются на:
- сборочные;
- сварочные;
- сборочно-сварочные.
 Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Сварочные приспособления применяются для соединения заранее собранных изделий, зафиксированных в определенном положении. К ним также можно отнести зажим массы. Третий вариант позволяет совмещать перечисленные выше две операции.
Стоит отметить, что сборочные механизмы должны допускать свободное перемещение частей конструкции. В процессе работы они будут нагреваться, и их размеры могут меняться.
Если детали будут располагаться вплотную друг к другу без возможности перемещения, тогда могут произойти деформации, возникающие из-за термического воздействия.
При работе с крупными деталями, обладающими малой жесткостью, инструменты должны обеспечивать возможность соединения только кромок деталей, а не всей конструкции целиком.
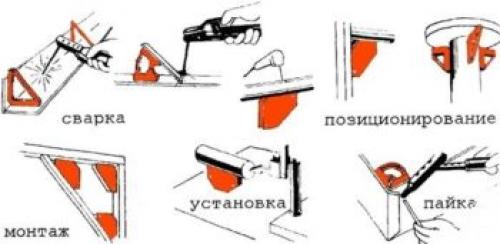
При планировании сварочных работ, необходимо заранее предусмотреть возможность доступа к местам соединения. В случае расположения деталей под прямым углом, следует использовать угловые зажимы. Если есть возможность, можно прихватить части конструкции точечной сваркой.
Затем достаточно накинуть на изделие клеммы массы сварочного аппарата и можно приступать к работе. Иногда можно воспользоваться и массой самих деталей. Под своим весом они могут достаточно надежно расположиться в необходимой конфигурации.
Однако данный вариант не всегда применим, поэтому всегда лучше иметь под рукой клещи для сварки.
Установочно-закрепляющие устройства
Для того, чтобы мастер мог качественно выполнить свою работу, зачастую соединяемые детали необходимо закреплять определенным образом. В простых мастерских широко используются универсальные устройства, позволяющие решать данную проблему.
Самыми популярными механизмами являются те, которые позволяют одновременно устанавливать и закреплять части конструкции.
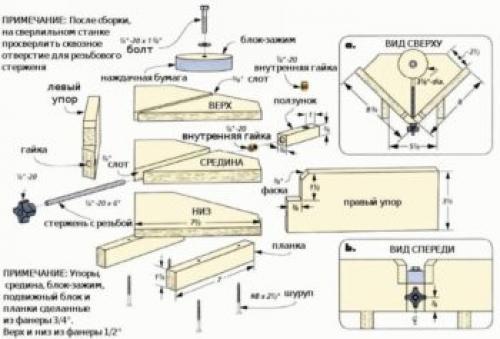
Схема струбцины для сварочных работ.
Для этого используются следующие сварочные приспособления:
- угловые зажимы;
- тиски для сварки;
- зажимы с фиксатором и т.д.
Если предстоит работать с крупными деталями, то для этого мастерят специальную раму. На нее устанавливают изделия под углом 90 градусов. При такой укладке удается получить гарантированно верное расположение деталей на плоскости.
Угловая струбцина для сварки помогает выдержать прямой угол между частями изделия. Затем, используя клещи для контактной сварки, необходимо прихватить детали в нескольких местах. После выполнения этих операций на конструкцию можно накидывать клеммы массы для заземления и приступать к работе.
Если предстоит соединять мелкогабаритные детали, можно воспользоваться зажимом или ручными клещами для контактной сварки.
Приспособления с магнитами
Магнитные прижимы относят к установочно-крепежным механизмам. Это значит, что они позволяют правильно расположить детали и закрепить их. Осуществляется данная операция с помощью сильных магнитных элементов.
Какие же преимущества обеспечивает данное приспособление для сварки? Давайте разберемся.
Сварка с помощью магнитных уголков.
К основным достоинствам можно отнести:
- возможность быстрого соединения деталей;
- установка деталей под разными наклонами за счет использования магнитного уголка для сварки;
- значительное уменьшение времени на подготовительные работы;
- небольшие габариты;
Главным недостатком подобных приспособлений является ограничение их применения в зависимости от материала. Немагнитные металлы, дерево и т.п. не позволяют применять магниты.
С другой стороны, магнитные сварочные приспособления позволяют закреплять детали под любым углом друг другу, и они являются более универсальными, чем, например, струбцины.
Магнитные прижимы являются действительно удобными механизмами, которые позволяют исключить громоздкие фиксаторы и необходимость использования контактной сварки.
Центратор для сварки труб. Внутренние
Такие инструменты, в сравнении с внешними, отличаются сложной конструкцией. Это объясняется большей сложностью обеспечения соосности внутренних диаметров вместе с внешним. Принцип функционирования основан на оказании давления на стенки изнутри. В маркировке используется буквенное обозначение «ЦВ».
Значительное отличие внутренних центраторов от наружных состоит в том, что они рассчитаны на использование как при сварке, так и при эксплуатации трубопровода.
Во втором случае они служат для устранения прогиба под воздействием просадки грунта и собственным весом. Для большинства моделей эти возможности обеспечивает гидравлический привод. Причем предусмотрено регулирование скорости движения гидрозажимов, вследствие чего в системе управления гидроприводом используются двигатели постоянного тока.
Модели с ручным приводом рассчитаны на сварку конструкций внутренним диаметром до 300 мм, а обычные рассчитаны на трубопроводы более 2000 мм.
Специализированные модели для труб малого диаметра отличаются наличием пружинного зажима. По конструкции они аналогичны наружным центраторам для бурения нефтяных и водных скважин.
Принцип работ состоит в надвигании с использованием грузозахватного механизма трубы на вторую, в торце которой размещен центратор. Далее гидравликой создает требуемое усилие прижима. После этого можно начинать сварку. При этом необходимо наличие вентилятора ввиду сильного нагрева при работах.

Центратор внутренний применяемых при сварке труб с пенополиуретановым покрытием, используемых в магистральных сетях отопления и водоснабжения. Данный материал выполняет роль изоляции и служит для размещения кабеля, контролирующего состояние трубопровода. Поверх него наносится термостойкая оболочка. Ввиду этого сварка возможна исключительно с внутренней стороны.
Инструменты и приспособления для сварки. Инструменты и принадлежности сварщика
Инструменты сварщика ручной дуговой сварки и принадлежности
Помимо сварочного инвертора или трансформаторного аппарата для сварки, сварщик пользуется ещё, достаточно большим количеством инструмента. Это и всем известная болгарка, и струбцины, и молоток для шлака, куда же без него.
В этой статье сайта про ручную дуговую сваркубудет приведён список инструментов и принадлежностей для сварщика. Статья будет полезна, в первую очередь, начинающим электросварщикам, которые только познают азы удивительной, и в тоже время сложной профессии — сварщика.
Инструменты сварщика ручной дуговой сварки
Рабочее место сварщика — называется сварочным постом. Пост может быть стационарным или передвижным, он состоит из источника дуговой сварки и инструментов для выполнения сварочных работ.
К инструментам и принадлежности сварщика относятся:
Автоматическая маска или затемняющий щиток — защищает лицо сварщика и глаза от вредного воздействия ультрафиолета. Если варить без маски, то быстро ослепнешь, поэтому термин «нахватался зайчиков», это про сварщиков.

Сварочный аппарат — он может быть переменного или постоянного тока, с подачей газа или без. Аппарат для электросварки самый главный инструмент, друг и помощник сварщика. Тех, кто умело пользуется сварочным аппаратом, ценят, и ласково называют «мастак». Такие сварщики всегда в почёте и в цене, ведь они могут заварить все, начиная от лопаты и заканчивая швеллером.
Держатель электрода или электрододержатель — не менее важный инструмент сварщика ручной дуговой сварки. Держак для сварки должен быть удобным и лёгким в работе, весить не больше 500-600 грамм. Тяжёлый и увесистый электрододержатель неудобен в работе, он сильно напрягает руку сварщика, что в свою очередь, мешает качественному проведению сварочных работ.

Сварочные провода — по ним ток для электросварки подводится к месту проведения работ. Провода для сварки должны быть не просто длинными, но и достаточно мощными, чтобы выдержать сварочный ток. Самыми распространёнными марками сварочных проводов, являются следующие марки: АПР, ПРГ, КОГ, КГ, ПРГД. Такие провода в обязательном порядке имеют качественную прорезиненную изоляцию.
Принадлежности сварщика
Молоток для отбивания шлака — такой себе небольшой молоточек, лёгкий и удобный в работе, с одной стороны которого имеется заостренный конец. Как раз острым концом и удобно отбивать шлак с металла во время сварки, особенно, если его очень много.

Щетка по металлу — куда же без щетки по металлу, поверхность которого должна быть очищена от грязи и ржавчины перед сваркой. От правильности подготовки металлических поверхностей, зависит качество сварочного шва и успех проделанной работы.
Шаблон сварщика УШС — предназначен для контроля над различными элементами электросварки, например, измерения глубины дефектов, высоты сварочного шва, а также многого другого.
Болгарка — угловая шлифовальная машина не относится к инструментам сварщика, однако, мало какой сварщик, способен обойтись в работе без неё. Резка металла, удаление окалин и шлифовка сварных швов, вот только малый перечень тех работ, которые выполняет сварщик с помощью болгарки.
Мой давний знакомый, сварщик, жить не может без болгарки, все время ею шлифует сварные швы. Мы уже ему говорили, мол, Максим, прочность конструкции из-за этого снижается, но ему абсолютно до лампочки, все точит и точит.
Струбцины — тут все понятно, и струбцины используются сварщиками для того, чтобы зафиксировать, какие-либо элементы металлоконструкции при сварке. Не у всех сварщиков есть помощники, поэтому струбцины являются незаменимым инструментом во время проведения сварочных работ.
Универсальные сборочно-сварочные приспособления. Современная оснастка УСП (Универсальные Сборочные Приспособления). Обзор.
Интерес к применению универсальной быстропереналаживаемой оснастки в современном меняющемся производстве неуклонно растет.В советские времена были разработаны целые стандарты (каталоги) оснастки УСП, они делились по типоразмерам УСП8, УСП12, УСП16 и довольно часто применялись в опытном, единичном, мелкосерийном и частично в среднесерийном типах производства.
Так к примеру… Универсально-сборные приспособления с шириной Т−образного шпоночного паза 16 мм (УСП−16) предназначены для обработки заготовок массой до 3000 кг и максимальными габаритными размерами 2400×2400×960 мм. Применяются в основном на предприятиях тяжелого машиностроения.Оснастка УСП тех времен позволяла переустанавливать детали с высокой степенью точности (до нескольких соток), состояла из базовых, корпусных, установочных, направляющих, прижимных и др. деталей и нормализованных узлов, различных по конструкции и назначению.Комплект УСП содержит 1500…25000 деталей. Из комплекта в 20000 деталей можно одновременно собрать 200-250 приспособлений, для изготовления деталей на различных станках.
Изготовление приспособления из деталей УСП включает в себя:
- Разработку схемы сборки приспособления в соответствии с видом технологической операции обработки детали и станка
- Сборку приспособления из нормализованных деталей
- Использование собранного приспособления для изготовления детали на станке
- Разборку приспособления
- Раскладку деталей УСП для хранения.
Применение УСП в 2-3 раза сокращает сроки технологической подготовки производства к выпуску нового изделия. Затраты на восстановление комплекта деталей УСП за год составляют 3,5% от всей себестоимости комплекта.Срок использования деталей и узлов УСП составлял примерно 10-25 лет (в зависимости от вида производства, интенсивности эксплуатации оснастки и т.д.)
Применение системы УСП позволяет:
а) расшить узкие места инструментальных цехов заводов;
б) увеличить коэффициент оснащенности производства путем применения приспособлений, замены сложных разметочных операций кондукторами из деталей комплекта УСП;
в) улучшить качество изготовления деталей машин;
г) повысить производительность труда;
д) расширить применение групповой обработки деталей;
е) организовать полное технологическое оснащение производства при минимальных затратах денежных и материальных средств и времени;
ж) сократить сроки подготовки производства и ускорить выпуск новых более современных машин.
К недостаткам УСП относятся:
- Обработка на пониженных режимах из-за ограниченной жесткости приспособлений;
- Большая масса приспособлений;
- Большие начальные капитальные затраты, то есть высокая начальная стоимость комплекта УСП;
- Ограничение габаритов обрабатываемых заготовок;
- Практически невозможно обработать заготовку с нескольких сторон;
- Ограничение точности обработки из-за погрешности компоновки приспособлений.
В нынешние времена производителями такой оснастки являются: Южно-Уральский Завод Универсально-Сборочных приспособлений и Технологической оснастки (ЮУЗ УСПиТО)Завод Специальной Взаимозаменяемой Технологической Оснастки (СВТО) Существуют также и зарубежные производители универсальной оснастки. Немецкий производитель AMF Среди номенклатуры элементов аналогично можно видеть и базовые детали, и установочные, и прижимные и т.д.Широта ассортимента порою просто удивляет.
Сборочно-сварочные приспособления виды. Струбцины, зажимы

При помощи струбцин и зажимов две детали соединяются между собой или притягиваются к основанию. Это помогает сократить зазор в месте соединения или обеспечить ровную плоскость при сборке крупного изделия. Струбцины бывают С-образными. У них есть собственный упор и ось с резьбой, при помощи которой все, что находится внутри С-образного корпуса, стягивается. Это отдельно применяемый инструмент, который можно независимо крепить на деталь или использовать для притягивания элементов конструкции к столу.
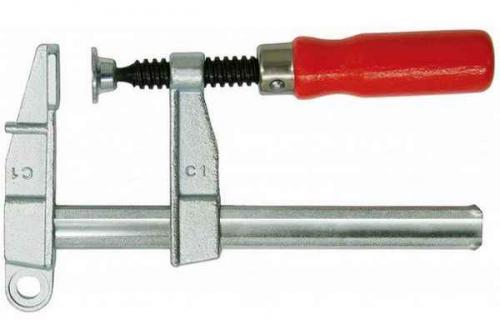
Второй вариант – свинговый зажим , применяемый только при наличие сварочного рабочего стола. Он закрепляется основанием через отверстие в столешнице, а верхняя Т-образная часть перемещается под углом 90⁰ относительно поверхности. Ручка регулирует силу прижима детали к столу. При помощи нескольких свинговых зажимов можно надежно зафиксировать большую конструкцию на рабочей поверхности и предотвратить ее выкручивание во время сварки.
Быстрозажимные струбцины имеют зубчатую рейку, при помощи которой две части сводятся друг ко другу. Но еще есть функция поднятия передвигающегося механизма, благодаря чему можно быстро изменить расстояние между «губками». Это значительно экономит время по сравнению с использованием С-образных струбцин с винтовым механизмом.

Ручные сварочные зажимы позволяют выставить фиксированное расстояние между «губками», чтобы надежно прижать две пластины, профиль или другие элементы, но при этом не сдавить их чрезмерно. Регулятор на торце ручки помогает выставить нужную силу прижима и зазор. Такие сварочные приспособления удобны для работы на весу, чтобы зафиксировать мелкие детали, прихватывая их к более крупным конструкциям.
Приспособление для сборки труб. Сборочно-сварочные приспособления
Сборочно-сварочные приспособления являются весьма важной оснасткой сварочного производства. Наряду с обеспечением требуемого взаимного расположения свариваемых деталей сборочно-сварочные приспособления обеспечивают: 1) уменьшение трудоемкости работ; 2) повышение производительности труда; 3) сокращение длительности производственного цикла работ; 4) облегчение условий труда; 5) повышение точности работ; 6) улучшение качества продукции; 7) сохранение заданной формы свариваемых изделий путем соответствугищего закрепления их в целях уменьшения деформаций при сварке.
Сборочно-сварочные приспособления должны удовлетворять следующим требованиям. 1. Обеспечивать доступность к местам установки деталей, к рукояткам фиксирующих и зажимных устройств, к местам прихваток и местам сварки. 2. Обеспечивать наивыгоднейший порядок сборки и наиболее правильный порядок наложения сварных швов. 3. Быть достаточно прочными и жесткими, чтобы обеспечить точное закрепление деталей в требуемом положении и препятствовать их деформированию при сварке. 4. Обеспечивать такие положения изделия, при которых требуется наименьшее число поворотов как при наложении прихваток, так и при сварке. 5. Обеспечивать свободный доступ для проверки размеров изделий. 6. Обеспечивать легкий съем собранного или сваренного изделия. 7. Обеспечивать безопасность выполнения сборочно-сварочных работ.
Разнообразные приспособления, применяемые для сборки и сварки, можно разделить на универсальные (общие) и специальные. Универсальные (общие) приспособления могут быть применены для сборки различных изделий или узлов. Применяются они главным образом при индивидуальном производстве.
Специальные приспособления или специальные кондукторы применяются для сборки и сварки однотипных по виду и размерам или совершенно одинаковых изделий и отдельных узлов. Специальные приспособления имеют большое применение в массовом и серийном производстве.
В зависимости от вида сборочно-сварочных операций приспособления можно разбить на: 1) опорные поверхности для сборки и сварки, 2) фиксирующие, зажимные, стягивающие, распорные и поворотные устройства и 3) специальные кондукторы и манипуляторы. Опорные поверхности представляют собой стеллажи, сборочно-сварочные плиты, на которых производится свободная сборка и сварка конструкций и узлов. Стеллажи изготовляют из двутавров или швеллеров, уложенных на жестком горизонтальном основании.
Фиксирующие устройства представляют собой упоры, остановы, ограничители для установки в определенное положение деталей при сборке конструкций на стеллажах, сборочно-сварочных плитах или стендах. Зажимы и прижимы служат для прочного закрепления деталей в требуемом положении при сборке и для уменьшения коробления при сварке. Зажимные приспособления довольно разнообразны. В настоящее время нашли широкое применение быстродействующие пневматические зажимы.
Стягивающие приспособления служат для получения правильного взаимного расположения деталей, обеспечивающего требуемые зазоры, перекрытия и совпадения поверхностей собираемых деталей и узлов. Распорные приспособления служат для создания необходимого зазора или перекрытия в стыках. Для распора применяются клинья, домкраты, винты, распорные кольца и пр.
Основными приспособлениями для поворота и вращения изделий при сборке и сварке являются роликовые опоры, кантователи и поворотные кондукторы. Кондукторы облегчают установку деталей в требуемое положение при сборке, а манипуляторы облегчают установку собранного изделия в любое положение, удобное для сварки. Кондукторы и манипуляторы широко применяются при серийном и массовом производстве.